一种废气处理装置自动控制的实现
2010-06-26姜秀英李駪高洁李滨
姜秀英,李駪,高洁,李滨
(1.天津渤海职业技术学院,天津 300402;2.华夏银行,天津 300208;3.天津联维乙烯有限公司,天津 300271)
1 引言
有机化工生产过程中常产生低浓度苯类有机废气,这一类污染物主要包括苯、甲苯、二甲苯等。我国已制定了严格的排放标准,因此对该类有机废气必须进行有效的控制与治理。本文将探讨利用JX-300XP DCS集散控制系统实现某苯废气处理装置的典型控制过程,实现中控室的远程启停车;点火装置的连锁控制;燃烧炉向废热炉自动转换,该系统的使用降低了苯废气排放量,使处理过程更加完善,检测结果完全满足国家标准规定的环保控制要求。
2 废气处理要求
1)处理要求。国家标准最高的允许排放浓度为17 mg/m3,净化后废气中苯的最高排放浓度为8 mg/m3。
2)工艺流程。迄今对于含苯废气的处理,比较成熟且较常用的方法是催化氧化法,图1是某废气处理装置的工艺流程图。
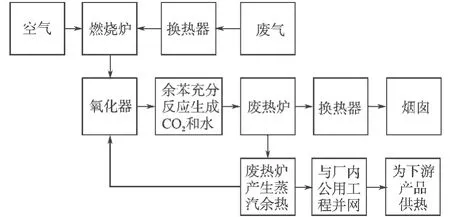
图1 某废气处理装置的工艺流程Fig.1 Progress of waste gas treatment equipment
用1台风机将苯废气送入处理系统。苯废气经过换热器进行加热升温至200~230℃后,与空气混合经燃烧炉加热,在氧化反应器中,在贵金属催化剂的作用下,进行催化氧化反应,将有害的挥发性有机物转化为二氧化碳和水。净化的已符合排放标准规定的500℃气体,经废热炉回收反应热,一方面进入氧化器加热进料尾气使正常运行过程中无需附加燃料,减低运行成本;另一方面将废热炉回收热量产生的蒸汽与厂内公用工程并网,为下游产品供热;其余的废气经热交换器通过烟囱排入大气。此工艺采用催化氧化法处理废气,具有无二次污染、尾气处理彻底的特点。
3 系统配置
3.1 硬件配置方案
苯废气处理项目用到的信号类型有模拟信号输入,模拟信号输出,数字量输入和数字量输出信号。根据项目的实际要求,配置有6块6路电流输入卡XP313(I);1块6路电压输入卡XP314(I);3块4路热电阻输入卡XP316(I);4块4路模拟输出卡XP322;1块6路触电型开关量输入卡XP363;1块8路晶体管开关量输出卡XP362,测点清单见表1。整体设计符合项目的控制要求,考虑了全部负荷,留出了15%的通道富余量。

表1 测点清单Tab.1 List of measure points
3.2 系统结构与冗余配置
JX-300XP控制系统见图2。其中控制站电源、主控制卡、数据转发卡、重要控制点I/O卡、通讯网络均按1∶1冗余配置。
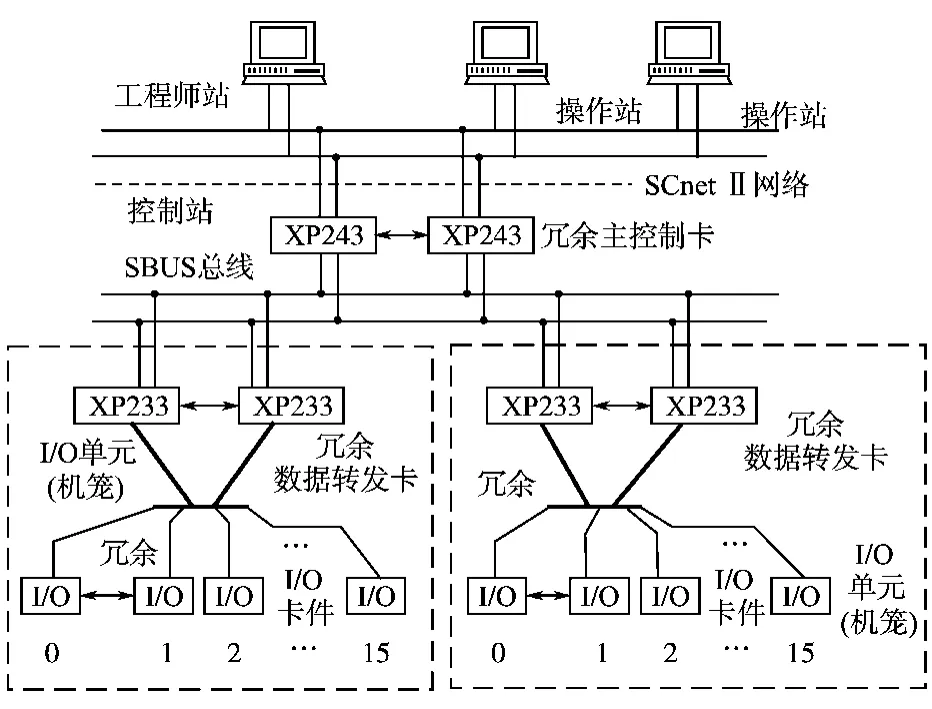
图2 控制系统结构图Fig.2 Structure diagram of control system
4 系统软件设计
苯废气处理的过程控制是由部分连续控制和部分逻辑控制构成的,控制过程以单回路和单显示为主,只有反应器温度在每次开车的初期,由助燃控制流量来控制,当反应器温度达到500℃后,自动切换成由反应器温度与废气流量串级控制系统来保证反应器温度的精确控制。逻辑控制过程主要实现点火装置的连锁控制。
4.1 燃烧炉向废热炉转换的解决方案
1)燃烧炉简单控制与废热炉串级控制自动切换原理。联动开启酒精给料阀和丙烷给料阀,燃烧炉点火后,余苯废气和助燃空气在燃烧炉中加热升温,当催化氧化反应器的反应温度低于500℃时,利用燃烧炉加热,并对反应器温度进行简单控制;当催化氧化反应器的反应温度高于500℃时,停止燃烧炉加热利用催化反应的余热供热。为了使氧化反应完全,保证反应器温度的精确控制,采用反应器温度与废气流量串级控制来完成,控制原理图见图3。
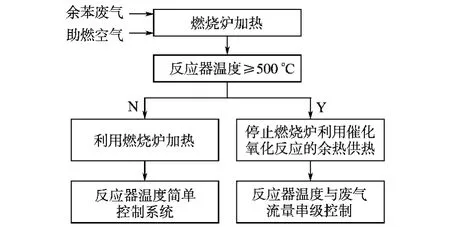
图3 控制原理图Fig.3 Control scheme
2)组态实现。图形化组态原理图见图4。
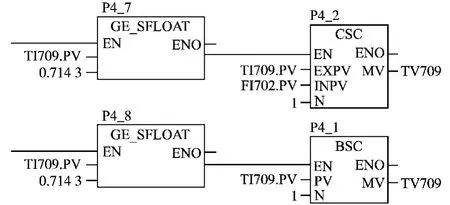
图4 图形化组态示意图Fig.4 Schematic diagram of imaging configuration
图4中TI709.PV为反应器入口温度的测量值;FI702.PV为废气流量的测量值;FV702为换热前废气流量控制阀;TV709为反应器温度控制阀。
3)组态说明。首先用2个GE_SFLOAT比较模块,该模块功能是检查第1个输入值是否大于等于第2个输入值,若是,则输出值为ON,否则为OFF。IN1引用 TI709.PV,IN2引用比较值(500℃/700℃),经过2个变量不断的比较可以不断的输出ON或OFF到下一个模块。如果值为ON,即温度大于500℃,则进入串级控制模块CSC,该模块EXPV引入TI709.PV,INPV引入FI702.PV,MV引入TV709。如果值为OFF,即温度小于500℃,则进入基本控制模块BSC,该模块PV引入TI709.PV,MV引入TV709。即可实现燃烧炉简单控制与废热炉串级控制的自动切换。
4.2 点火装置的连锁控制
1)安全保护系统的构建。在点火装置连锁控制系统中考虑了6个停车条件;1个点火条件;预热加热停止按钮和强制点火停止按钮。点火装置连锁控制系统的结构图如图5所示。其中6个停火条件:雾化空气压力PIS低于低限值;鼓风机出口可燃空气压力PIS730低于低限值;酒精压力PISA706低于低限值;反应器出口压力TIS705超过高高限;鼓风机废气出口流量HS701低于低限值;废热炉液位LIS702低于低低限。
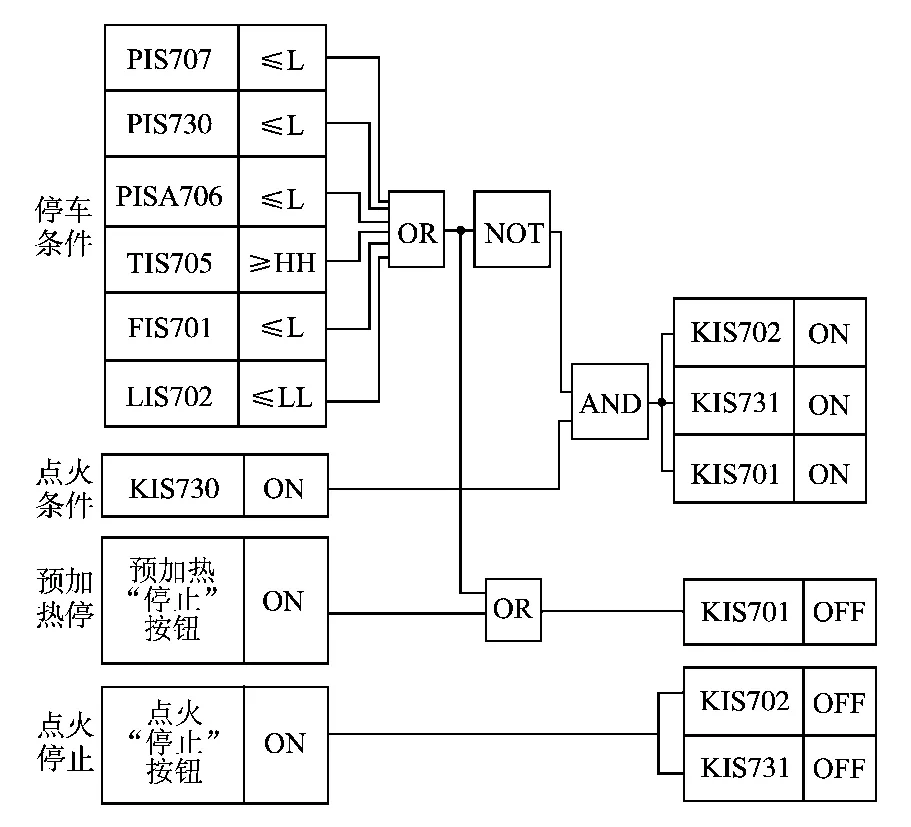
图5 点火装置连锁控制系统Fig.5 Chain-like control system of ignition device
图5中PIS707为雾化空气压力;PIS730为鼓风机出口可燃空气压力;PISA706为酒精压力;TIS705为反应器出口温度;FIS701为鼓风机废气出口流量;LIS702为废热炉液位;KIS730为助燃空气泵;KIS702为丙烷给料阀;KIS731为火花塞;KIS701为酒精给料阀。
2)组态实现。点火装置连锁控制系统图形化组态原理图如图6所示。
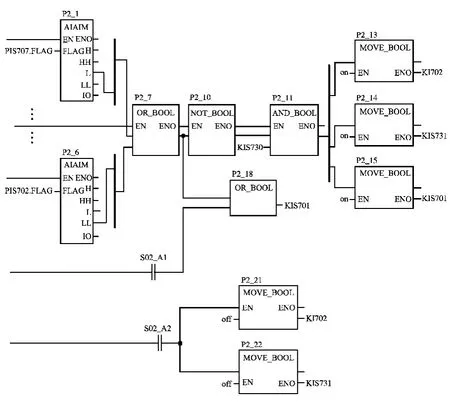
图6 点火装置连锁控制系统组态图Fig.6 Configuration of chain-like control sy stem of ignition device
3)组态说明。①点火。调用报警模块AIALM,当不满足这6个停火条件,并且助燃空气泵KIS730置ON时,将丙烷给料阀KIS702置ON;火花塞KIS731置ON;酒精给料阀KIS701置ON,使燃烧系统正常工作。②停车。当满足6个停车条件之一,或预加热“停止”按钮闭合式时,将酒精给料阀KIS701置OFF,安全系统即自动停止向燃烧炉添加助燃剂(点火期间),使燃烧系统停车。③“停止”点火。点火“停止”按钮闭合式时,丙烷给料阀KIS702Z置OFF,火花塞KIS731置OFF,即实现停止“点火”。
5 结论
废气处理装置的控制策略项目,得到许多企业的认可。苯废气处理装置的优化控制方案,具有控制系统运行平稳,安全保护系统可靠性强的特点,有效治理了大气污染,为废气处理的自动控制项目,提供了技术改造的经验和技术创新。是绿色环保、节能减排、造福人类的优化控制策略。
[1]常慧玲.集散控制系统应用[M].北京:化学工业出版社,2009.
