基于MATLAB的数控加工最短走刀路线研究
2010-08-23陈玲
陈 玲
CHEN Ling
(昆明学院 自动控制与机械工程系,昆明 650118)
1 问题的提出
数控加工设备被广泛应用,相比普通机床设备其具有诸多优点,其中高效率是数控设备的重要优点之一。要充分发挥这一优点,需要工艺人员合理规划加工轨迹。
要选择最短的走刀路线,通常工艺人员可以直观的进行准确判断,但在特殊情况下,只有通过详细计算才能准确的分辨出最短路线所在。例如下图所示,在某零件的上表面需加工沿圆周均匀分布的两圈孔,刀具走怎样的路线是最短的呢?
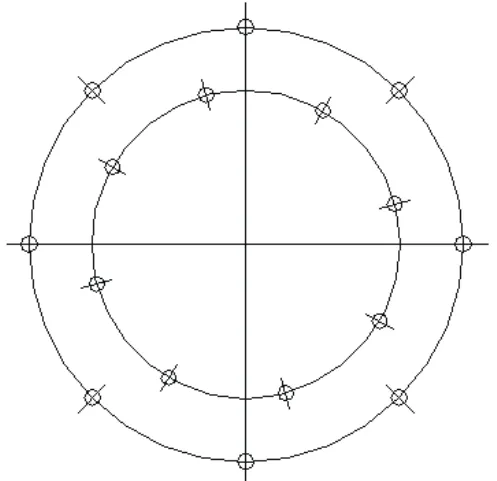
图1 零件上需加工孔的位置示意图
通常有两种做法:1)外圈加工完一个孔后,走斜线加工内圈和此孔距离最近的孔,再走斜线加工外圈相邻的孔,依次循环,直至加工完所有孔。走刀路线如图2a)所示。2)先沿外圈顺序加工完全部孔,再转到内圈依次加工各孔。如图2b)所示。

图2 走刀路线图
工艺人员容易认为方法一所走的加工路线最短,但实际上最短路线和加工要求中的各项参数有着密切联系,当具体加工零件每圈孔的个数以及孔分布的内外圈半径不同时,最短路线也将出现在不同的方法中。这里可以通过MATLAB软件提供的功能来做具体分析,准确的找到最短路线。
2 数学模型的建立
要利用好MATLAB工具,首要前提就是建立一个合理可行的数学模型。把方法一中刀具所走的路程用L1表示,方法二中刀具所走的路程用L2表示,那么当L1/L2的值大于1时表示方法一的路程长于方法二,而当比值小于1则表示方法一的路程短于方法二。方法一中L1的大小可以根据图3中建立的三角形关系来计算。
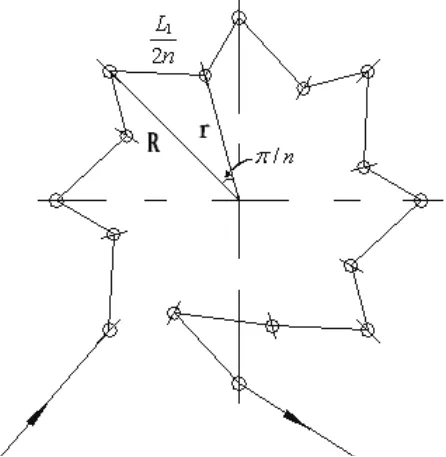
图3 L1的计算分析图

其中
R——外圈半径
r——内圈半径
n——每圈钻孔个数
完整的数学模型如下:

3 MTLABL程序
由于路程的长短受零件参数的影响,这里选取常见参数加以分析。程序中取每圈加工孔的个数从3到20个,内外圈的半径比从0.5到0.95,间隔0.05。实际中如果遇到特殊加工要求只需改变程序中参数的取值,然后利用MATLAB重新计算出两种加工路线的长度比值即L1/L2的值即可。具体程序如下:

4 计算结果
运行程序得到以下计算结果,列表显示如下:
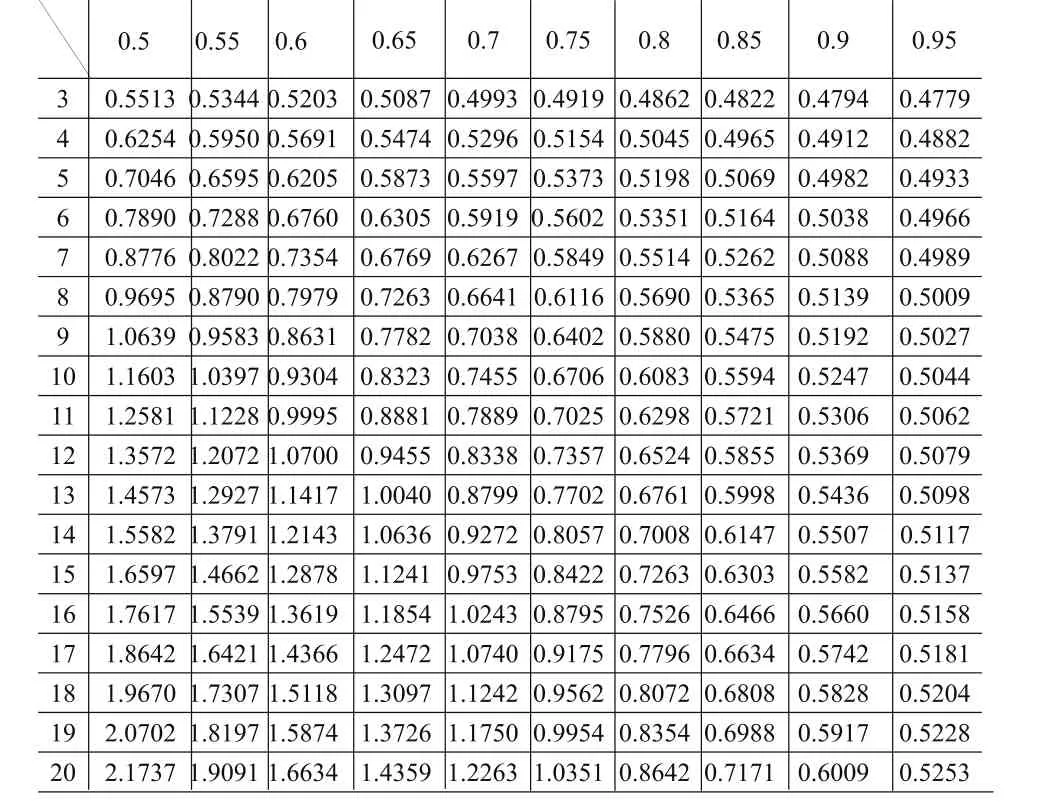
表1 MATLAB计算结果L1/L2
表1中所列数值小于1的表示在其对应的孔数及半径比值下方法一的路程短于方法二,大于1的则表示相反的结果,其分布规律如图4所示。通过观察发现,两种加工方法的刀具路程长短随每圈孔数及半径比值的变化而变化,不能武断的认为在各种情况下都是方法一的路线短。

图4 两种走刀方法路线长短分布图
5 结束语
现今的绝大多数数控工艺教材中,在讲述选取最短走刀路线时,常以此类孔加工问题为例,并给出第一种方法的走刀路线绝对最短的结论。通过分析可知,在内外圈半径相差大,并且孔数多的情况下,往往是第二种方法的走刀路线更短。
借助MATLAB软件进行分析,是准确找出最短走刀路线的可行方法,并且较为便利。通过准确选择最短走刀路线将提高生产加工效率。本文建立的数学模型和编制的MATLAB程序将为分析其他零件的最短加工路线提供借鉴实例。
[1]李华志.数控加工工艺与装备[M].清华大学出版社,2005.
[2]莫愿斌,陈德钊.动态规划粒子群算法解PCB数控钻孔最佳走刀路线问题[J],机床与液压,2006,(08).
[3]陈光明.基于数控加工的工艺设计原则及方法研究[J].制造业自动化,2005,(09).
[4]王贺艳,衡军山.基于MATLAB的三维表面非均布测量数据的可视化[J].机床与液压,2009,(12).
