GCr15钢制大型轴承钢球碱水淬火软点的成因分析
2010-07-25韩万顺陈国志
王 珂,韩万顺,陈国志
(洛阳LYC轴承有限公司,河南 洛阳 471039)
在LYC风电轴承产品中,采用GCr15钢制大型钢球的轴承占有很大比例。由于此类钢球采用淬透性不如GCr15SiMn好的GCr15钢制造,且直径尺寸较大(Φ40 mm以上),无疑使其淬硬深度受到严重影响,软点成了比较常见的问题。在实际使用过程中,钢球报废的主要形式是表面磨损,软点直接影响了其使用寿命。为进一步提高此类风电轴承产品质量和可靠性,下文着重分析了GCr15钢制大型钢球在不同浓度的碱水中淬火产生软点的原因,以期对改善钢球的表面质量有所帮助。
1 试验验证
1.1 设备及工艺流程
目前GCr15钢制大型钢球是在Б-70鼓形电炉生产线上进行热处理,所用淬火介质为碳酸钠水溶液。Б-70生产线淬回火工艺流程为:上料→淬火→冷却→回火。
1.2 试验方法与检验结果
在淬火温度、加热时间及碱水温度相同的条件下,仅改变碱水浓度,对40 mm<Φ<50 mm某一型号的GCr15钢制大型钢球进行试验,分析碱水浓度对钢球淬火组织、软点的影响。具体方法是将热处理淬火件按检验规程进行取样(40粒),经酸洗明化,将外观呈现黑云状的(即软点区)钢球试样挑出进行金相化验(2粒)。某同一型号钢球在Б-70生产线上热处理后依据JB/T 1255—2001进行评定,结果见表1。
由表1可知:钢球在Б-70生产线上淬火时,碱水浓度越接近15%及10%,则越易出现软点。为进一步确定软点与碱水浓度范围的关系,选取某同一型号钢球在10%以下、15%以上2个浓度段的碱水中,在Б-70生产线上进行淬火。热处理后试验结果见表2。

表1 碱水浓度与软点情况
由表2可知,GCr15钢制大型钢球在Б-70生产线淬火时,碱水浓度在10%以下和15%以上的2个浓度段均会出现软点。

表2 碱水浓度(10%以下,15%以上)与软点情况
2 结果分析
2.1 软点的成因
通过对软点金相试样的分析,发现软点处的组织为屈氏体。由此可以认为,碱水淬火钢球金相组织中软点产生的原因是出现了屈氏体。
由钢的过冷奥氏体等温转变曲线可知,鼻尖部分为过冷奥氏体不稳定区,为了获得马氏体组织,需在奥氏体不稳定区即曲线的鼻尖部(一般为500~600℃)快冷[1](图1理想淬火速度曲线)。上述试样软点的成因,是淬火时钢球表面局部的冷却曲线经过了C曲线的鼻尖部分,致使冷却速度小于临界冷却速度所致(图1),而此时最易发生分解,转变为屈氏体组织。

图1 工件冷却曲线示意图
2.2 碱水浓度对钢球软点的影响
2.2.1 淬火时的冷却机理
当炽热工件进入淬火介质中后,迅速使其周围的淬火液发生物态变化,释放的大量热量使其周围的液体迅速汽化,并形成一层蒸汽膜包围工件。由于膜的导热性能差,故被其包围隔绝的工件冷速非常缓慢。初期随着汽化的继续,膜的厚度不断增加,此阶段为成膜期(图2中AB段)。之后膜的厚度将逐渐减薄导致破裂,蒸汽膜破裂的极限温度称为“特性温度”。当蒸汽膜破裂后,工件就与介质直接接触,淬火液不断吸收工件表面的热量而汽化沸腾,并将工件表面热量带走,工件在这一阶段被急剧冷却。此阶段直到工件冷却至介质的沸点为止,称为汽泡沸腾冷却期(图2中BC段)。当工件表面温度降到淬火介质沸点以下,工件的冷却主要靠介质传导与对流,工件冷速又减慢,此阶段为对流传热阶段[2](图2中C点以后部分)。不难理解,由于碱水的沸点大大低于马氏体转变温度Ms,所以重要的是讨论蒸汽膜破裂的温度和时间即图2中B点的位置。膜破裂越晚,特性温度点B就越右移,冷却曲线穿过C曲线的可能性越大,就越容易产生软点。
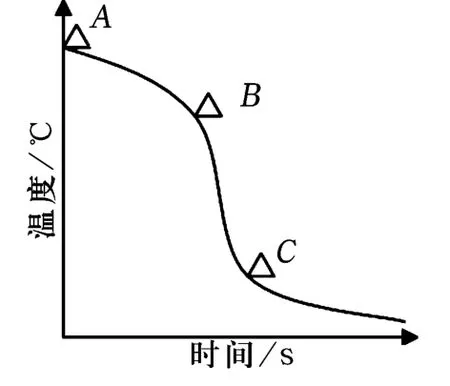
图2 工件冷却机理示意图
2.2.2 碱水浓度过高产生软点的原因
由文献[2]可知,碱水淬火时因碱水中晶体析出并附在工件表面,引发小的汽膜爆破,破坏了蒸汽膜的稳定性使沸腾期提前到来增加冷速。同时,由于碱水溶液吸收气体能力远低于水,因此使工件表面冷却均匀,不易造成软点。但是继续提高含量,浓度过大的碱使介质的沸点提高,汽泡的表面张力增加,介质流动性降低,因而导致膜破裂晚(特性温度点右移),反而使淬火介质的冷却能力下降,冷却速度降低,这就是钢球在碱水浓度过高时产生软点的原因。
2.2.3 碱水浓度过低产生软点的原因
当加热的钢球放在低浓度的碱水中,钢球周围的水温升高形成热水,由于其所受的重力作用小于它所受的浮力,导致向上部运动,致使上部的水温在热钢球的作用下迅速升高,大大降低冷却能力;而下部区域的水向上运动时,受到球面的影响,运动受阻不易对流,此处介质水温在热球的作用下亦升高,冷却能力也大大下降。上述原因引起钢球这些部位的冷却条件变差,钢球在冷却过程的高、中温区冷却能力降低,冷却速度减慢,易产生软点。
除上述外,如碱水温度、淬火加热温度、钢球入水方式等均会影响到软点的产生。
3 结论
(1)在其他工艺条件相同的情况下,碱水浓度与GCr15钢制大型钢球淬火后是否出现软点有着密切的关系。碱水浓度过高或过低引起钢球冷却能力降低及冷却速度减小,致使钢球淬火后出现软点的机率大大增加。
(2)GCr15钢制大型轴承钢球在Б-70生产线上淬火时碱水浓度应控制在10%~15%,这有利于防止钢球产生软点。
