拉深工艺中新型变压边力装置的设计
2010-09-11刘念聪王银芝
刘念聪 王银芝
(①成都理工大学自动化学院,四川成都 610059;②西华大学机械工程与自动化学院,四川成都 610039)
拉深工艺中新型变压边力装置的设计
刘念聪①王银芝②
(①成都理工大学自动化学院,四川成都 610059;②西华大学机械工程与自动化学院,四川成都 610039)
在分析现有压边装置应用现状的基础上,提出了一种能够提供随法兰位置变化的新型变压边力装置。利用非线性电位器模拟理想变压边力曲线,更符合拉深过程中的压边力要求。利用电液伺服阀良好的快速响应性,可以调整拉深气垫作用在板料上的压边力大小。采用随动装置使电位器输出电压随法兰行程的变化而变化。实践表明,该装置可提高板料的可成形性、材料利用率,减少不良缺陷的发生。
压边装置 变压边力 起皱 曲线模拟
压边力是否适当关系到拉深成形件的成形质量,如何施加压边力并对其控制是板料拉深的关键因素之一[1]。根据理论计算,压边力的大小最好按理想压边力规律变化,即随工件成形过程中起皱可能性大小而合理变化[2],当凸缘外径减小至 Rt=(0.7~0.9)R0(Rt为凸缘半径,R0为毛坯半径)时,最容易出现失稳起皱,如图1所示。生产中广泛采用刚性和弹性两种压边装置[3],不能提供随拉深过程中的起皱规律而合理变化的压边力,使得拉深成形受到很大的应用制约。
本文开发设计了一种机、电、液结合的压边装置,实现了压边力随工件位置精确变化的功能,解决了目前压边力不能随其理想压边力曲线而变化的问题,又具有传统压边装置结构简单、成本较低的特点。
1 整体结构设计
如图2所示,此结构包括理想压边力变化曲线模拟系统、工件行程随动系统和电液伺服系统3大部分。其中理想压边力变化曲线模拟系统又包括并联电位器及其后继电路,工件行程随动系统由凸轮、齿条、气缸、气泵、滑片以及导轨等组成,而电液伺服系统采用了电液伺服阀,以满足成形时对压边力的快速响应性要求。成形过程大致为:成形前,板料4放置于压边圈5之上,凹模3下行,将板料4压紧,同时安装在上模座1上的齿条19同步下行,待下行到规定位置后,齿条19与齿轮17啮合带动其同轴凸轮16旋转,气泵18工作,压缩气体推动气缸15的活塞杆克服弹簧阻力右行,安装在活塞杆上的滑片13沿导轨右行压紧在板料4外侧。随着凹模的继续下行,板料4被逐步拉入凹模,电位器电刷发生滑移,后继电路的电压驱动电液伺服阀21工作,使之产生规定压边力。成形结束后,凹模回程,滑片13在弹簧力作用下回位,压边圈卸料,加工完成。


2 理想压边力变化曲线模拟系统
2.1 理想压边力曲线的模拟
系统采用分段抛物线模拟理想曲线的方法,如图3所示。以最大值点为分段界限将理想压边力曲线分成两部分,左、右侧部分曲线分别采用抛物线f1(x)=0.44x2和f2(x)=0.16x2模拟,曲线3为理想压边力的变化曲线。

抛物线近似理想曲线存在一定的误差,模拟抛物线在拉深开始阶段、过最大值点后的开始阶段有超出理想曲线的现象。在实际生产中,该误差可以接受。
2.2 曲线模拟的物理实现
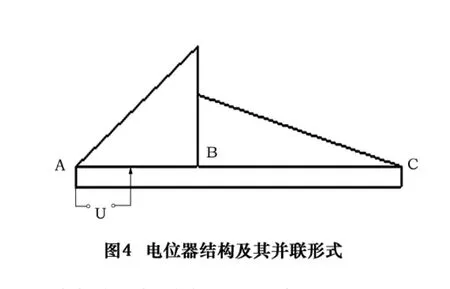
系统采用直角三角形骨架的函数电位器,其中f1(x)、f2(x)分别采用k=0.88和k=0.32的非线性变阻器进行模拟。两电位器采用并联形式,A、C端均接地,其结构及联接形式如图4所示。
2.3 后继电路及相关参数的确定
后继电路采用电阻分压电路,将非线性变阻器的变化量ΔR转换为电压输出,如图5所示。
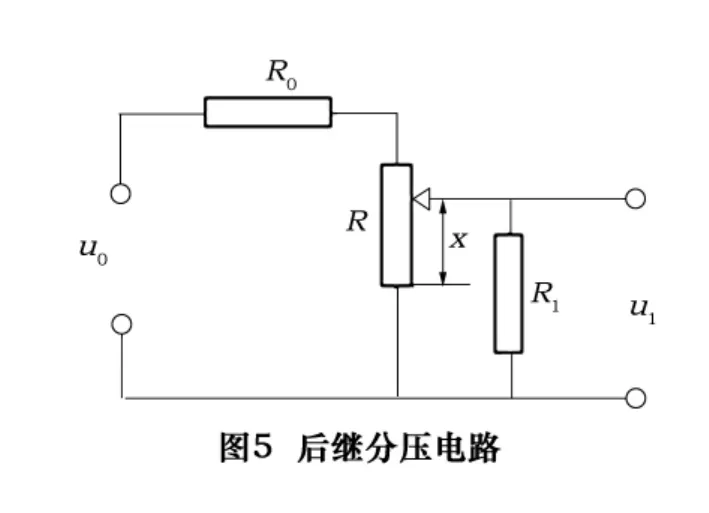
当电刷移动x后,输出电压u1为

式中:Rx为电刷刷过的电阻;u0为输入电压。
上式表明,电位器实际输出与输入为非线性关系。为减小后继电路的非线性化影响,选择R1≫R。
3 随动装置
3.1随动滑片
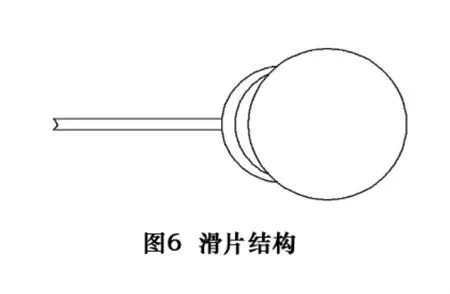
要保证电刷位移与拉深行程的一致性,装置加装了随动滑片。当上模下行到凸、凹模接触时,滑片一端的顶杆将滑片迅速压紧接触板料,使其随板料沿径向移动。顶杆的另一端安装电刷,则实现了电刷与板料行程的同步随动,如图6所示。
3.2 滑片的驱动方式
如图2所示,系统采用凸轮机构。随着上模的下行,安装在上模座的齿条将会带动齿轮转动,使得同轴的凸轮同向转动。凸轮推动气缸活塞压缩气体,右侧小活塞及活塞杆克服弹簧力向右运动,活塞杆右端与带动滑片的顶杆连接,从而推动滑片向右运动而接触板料。
4 电液伺服系统
液压系统如图7所示,压力传感器用于感知拉深气垫的实际压力。分压电路输出的电压(指令信号)、压力传感器的输出电压输入放大器。由放大器输出的电信号驱动电液伺服阀。电液伺服阀的输入电流大小与拉深气垫压力成线性关系,从而实现压边力控制。

5 结语
在板料拉深成形过程中,起皱是致使拉深失败的主要原因之一。现有压边装置的压边力或恒定,或只能线性变化。针对以上缺陷,本设计的主要创新有:(1)采用非线性电位器模拟理想压边力变化曲线;(2)将机电液技术结合,用电液伺服阀将电信号转化成压力信号,提高了系统的快速响应性。
该压边装置克服了压边力过大或只能线性变化的缺点,有效地避免了拉深件的起皱,提高了拉深件的质量。不足之处在于,为易于加工和节约成本,采用分段抛物线近似模拟理想压边力变化曲线,存在一定误差。
1 杨玉英,崔令江.实用冲压工艺及模具设计手册.北京:机械工业出版社,2005.
2 肖景容,姜奎华.冲压工艺学.北京:机械工业出版社,1988.
3 刘俊生,庞利平,贺炜.带偏心轮压边装置的冲压模.锻压技术,2008,33(4):96~97
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design of A New Device with Variable Blank Holding Force in Deep Drawing Process
LIU Niancong①,WANG Yinzhi②
(①College of Automation,Chengdu University of Technology,Chengdu 610059,CHN;②School of Mechanical Engineering& Automation,Xihua University,Chengdu 610039,CHN)
Based on the analysis of application status of blank holding equipment,a new device with variable blank holding force was proposed,the characteristic of which was that the blank holding force(BHF)varied with the flange location at the same time.Simulating ideal BHF curve with nonlinear potentiometer met the demands of blank holding force.To adjust effectively BHF on sheet metal exerted by air-cushion,electro-hydraulic servo valve with the fast response characteristics was used.Output voltage of nonlinear potentiometer varied with the flange stroke by servo device.Results show that the device can improve the formability and the utilization efficiency of sheet metal and avoid various defects.
Blank Holding Equipment;Variable Blank Holding Force;Wrinkling;Curve Simulation
刘念聪,男,1976年生,讲师,工学硕士,主要研究方向为机电一体化、材料成形及控制等,已发表论文10余篇。
(编辑 蔡云生)
p
10235
