磨煤机制粉系统的改进
2010-06-11刘兆俊石天佐
刘兆俊,石天佐
(中国石化胜利石油管理局胜利发电厂,山东 东营 257087)
胜利发电厂二期两台锅炉为SG-1025/17.4-M851型亚临界中间一次再热自然循环汽包锅炉,采用BBD3854型双进双出磨煤机正压直吹式制粉系统,流程为原煤→给煤机→磨煤机→粗粉分离器→锅炉。该炉为单炉膛四角切圆燃烧,每台炉配备A、B、C、D四套直吹式制粉系统,分别对应锅炉自下而上的四层燃烧器。每套制粉系统均配备了两台给煤机、一台磨煤机和两台离心式粗粉分离器。该炉组于2004年投产后,制粉设备时常发生故障,导致锅炉燃烧不稳定甚至灭火,锅炉飞灰可燃物多,助燃用油量上升,影响锅炉的安全、稳定和经济运行。
一、存在问题及改进
1.磨煤机减速机损坏原因分析与改进
(1) 原因分析
该磨煤机减速机选用德国某公司生产的H2SH15型减速机。投入运行后,曾多次发生故障停运。分析发现,各磨煤机减速机的故障发展过程及原因相同,即轴承损坏或轴断裂。损坏的轴承出现大量麻点、坑痕,内滚道呈现剥离现象。主要原因是轴承过热、载荷过大、润滑不良。
(2) 改进措施
①首先将磨煤机减速机冷却水改为机侧使用的闭式循环水;其次是增加了SEW系列U210型外置式冷油器,如图1所示,对减速机内的润滑油进行强制循环降温。
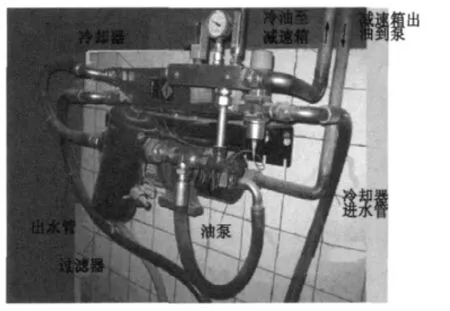
图1 减速机外置式冷油器
②把减速机高速轴承由23226型调心滚子轴承改为SKF探索者加强型调心滚子轴承。
③选用了320号润滑油来替代原设计的460号润滑油。
采取了上述措施后,减速机运行中的温度由90℃降低到65℃以下,消除了故障。
2.磨煤机绞龙损坏的原因分析与改进
(1) 原因分析
磨煤机两端各配有内侧支撑棒固定、外侧带座轴承定位的绞龙。磨煤机投运后经常发生输煤绞龙损坏问题,分析发现,磨煤机绞龙轴承、轴承座损坏是由于绞龙支撑棒的扭曲、剪断、移位所致,图2为绞龙联接的结构图。绞龙支撑棒安装在筒体端部,由磨煤机筒体内部的端衬板支撑并连接,支撑棒的材料为45号钢,直径50.5mm。绞龙支撑棒断裂处位于支撑棒的根部,即与端衬板结合的部位,该处截面积最小。通过对绞龙支撑棒强度校核发现原设计采用的45号钢强度不足,尤其运行中的绞龙支撑棒实际受力复杂,即受绞龙运转时的弯矩力,同时还受到绞龙轴向力和绞龙的扭矩力,并受到钢球的冲击力等。
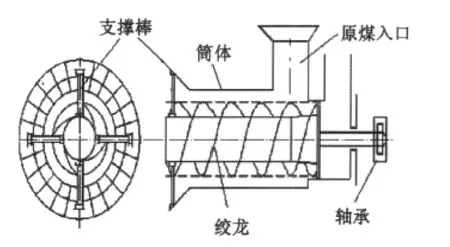
图2 绞龙支撑棒的连接结构图
(2) 改进措施
①将支撑棒直径由50.5mm改为58.5mm,并将端面衬板凹槽加深10mm,支撑棒材料由45钢改为34CrNiMo。
②支撑棒安装时,插入端衬板深度要到位,止推螺帽紧固并焊接牢固。
改造后支撑棒的许用应力由200MPa增大为330MPa,绞龙整体机械性能提高了1.57倍,改造后没有再发生因为绞龙故障导致的停机。
3.磨煤机齿轮振动原因分析与改进
(1) 原因分析
每台磨煤机配备一套SMPR-D3A喷射润滑系统,设计上采用了680号工业齿轮油,磨煤机大小齿轮一直存在润滑效果差等问题,造成齿面有点蚀、坑痕等,导致小齿轮轴承振动超标,分析认为主要原因是使用油质不符合要求。
(2)齿轮润滑油的改进
经查询得知DL5101C高级重负荷齿轮润滑剂在电厂磨煤机齿轮上使用的效果较好,润滑性能优良,其性能见表1。
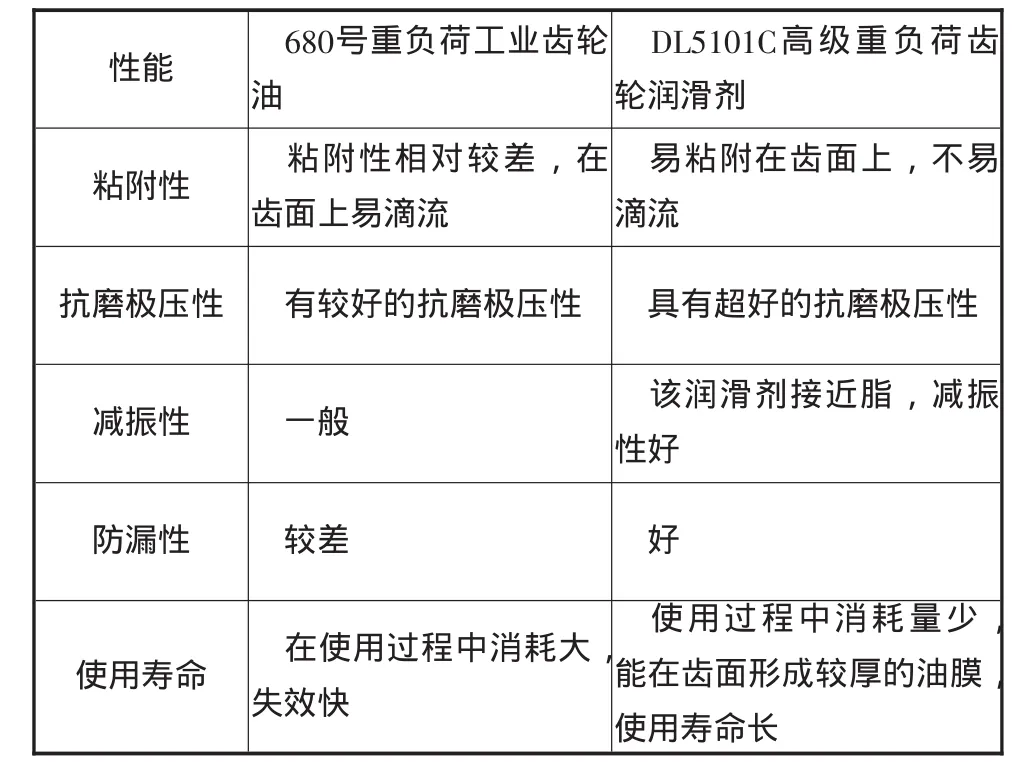
表1 润滑油品指标性能对比表
2008年7月在该炉组A磨煤机上进行换油试验,20天后观察,齿面有一层均匀的油膜覆盖,大小齿轮齿面润滑良好,振动、温度、噪声都有明显下降,进而向该炉组其他三台磨煤机进行了推广使用,解决了齿轮振动问题。
4.分离器堵塞原因分析与对策
(1) 原因分析
粗粉分离器主要由外锥、内锥、折向挡板、进口管、出口管及回粉管等组成。从堵塞的粗粉分离器清理出的杂物主要是细铁丝、杂草以及塑料布等,粗粉分离器堵塞的初始位置分别在粗粉分离器的回粉管及粗粉分离器内锥底部等处,具体原因分析如下。
①回粉管堵塞的原因。一是回粉锁气器容易卡。回粉锁气器设计为翻板式,在正常状态下靠自重力关闭,当回粉中有絮状的杂物经过时就滞留在此处,致使流通阻力增大,导致回流管逐渐堵塞;二是由于回粉管锁气器下部截面缩小,当有较大的杂物经过时容易卡堵。
②粗粉分离器内锥堵塞。经粗粉分离器折向挡板的杂物进入粗粉分离器内锥,通过下部六棱锥的活动门被卡住并沉积下来,导致回粉不畅,直至内锥底部完全堵塞。
(2) 改进方案
①一是拆除了回粉管锁气器的活动挡板;二是将回粉管道下半部分缩小的矩形管道改造为圆形管,改造后的回粉管减少了流通阻力,彻底杜绝了堵塞现象。
②在粗粉分离器的顶部增设了一个截面300mm×200mm的检修孔,当粗粉分离器堵塞时,可从此孔清除杂物,整个清理时间缩短了80%以上。
二、结论及建议
第一,通过上述改进,消除了制粉系统的故障,节约了锅炉助燃用油,提高了制粉系统的可靠性。第二,提高了锅炉燃烧稳定性,避免了锅炉灭火事故;提高了煤粉品质,煤粉细度R90由5%~13%降低为2%~4%,飞灰可燃物由2008年度的7%左右降低到目前的4.5%,降低发电煤耗3g/kW·h。第三,建议保证入厂煤质的清洁,从源头上杜绝粗粉分离器的堵塞。
[1]中国动力工程学会.火力发电设备技术手册 [M].北京:机械工业出版社,1999.