筐形保持架落料排样工艺的改进
2010-07-25凌翔
凌 翔
(江苏省社渚轴承有限公司 技术中心,江苏 溧阳 213346)
1 原落料工艺及存在的不足
筐形保持架生产中,第一道工序为落料,原落料工艺中排样采用单排或60°错开双排(图1)。其中,60°错开双排工艺的剪料宽度B的计算式为:
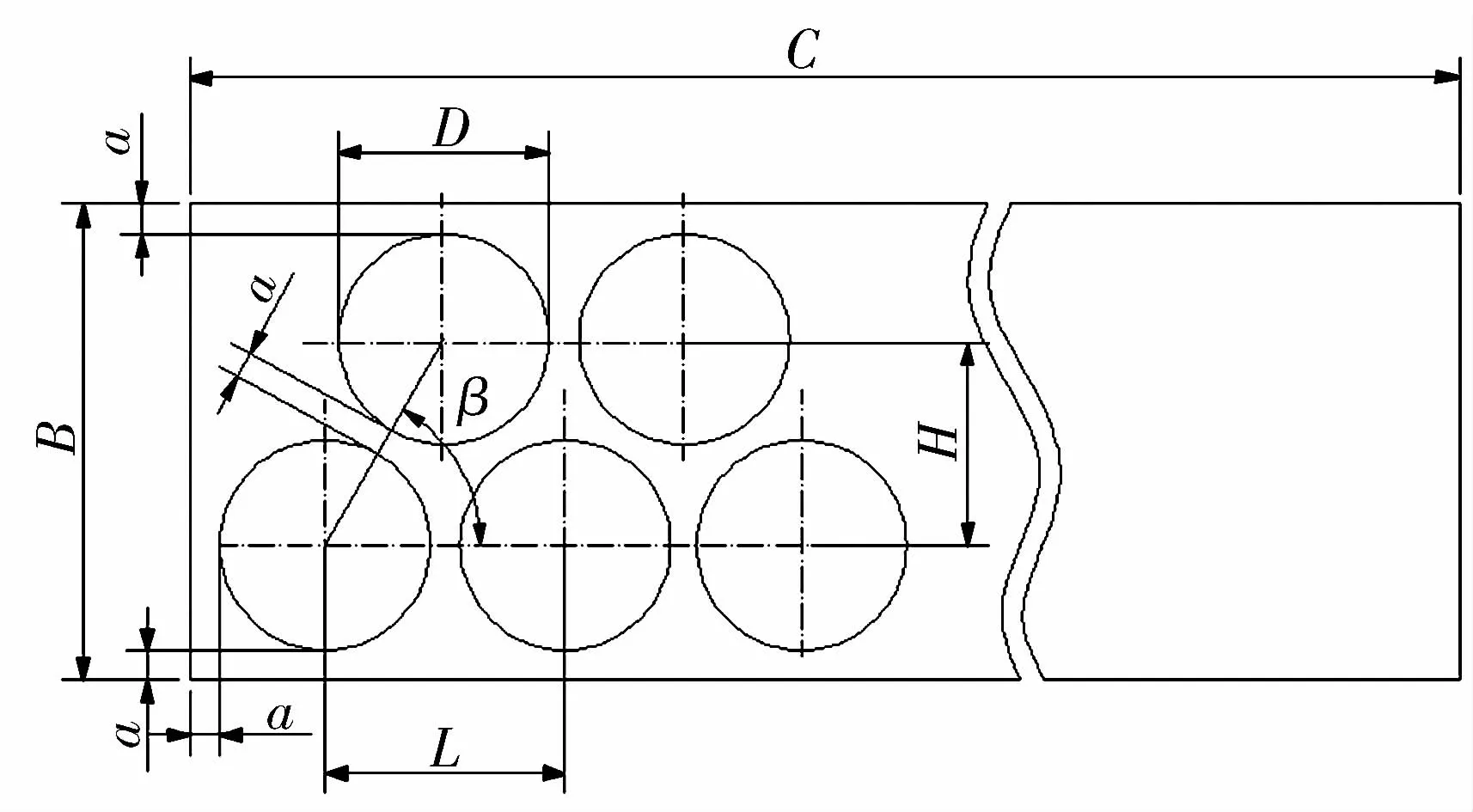
图1 双排落料工艺

式中:D为保持架的落料直径,mm;a为保持架落料搭边值,mm;δ为剪料宽度允许公差,mm。
但实际生产中发现,60°错开双排落料工艺板材的长度方向上边料过宽,但又不足以采用单排,造成材料严重的浪费,需对落料排样工艺进行改进。
2 工艺改进方法及对比分析
通过减小错开角度β(图1),增加相邻两个保持架在板材宽度方向上的距离,减小剪料宽度,以使每张板材所能冲裁的保持架数量最大,提高材料利用率。图1中主要工艺参数计算式为:
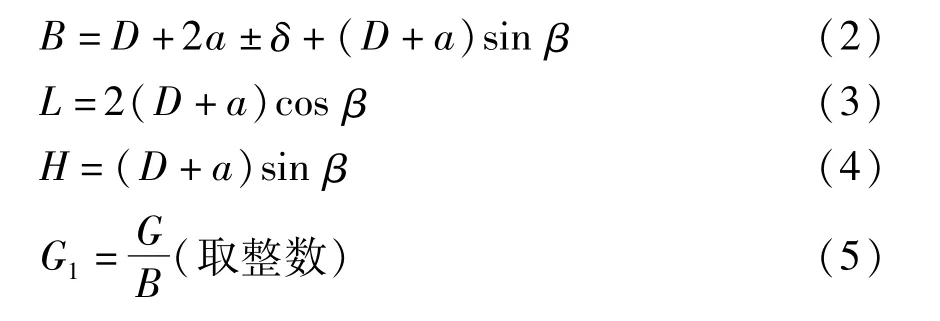
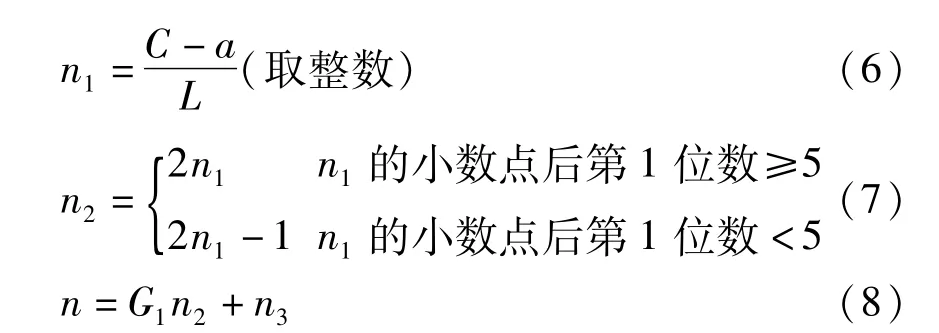
式中:G1为整张板材所能裁剪的条料个数;G为整张板材的长度,mm;n1为单排保持架个数;n2为每个条料冲裁的保持架个数;n3为边料冲裁的保持架个数(边料也采用双排,计算方法略);H为两个保持架落料圆心在板材长度方向上的距离,mm;L为两个保持架落料圆心在板材宽度方向上的距离,mm;C为板材宽度,mm;β为错开角度。
对于不同的β值,n值为不同,对于同一张板材,n必然有一个最大值。通过编程,利用计算机优化错开角度,使整张板材所能冲裁的保持架数量最大。以30317轴承的保持架为例,程序运行界面如图2所示(代码略)。输入保持架型号后,程序自动从数据库读取板厚、下料直径、搭边值以及条料允差等相关数据进行优化计算,最终确定出一个合适的错开角度。图中优化后的数据,条料个数包括7个双排条料和1个边料,图片可单独保存供CAPP调用。
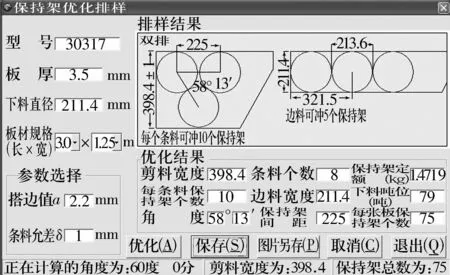
图2 30317保持架优化排样
对不同型号轴承保持架和不同规格的板材进行优化改进,改进前、后对比见表1。结果表明:大部分型号保持架落料数量(材料利用率)均能提高2%左右,部分型号甚至达到了7%。
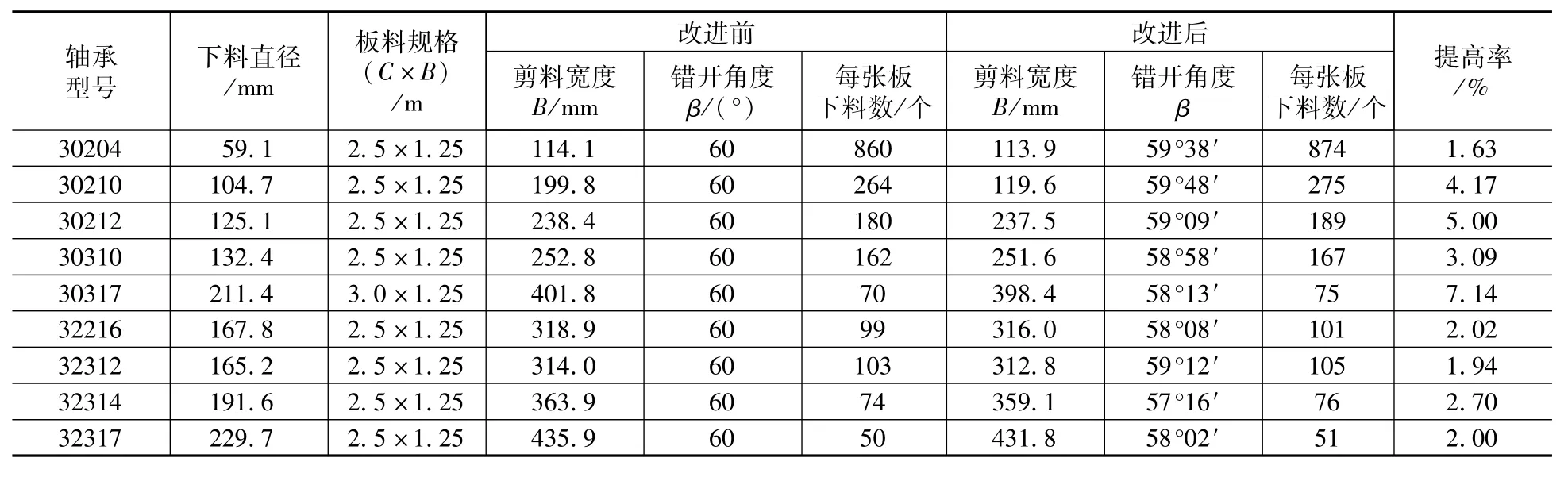
表1 筐形保持架落料排样工艺改进结果对比
3 结束语
利用计算机优化了双排落料错开角度β,对不同规格的板材制定最优化的落料排样工艺,提高了材料利用率,降低了生产成本。
