基于PFEP的发动机厂厂内物流规划
2010-08-21翁卫兵,杨广君
基于PFEP的发动机厂厂内物流规划
精益制造和拉动式生产系统越来越受到制造型企业,特别是装配企业的重视。作者以一个发动机厂的厂内物流规划为基础,阐述了如何将PFEP理论应用于厂内物流规划的过程中,以更好地将精益制造思想和拉动式原则成功应用于在发动机厂延伸到供应商和客户的整体物流流程。
物流规划;精益物流;PFEP;厂内物流;发动机厂;总装线
Abstract:For application of the lean production theory and pull principle in assembly plants and considering the holistic logistics process including its suppliers and customers a PFEP-oriented in-plant logistics planning(PLP)method for assembly plants is introduced in this paper.This method has been used for the in-plant logistics planning of one engine plant and shows that PLP method is an efficient planning method for the in-plant logistics planning for assembly plant.
Key words:logistics planning;lean system;PFEP;in-plant logistics;engine plant;assembly line
0 引言
优化的物流流程已经成为许多成功工厂的关键因素,特别是在规划新工厂时是必须要考虑的关键要素之一。在顺畅流动的生产系统中,对安全库存的要求比较少,这就能够释放库存资金的占用。物流规划是新工厂建设综合考虑中的中心工作。厂内物流包含了从零部件仓库到生产线,以及产成品到成品仓库的各环节流程。厂内物流的研究涵盖工厂内的物料流动。
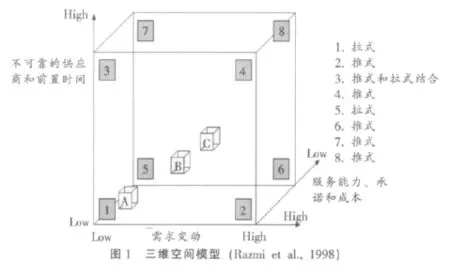
在规划厂内物流时,首要考虑的是生产系统。对于物流来讲,一般有两种系统模式,即推式(Push)和拉式(Pull)系统。对于如何选择这两种系统应用到生产规划和物流采购,需要考虑许多因素。Razmi等在1998年提出了如下模型来解释如何判断和选择推式和拉式系统。
Farr和Holm(2006)将精益生产定义为基于消除7种浪费(过度生产、等待、不必要的运输、过分的加工、过高库存、过多的运作及产品缺陷)的经营哲学。精益生产是一种综合性的生产逻辑,它包含了诸如使用多功能团队、错误验证标准化、过程分析、以及重要的通过看板实现拉式生产等多种驱动因素。在这种系统下,生产是由客户需求驱动的,而不是生产经验。
在过去的十几年间,精益思想的应用已经在学术界和工业界产生了显著的影响。采用精益思想的公司正在逐渐地精益化他们的生产单元,但是他们的生产单元之间仍然是规模化供应。对于采购件,他们仍然缺乏门到门的精益物流体系。
源于精益生产的好处,许多工厂开始逐步推行精益化的物料搬运系统。在执行精益化的物料搬运系统时,规划者需要了解所有要搬运的物料的详细信息。因此,PFEP(Plan For Every Part,为每个零部件做计划)方法应运而生。
本文中,PFEP作为一种全面的逻辑思想,用来指导新建总装线的厂内物流规划工作。此外,文中的案例描述了如何将PFEP思想从采购扩展到生产,基于PFEP的方法是如何支持厂内物流的规划的,包括仓库面积设计、物流设备选型及包装选型。
1 发动机厂厂内物流规划范围
本文所涉及案例描述的范围包括厂内物流的规划,该厂主要生产柴油发动机。主要方面包括:
(1)工厂厂内所涉及的物料信息流和物料实物流的规划。从流程矩阵中来看的话,厂内物流包括收货、发货、仓储、拣货、缓冲、操作和运输。并且描述所有物流相关流程以利于持续优化。
(2)规划设计如下相关区域:外协件仓库、冲压件仓库、盖体库、收货区、成品仓库和发货区和其他物料仓库。
(3)由上线缓冲区到生产使用点的配送模式。描述叫料模式,定义上线包装与上线量,线边物流设备设计和选型,上线运输设备选型和功能参数设计。
(4)次品和旧品的退库模式。相关装配线描述,标识方式,及时将物料与其他物料分离并存储到指定的仓储区,并确定后续的解决流程(废弃、重新加工、重新使用)。
(5)周转容器具的收集和清洗/维护流程。定义线边的库存方式,空箱从线边的回收模式,定义周转箱的后续处理(直接再使用、清洗或者废弃),定义空箱存储的模式、清洗和废弃模式,以及物流设备的功能参数规划。
(6)定义物料搬运和移动设备,周转包装、货架、叉车、RFID或条码设备等。
2 规划原则、方法与工具
在规划发动机厂厂内物流时,要分析物料属性:包括包装、零部件分类、订货量、前置时间、重量、尺寸、收货方式、存储模式及上线模式等。基于PFEP的物流规划思想,采用了从工位到供应商的逆向原则,集成了许多规划工具。特别是在数据处理时,应用了ABC-XYZ分析,以及运输强度分析或者称为Sankey图分析。并使用了物流流程建模工具来分析流程问题,以及综合开发了一个规划数据库(Planning Databook,PDB)以便集中计算所有规划相关的数据。
2.1 规划原则
在规划的过程中,采用倒推式规划原则,即从零件的最终使用点工位出发往上游延伸到供应商,工位所需要的零件从工位边的物料缓冲区获取,在工位边的物料缓冲区的库存水平降低到设定水平后,将根据拉动原则从零件仓库内叫料,零件仓库内的零件则经过物料接受、运输等环节从供应商处获得,如图2所示。

2.2 规划基础数据与前提对于发动机厂内物流规划来讲,需要的规划基础数据包括生产节拍、工厂详细布局图、零件基础信息(包括零件名称、零件描述、尺寸信息、重量信息、材料信息等)、装配线工位信息(包括工位名称、工位号、工位所装配的子组号,以及对于的子组号中所对应的零件编号与台套数量)等,同时在规划之前要根据工厂的详细布局图以及供应商的地理分布情况确定一些规划的基础前提,例如线边库存量的设置(本案例中为2小时)、从线边到零部件仓库的叫料方式(本案例中采用电子看板)等。
2.3 PFEP方法与理论
2.3.1 什么是PFEP。PFEP的意思是为每个零部件做计划。PFEP是厂内所有生产用零部件的一个数据库。它包含了所有零部件的详细信息,比如零部件图号、零部件的使用地点、使用量、包装型号、每个包装内的零部件数量、供应商信息,等等。表1是一张典型的PFEP表。

表1 PFEP样表
不同的公司需要采用不同的表格样式,并决定将不同的必要信息放入其中,这主要取决于部门/工厂的功能,以及使用PFEP表的目的。但是,设计使用PFEP的初衷是帮助工厂内相关信息可见。(Harris 2004)
2.3.2 PFEP的功能和基于PFEP的厂内物流规划。起先,PFEP只是作为一个信息分享的工具,后来才逐渐地将其作为厂内物料流动的一种控制工具。它是丰田汽车将厂内所有物料信息串联起来的重要工具之一。其包括:(1)制定和选择PFEP模板。(2)输入最小单位的值(比如,包装的单位应该分为长宽高分别输入)。(3)指定PFEP经理并保证PFEP的准确性和及时更新。(4)制定PFEP管理规则。(5)制定更新PFEP的体系:比如设计专门的更新需求表格。
事实上,PFEP本身并不创造价值,因为它并不直接从客户的角度创造价值。但是,这项细微的工作对整个总装流程中的增值活动具有十分重要的意义(Harris 2004)。PFEP本身不包含那些企业中不常使用的信息,但是它包含了与物料流动相关的所有信息,这些信息能够有效帮助我们诊断物流系统。也就是说,PFEP是一种与供应链相关的信息共享工具,并且能够帮助提升总装流程相关的供应链内部集成(Texier,2009)。
2.4 规划数据库(PDB)
PDB是我们自行开发的,用于计算关键规划数据的一种分析工具,其主要输入来源于PFEP的基础,但是集成了我们之前提到的其他限制条件,并且能够有效帮助我们进行数据挖掘工作,并输出关键的规划用数据。
这些数据包括:工位号、工位类型、生产节拍、零部件图号、台套数、零部件描述、零部件尺寸、堆垛系数、零部件重量、线边最大库存量、看板收集时间间隔、装载类型、最大装载高度和每日工作时间。
输出包括:线边规划库存水平、线边包装类型、线边包装内零部件数量及重量、线边包装数量、最大线边包装数量、每次上线数量、线边存放形式、每小时运输量、运输设备类型、供应商包装建议、标准装载内供应商包装数量、标准装载数量和每日标准装载需求量。
3 规划结果
据上所述,针对每一个规划要求都有一个相对应的规划结果,本节将介绍几个主要规划结果,比如零部件和工位数据库、外购件仓库布局及上线路径。
3.1 每个零部件和工位对应的数据库
每个零部件对应的信息包括零部件属性,比如包装类型、零部件类别、批次订单量、前置时间、重量、尺寸、收货模式、存储模式、配送上线模式等。下表是一张关于每个零部件信息数据库的样表。
每个工位对应的信息包括工位属性,比如生产线名称、工位编号、线边缓冲区编号、线边流利架数量,以及用于总装的零部件属性,包括零部件图号、叫料模式、零部件的上线信息。示例见表2。

表2 PFEP工位物料供应表
3.2 仓库布局
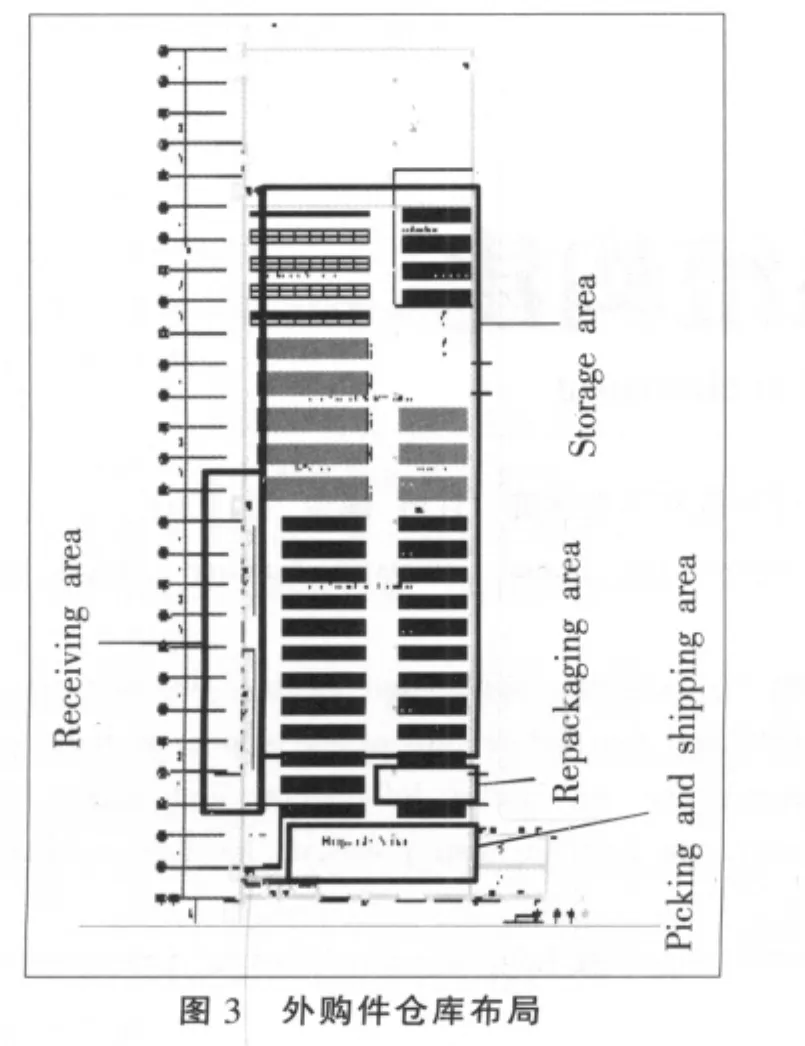
我们为发动机厂规划了外购件库、半成品库、成品箱盖箱体库、成品仓库以及其他物料仓库。仓库的规划包括确定仓库类型、存储包装形式、仓库物料吞吐频率;随后依不同功能定义仓库的各自面积。下面是关于外购件仓库的一个示例。
外购件库见图3,其主要功能定位是接受零部件、重新包装、拣货和送货上线。该案例中,总共使用了425中零部件,面积需求是4 000平方米。根据不同功能,空间被划分称为功能区和机场。根据线报,并基于物料出入库频次,我们定义了三种不同形式的存储模式:托盘货架、流利式货架和托盘地面堆垛。
3.3 上线路径
上线指的是将物料按照生产需求从仓储点送至指定的工位。本文案例中,零部件存于不同的4个仓库之中,并要送往总装线工位或者组装工位。在规划零部件上线路径时,必须考虑如下因素:充分考虑运输设备的能力;考虑零部件来源和目的地的位置;不同工位零部件的各种要求;零部件上线包装模式;生产系统策略:是否使用看板;路线规划时必须考虑减少交叉;尽量增加单向行驶的路线。
根据上述的规划原则,本文案例中规划了11条上线路线。R1:从铸件到制造线;R2:从外购件库到分装线;R3:从外购件库到分装线和气缸盖制造线;R4:从外购件库到气缸体制造线;R5:气缸盖缓冲区到总装线,以及外购件库到总装线;R6:气缸体缓冲区到总装线,以及外购件库到总装线;R7:外购件库到总装线;R8:气缸盖缓冲区到总装线,气缸体缓冲区到总装线,以及外购件库到总装线;R9:外购件库到总装线;R10:组装附件到组装工位;R11:组装附件到组装工位。

4 结论
厂内物流规划是新建工厂规划过程中重要的一个环节,随着企业之间竞争压力的逐步增加,精益制造和拉动式原则作为降低生产成本、提高生产效率和客户满意度的有效方法,越来越受到全球制造型企业,特别是装配企业的重视。
在厂内物流规划的过程中,不仅物料流和信息流需要考虑,而且工厂的供应商和客户同样需要考虑。经过该发动机厂近两年的实际运行证明,将PFEP方法应用于发动机厂内物流规划的全过程中,以拉动式原则,以零件需求的终点开始一直延伸到发动机厂的源头,能够更好地将精益制造思想和拉动式原则成功应用于在发动机厂延伸到供应商和客户的整体物流流程。
[1]Razmi J.,et al..Use of analytic hierarchy process approach in classification of push,pull and hybrid push-pull systems for production planning[J].International Journal of Operation&Production Management,1998,18:1134-1151.
[2]Bracht U..Logistic-Oriented Approach to Factory Planning and Production System,October 5-7,2000[C]//Presented at the Total Logistics Management,Ustron,Poland,2000.
[3]Harris R..Marking materials flow:a lean material-handling guide for operations,production-control,and engineering professionals[M].Cambrudge,Mass:Lean Enterprise Institute,2003.
[4]Hines P.,et al..Learning to evolve:A review of contemporary lean thinking[J].International Journal of Operations&Porduction Management,2004,24:994-1011.
[5]Farr RR.Internal Logistics Modelling[EB/OL].(2005-08-30)[2010-06-26].http://www.vivaceproject.com.
[6]Farr R.and Holm S.Alternative Logistic Concepts and their Effect within the Company and the Supply Chain[EB/OL]. (2006-06-26)[2010-09-06].Avalilable:http://www.vivaceproject.com.
[7]Ramaswamy D..The role of lean manufacturing principles and strategic alternatives in achieving business goals[D].MBA Thesis,Sloan School of Management,Massachusetts Institute of Technology,2006.
[8]Harris C.and Harris R..Lean connections:making information flow efficiently and effectively[M].Boca Raton:CRC PRess, 2008.
[9]Texier F..Airbus Fasteners'Supply Chain Optimization-How to stock,prepare and distribute in the most efficient way?[D]. Master Master Thesis,Lunds Tekniska Hogskola,Lunds Tenkiska Hogskola,2008.
[10]Harris C..The Plan For Every Part[EB/OL].(2004-06-26)[2010-09-06].Available:www.lean.org/library.
PFEP-oriented Logistics Planning for a New Engine Plant
翁卫兵1,杨广君2WENG Wei-bing1,YANG Guang-jun2
(1.德国弗劳恩霍夫物流研究院,多特蒙德44227;2.北京帝欧物流科技有限公司,北京100072)(1.Fraunhofer Institute for Material Flow and Logistics(IML),Dortmund 44227,Germany;2.Beijing Do-logistics Technologies Co.,Ltd.,Beijing 100072,China)
F273
A
1002-3100(2010)10-0087-05
2010-09-06
翁卫兵(1978-),男,江苏泗阳人,德国Fraunhofer物流研究院企业物流规划部,助理研究员,研究方向:物流选址、企业物流规划、物流仿真;杨广君(1979-),男,浙江宁海人,北京帝欧物流科技有限公司,高级咨询师,研究方向:物流管理。
