一种柔性轴承研制的关键技术
2010-07-31阎昌春李兴林郑建华李伟锋
阎昌春,李兴林,郑建华,李伟锋
(1.人本集团杭州人本电机轴承有限公司,杭州 310022;2.杭州轴承试验研究中心,杭州 310022)
1 引言
谐波减速器的制造技术基础是谐波传动,谐波传动是由波发生器、柔性轮和刚性轮3个基本构件组成的机械传动[1]。这种传动是在波发生器的作用下使柔性轮产生弹性变形并与刚性轮相互作用达到传递运动或动力的目的,谐波单元轴承产生谐波运动,带动谐波减速器柔性轮(与轴承配合)产生谐波运动,实现大传动比的变速要求。早先的波发生器工作原理示意图如图1所示,基本上也能实现应有功能,满足使用要求。但其有一个缺点,就是柔性轮的可控弹性变形(形状改变)要求特别高。从图1可看出柔性轮与波发生器接触处是刚性接触,变形也能满足要求,但其他部分由于不是刚性接触,其弹性变形不可控。因此,为了解决柔性轮的可控变形问题,用谐波轴承单元取代老式波发生器就显得十分必要,图2所示为针对谐波减速器,设计制造的一种型号为456109的新型薄壁轴承,并称之为柔性轴承(谐波轴承单元)。

1—钢轮;2—柔轮;3—波发生器图1 原波发生器工作原理示意图

图2 谐波轴承单元示意图
2 柔性轴承的设计及计算
2.1 设计方法
由于与柔性轴承配合的轴是椭圆形的,轴承安装后内圈也呈椭圆形,常规方法设计的轴承在装配时由于椭圆变形容易出现散架,且运转过程中会出现卡死现象。为了解决此问题,可采用特大填球角设计方法,即将填球角加大到263°,以增加填充钢球的数量。柔性轴承属于特殊的薄壁球轴承,部分设计可参照薄壁球轴承的设计方法,如主参数钢球直径(Dw)、沟曲率系数(fe,fi)、沟径(De,di)的选择和计算、材料的选择、热处理及车、磨加工工艺等。但由于它的特殊使用要求,其主参数如钢球数量(Z)、球组节圆直径(Dpw)、挡边直径(D2,d2)、填球角、保持架球兜直径和形状、游隙的选取和计算公式需要作相应改变。
2.2 参数计算[1-3]
2.2.1 基本参数
柔性轴承型号为456109,内径为45 mm,外径为61 mm,外圈宽度为9 mm,内圈宽度为6 mm,球组节圆直径为53 mm,钢球数为23粒,钢球直径为5.556 mm,理论填球角为263°。
2.2.2 主参数的确定
(1)钢球直径Dw
Kwmin(D-d)≤Dw≤Kwmax(D-d),
式中:Kw的取值范围同深沟球轴承。
(2)钢球数量Z
Z=πDpw/[d′+(1~1.5)],
Z取小于计算值的整数。
(3)球组节圆直径Dpw
Dpw=(D+d)/2+(0~0.5),
式中:D为轴承外径;d为轴承内径。
(4)沟道直径(De,di)
De=Dpw+Dw+(Grmin+Grmax)/2 ,
di=Dpw-Dw,
式中:Grmin为最小径向游隙;Grmax为最大径向游隙;De为外圈沟径;di为内圈沟径。
(5)挡边直径(D2,d2)
D2=De-(0.5~1),
d2=di+(0.5~1),
式中:D2为外圈挡边直径;d2为内圈挡边直径。
(6)沟曲率系数(fe,fi)
fe=0.525~0.53,
fi=0.515~0.52。
(7)保持架球兜直径d′
d′=Dw+(0.4~0.7)。
(8)径向游隙Gr与轴向游隙Ga
2.2.3 性能参数确定[1]
柔性轴承额定寿命
基本额定动载荷

径向当量动载荷Pr=XFr+YFa,
2.2.4 材料和热处理的选择
套圈、钢球(G10)材料选用高碳铬轴承钢GCr15;保持架材料选用PA66+25%GF;热处理采用真空热处理并进行冷冻处理,内圈硬度57~61 HRC,外圈硬度59~63 HRC,钢球热处理硬度61~66 HRC,组织均为2~4级。
3 柔性轴承的装配
3.1 常规填球法
3.1.1 最后一粒钢球填装法[4]
传统上是在186°~195°填球角间对外圈施加径向力,使其弹性变形填装最后一粒球,这种方法使用虽然非常普遍,但也存在钢球被夹伤及套圈产生塑性变形的问题。
3.1.2 圆弧填球槽法
当填球角大于195°时,在内、外圈挡边至沟底径这段距离开一个比钢球直径大一点的圆弧形槽,装配时将钢球一粒一粒填入沟道,这种方法装配效率低,生产成本高,质量不易控制。填球槽开深了,套圈就会报废;开浅了,填不进钢球。开槽对轴承使用性能也有一定影响,主要是大幅降低高速性能,轴向窜动也受到限制。
3.1.3 断裂法
当填球角大于195°时,且轴承使用工况要求较低,转速及振动要求都不高时,使用断裂填球法。需要在外圈热处理之前,在内径上开一小槽,通过热处理产生应力集中,当外圈磨加工结束后,敲裂外圈;填球时通过胀开外圈填入需要填入的钢球。这是一种以牺牲轴承的使用性能而达到增大填球数的一种方法。
3.2 柔性轴承的特殊填球法
3.2.1 弹性装填原理
所谓弹性装填原理就是在轴承套圈拉应力允许范围内,通过将套圈径向拉伸变形胀大,然后将钢球填入沟道的一种方法。施力主要是压外圈端面,外圈被向下压,钢球就不断撑大外圈,变成钢球在径向方向给外圈的张力,随着下压距离的增加,参与的钢球数量也不断增加,外圈所受张力也不断增大,直至完全张开钢球进入沟道为止。其受力过程如图3所示。采用此方法理论上可以满足360°填球角的装填要求。

初始状态 小进入状态 中进入状态 完全进入状态 完成图3 柔性轴承的特殊填球法受力过程图
3.2.2 接触应力和弹性趋近量[3]


经计算内、外圈平均接触应力和弹性趋近量均小于其极限接触应力和极限趋近量,同时实践证明,此种装配方法没有损伤钢球和套圈。
3.2.3 装配过程
按照原理及变形过程图,首先需要固定内圈和钢球,把钢球对准内圈沟道并固定位置,钢球先归于一边,然后放入外圈,外圈的一边沟道也对准钢球,这时外圈是斜放的,外圈上放一个压盖,便于施力,逐步加力下压,这样钢球将按顺序进入外圈沟道,直至完成。装配过程如图4所示。

图4 柔性轴承装配过程
因为外圈拉伸变形时,钢球给外圈一个张力,同时外圈下压,钢球与外圈挡边摩擦进入沟道。为了防止伤害钢球,需要磨加工外圈内径,并附加内、外圈串光处理,这样对套圈和钢球无任何损伤。
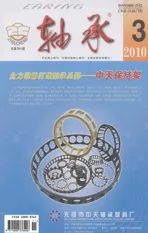
3.2.4 装配模具设计[5]
按照实施方案主要设计上、下模具,上模套住外圈便于施力,下模起固定内圈和钢球的作用,下模设计时应使钢球中心与内圈沟道在同一平面内,同时设计一个小斜坡,不使钢球滚落,并附加一个限位块使钢球归于一起。模具具体构造如图5所示。
图5 上、下模具结构图
4 结束语
一种型号为456109的柔性轴承的设计与试制的成功,不仅解决了柔性轮的可控弹性变形问题,同时也简化了波发生器的结构,优化了谐波减速器的产品结构。其重量轻、体积小,传动装置的零件少,且传动平稳,噪声小,运动精度高,大大提高了传动效率,且方便维修,便于保养、检查和更换零件,提高了谐波减速器的使用寿命。其经用户使用,取得了较好的效果。