数控加工中心维修实例
2010-08-25黄勇军
黄勇军
作者通联:广州日立冷机有限公司 广东从化市鳌头镇510935
E-mail:huang-yj@126.com
1.编码器故障
(1)常州机床总厂生产的TH5660数控立式加工中心采用FANUC 0M数控系统。加工中出现“409 SPINDLE ALARM”,主轴伺服放大器同时显示故障代码“31”。
查阅FANUC伺服维修说明书,为内置编码器故障。拆开主轴伺服电机后盖内的风扇,可见一个速度检测编码器及与电机转子相连的齿轮盘。拆检编码器,感应面有发黑的痕迹,更换编码器后设备工作正常。更换安装时注意编码器与齿轮盘的距离(距离要求较严格),可用A4纸两层的厚度来控制间距(图1),夹住纸后锁紧编码器的两颗固定螺钉即可。
(2)同为TH5660加工中心,在主轴旋转、主轴定位时均出现“409 SPINDLE ALARM”的同时主轴伺服放大器显示故障代码“27”。
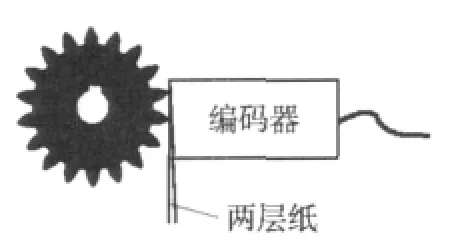
图1 编码器安装间距示意图
查阅FANUC伺服维修说明书,为外置编码器故障。该外置编码器用于检测主轴定位角度。检查发现编码器与主轴相连的同步皮带已很松弛,调整皮带后故障仍不能排除。检查编码器导线引出口,发现密封件已脱落,怀疑编码器进水,拆下编码器用低压气吹干内部的积水,重新安装并用玻璃胶密封好导线引出口,试执行M03、M04正常,说明设备故障已基本排除,执行M19调整好主轴定位角度,设备恢复正常工作。
2.伺服及电路故障
(1)台湾永进YCM-105A立式加工中心采用FANUC 0M数控系统。在自动加工中突然出现“414 SERVO ALARM:X DETEC ERROR”,关机后再开机,报警消除,一移动X轴又出现414报警。
检查发现当产生414报警时,伺服放大器显示故障代码“8”。依据FANUC 0M系统维修手册查诊断号720号:按[SYS/DGN]→[诊断]→键盘输入№720→[INPUT],查得DGN720.4=1,为过电流报警。过电流产生的可能原因为伺服放大器、伺服电机、放大器与电机联接电缆故障、机械卡死等。根据机床使用情况(湿式加工,伺服电机插头易进水、电缆易老化),检查伺服电机侧,发现伺服电机的三条动力线与盖板接触部分已露出铜线,并且能看到明显的放电痕迹。拆下动力线重新包扎后开机,移动X轴,414号报警还是出现。用相同型号的伺服放大器更换后,设备工作正常。此次故障是由于伺服电机动力线绝缘损坏对地产生短路,并导致伺服放大器损坏。
(2)常州机床总厂生产的TH5660数控立式加工中心采用FANUC 0M数控系统。Z轴移动时,负载率达160%,出现“434 SERVO ALARM:Z DETEC ERROR”(Z轴检测错误)。Z轴不移动负载有时都有100%,Z轴移动停止后,明显感觉伺服电机还有动作(负载率变化),但坐标值不变,伺服电机明显有发热现象。
由于Z轴能移动,基本可以排除机械卡死的可能。查机床电路图可知,Z轴设置有刹车装置,怀疑刹车装置没有动作。测量刹车装置用DC 90V电源,发现整流器无电压输出,而输入电压AC 220V正常,可判断为整流器损坏,更换整流器后,Z轴工作正常。
3.电池无电造成的编码器记忆原点丢失故障
(1)日本三井精机HU63A数控卧式加工中心采用FANUC 18i数控系统。在一段长假后,开机产生“300 B轴原点复归请求”及“B轴APC(绝对脉冲编码器)电池电压低”报警。
该机床的B轴带绝对脉冲编码器,原点位置依靠电池保持,只要电池电压正常,原点位置被系统记忆,开机无须做原点复归。在系统通电情况下,将电池BR-CCF2TH 6V拆下(如无相同的电池,可用市购碱性电池LR20四颗串联成6V电池组代替),先将B轴转动到大约在机械原点的位置,按[OFFSET/SETTING]→找到并修改PWE由→0→1,然后修改参数按[SYSTEM]→[参数]→1815→[№ SEARCH],修改第四轴1815.5(参数1815分别对应X、Y、Z及第4轴的原点设定)由1→0,其次修改1815.4由1→0→1(系统出现000报警——要求关断电源),再修改1815.5由0→1,最后关闭系统及设备电源,开机作原点复归,如B轴原点不准确,上述步骤可重复多次直至调好B轴原点为止。
(2)台湾永进YCM-105A加工中心采用FANUC 0M数控系统。开机后出现“300 X轴原点复归要求”报警,同时显示屏显示“BAT”字符。
检查编码器电池(通电情况下),发现电池正负极已生锈,更换电池,将X轴用手轮摇至机械原点(机床在机械原点处设有▼标记),修改参数22.0(参数22.0~22.2分别对应X、Y及Z轴机械原点设定)由1→0→1,系统出现“000”报警后,关机再开机作原点复归即可。
4.检测开关故障
(1)日本三井精机HU63A数控卧式加工中心采用FANUC 18i数控系统。在自动换刀过程中,换刀手臂(ARM)从刀库刀杯中拔出少许后停止动作,出现ATC(自动刀具交换)超时报警。
查看梯形图,分析换刀手臂从刀杯拔出刀具的正常过程:刀具有/无检测开关(SQ-A156,有刀时为1,灯指示为绿;无刀时为0,灯指示为红)。若有刀,执行M100(刀具拔出)后X75.4必须改变状态(即由1→0)才能执行下步动作M83(ATC到待机位)。
为确保安全,手动取下刀具后,检查接近开关SQ-A156,用铁质工具试验该开关,其状态指示灯有变化(红/绿),但系统检测状态不变(即X75.4不能由1→0),拆下该开关发现检测表面积有较厚的油泥,擦拭干净后再试验,状态指示灯及检测信号X75.4同步变化,说明开关已恢复正常。重新安装好检测开关,执行ATC各指令,正常。
5.机械故障
(1)日本三井精机HU63A数控卧式加工中心采用FANUC 31i数控系统。在自动加工中主轴突然停止转动且无任何报警。
在MDI方式下输入“S500 M03;”,主轴转动正常,再输入“S600”主轴变速油缸动作,但主轴不旋转。检查主轴高速确认信号X10.5=1,说明油缸动作已到位,应该是变速离合器出了问题。拆开主轴后发现离合器内的一颗销钉已脱落,导致变速不能完成,原装配的销钉比新销钉直径小0.01mm是此次故障的直接原因。更换销钉后,故障排除。
(2)日本三井精机H5C数控卧式加工中心采用FANUC 6MB数控系统。加工中B轴转动时声音异常,并产生443报警。
用手摇脉冲使B轴旋转,发现B轴时转时不转,不转时能听见B轴伺服电机在转动,之后就会产生443、440等报警,拆开伺服电机减速箱侧盖和B轴侧盖,用手摇脉冲发生器边操作边观察,发现给定旋转指令时B轴多数情况下不转动,此时伺服电机在不停地转动。查说明书,发现B轴为全闭环控制,开始怀疑B轴的联轴器出了问题,使得实际位置无法达到给定要求的位置,所以电机在不停地转,超时后出现443报警。拆开减速箱,用手试着转动联轴器,很容易转动,原来联轴器已松动。松开背紧螺丝后,锁紧联轴器,再装好背紧装置,用手转动联轴器转动B轴,非常轻松,说明B轴没问题,装好伺服电机及联轴器,通电开机,原点复归后手动旋转B轴,机床恢复正常。
(3)日本三井精机HU63A数控加工中心采用FANUC 18i数控系统。使用一年左右,Z轴突然出现爬行现象,该机床为半闭环控制系统,机床并未产生报警。
依据常理,首先检查与位置环相关的参数(№ 1851)是否发生变化或被人为改变,核对参数与原始记录相同,将该参数在原始设置的基础上往正负方向各调整了几次,Z轴爬行现象没有改善,排除参数的原因,再用互换法排除了伺服放大器的因素。通过以上检查基本可以确定爬行是机械方面的故障。经检查,最终发现Z轴丝杆与立柱联接处螺母副的四颗内六角螺钉(图2)已全部松动。锁紧螺钉后再运行Z轴,爬行消除。
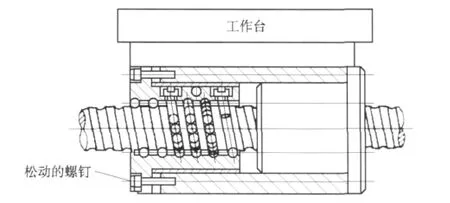
图2 Z轴丝杠与立柱联接示意图
