熏烟热处理技术在国内及日本的发展与应用研究
2010-06-04刘丽丽张文标
刘丽丽,张 宏,张文标,张 敏,2*
(1. 浙江农林大学 工程学院,浙江 临安 311300;2. 京都大学生存圈研究所,日本 京都 611-0011)
近年来我国胶合板工业发展迅速,但与此同时,胶合板的原料问题也变得十分突出,特别是柳桉、椴木、水曲柳等天然林木材日益减少,无法满足实际生产的需要。解决胶合板原料问题的有效途径就是合理利用人工林速生材。杨树、杉树、桉树等均为我国主要的速生材树种[1],杨树因其适应性强、生长快、材质白等独特的优势已成为我国胶合板的原料树种之一。但由于杨树木材存在着易变形、易开裂、强度低等质量缺陷[2],基本只用于生产胶合板,而不能用于制材加工,严重制约了其利用范围。对杨木材性的研究表明,除生长应力之外,杨木含水率沿树干方向分布不均匀,干燥时低含水率部位首先水分蒸发到纤维饱和点,并开始干缩,在木材内形成干缩应力。而高含水率部位干燥到达纤维饱和点所需时间较长,这种应力形成的时间差最后造成干燥后的板面不平整,翘曲变形严重,一当板面受压时并发生破裂现象。
为了解决速生材杨木胶合板易翘曲变形、易开裂等问题,国内不少高校及科研院所进行了多方面的研究。如旋切单板的干燥技术(杨木厚单板连续热压干燥的工艺研究[3],杨木单板高温高湿干燥工艺研究[4],速生杨木快速优质干燥的新方法—连续式热压干燥的研究[5]等);旋切单板表面的化学改性处理(混合树脂液强化改性杨木单板的聚合工艺研究,纤维素—半纤维素酶处理对杨木单板表面胶合性能的影响研究[6]等);原木蒸煮温度对厚单板质量的影响[7]等。但重点放在对杨木原木旋切前的熏烟热处理技术的研究,在国内尚属空白。

图1 熏烟热处理窑示意图Figure 1 Sketch map showing the smoke heating treatment kiln
1 熏烟热处理技术
1.1 熏烟热处理技术的定义
熏烟热处理窑如图1所示,是由燃烧室和处理炉两部分组成[8]。除烟气吸入口和排烟口以外,处理炉是全封闭的。以废木材为主要燃料,在不完全燃烧的状况下产生大量燃烧气体(烟气),烟气中含有大量的热能和多种热分解生成物。熏烟热处理即指:在最低温度为80℃,最高温度为 200℃的炉内环境中,使带有树皮的原木材内温度上升至70 ~ 95℃,并保持一定的热处理时间。在这期间,木质素在水分的存在下开始热软化,材内水分移动,木材含水率降低,含水率分布均匀化,内应力减小,木材组织结构趋于稳定。
1.2 熏烟热处理材的定义
熏烟热处理材可以是原木,也可以是锯材。熏烟热处理后,原木含水率一般在40% ~ 60%,锯材的含水率一般在30% ~ 50%。熏烟热处理后的木材含水率不能低于木材纤维饱和点(30%左右),对原木进行熏烟热处理时,若一次性将木材平均含水率降至30%以下,不仅表面开裂增多,而且产生新的干缩应力,导致制材后易产生变形开裂。
1.3 熏烟热处理炉内的环境[8]
熏烟热处理炉与人工干燥窑的内部环境完全不同。人工干燥过程中的热介质仅为空气和水蒸气,炉内温度一般在95℃左右。而熏烟热处理炉内的热介质为混合烟气,除包含少量的空气和水蒸气外,还有多达40种以上成分的各种木材热分解生成物和微粒炭素,并伴随着一系列的热化学反应。由于这种混合烟气中的微粒炭素以及附着在炉内壁上的黑灰(微粒炭素和焦油成分等)的黑体辐射作用,使炉内温度可以快速上升到200℃以上。
1.4 斯特藩—玻尔兹曼定律[8]
斯特藩—玻尔兹曼定律指出了物体热辐射量与物体温度及其表面积的关系。假设熏烟热处理炉内的微粒炭素等不完全黑体的辐射率为完全黑体的80%,根据斯特藩—玻尔兹曼定律,内容积为200 m3(10 m×5 m×4 m),内表面积为220 m2的处理炉,在炉内温度达到200℃的情况下,炉壁表面的热辐射量可以达到54.6万kcal/h,相当于燃烧含水率50%的木材218 kg所放出的热量。熏烟热处理就是高度有效地利用了这部分黑体辐射热。
1.5 维恩位移定律[8]
维恩位移定律指出了物体热辐射量达到最大时的辐射线波长与物体温度的关系。根据维恩位移定律,物体温度为 207.8℃时,其热辐射线波长为 6μm,属于远红外线的范围,这一波长能够引起木材内部水分子的共振。与人工干燥窑相比,熏烟热处理炉内的温度可以快速升到200℃以上,烟气中的微粒炭素等大量辐射波长为6μ m的远红外线,直接作用于原木内部,引起水分子的共振,从而使材内温度迅速上升,大大增加了有效热处理(材内温度80℃以上)的时间。
1.6 热传导效率
尽管人工干燥使用水蒸气,但由于窑内的最高温度不超过 100℃,人工干燥窑内实际上不存在 100℃以上的高温水蒸气,热传导效率较低。熏烟热处理时炉内温度长时间在 100℃以上,最高可达200℃以上,并且烟气和水蒸气混合,实际上炉内处于一种常压高温水蒸气的状态,具有很高的热传导效率。由表1可知,微粒炭素的热传导率大约是空气的125倍、水的5倍以上。含有大量微粒炭素的烟气作为热传导介质,可以快速地加热被处理原木,使原木内部的温度快速上升。
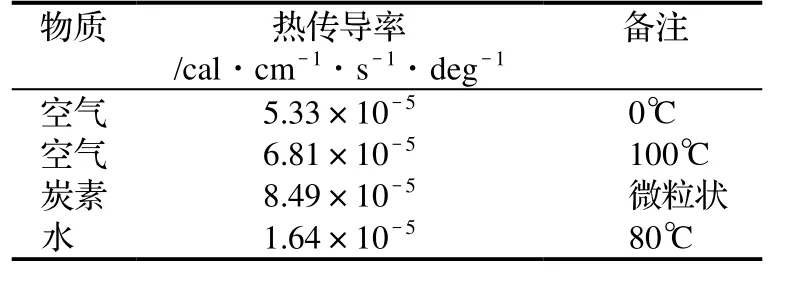
表1 物质的热传导率Table 1 Thermal conductivity of concerning matter
1.7 炉内温度与材内温度的起伏波动[8]
熏烟热处理保温过程中,材内温度最大波动可达2℃,炉内温度最大波动可达5℃。特别是在熏烟热处理的初期阶段,采取快速升温,尽可能在材内产生较大的温度波动。这种大幅度的温度波动与物理上的振动相似,可以带来很好的热振动效果。这种热振动不仅加快了热能向木材内的传导速度,而且还加快了木质素的热软化,减少内应力,降低含水率并使含水率的分布趋向均匀。
2 熏烟热处理木材材性的改善
2.1 木材含水率和收缩率降低,尺寸稳定性提高
木材在熏烟热处理之前,其含水率与收缩率有较为清晰的正相关关系。但经熏烟热处理后,含水率与收缩率之间的正相关关系消失,尺寸稳定性提高。日本京都大学野村隆哉在对马来西亚的油棕树干进行熏烟热处理时发现[11],尽管树干外皮层在熏烟热处理后的含水率平均仍在70% ~ 80%,最大达160%,但无论切线方向还是半径方向的收缩率都只有4%左右,并没有很大的差异,亦即通过熏烟热处理大大提高了油棕材的尺寸稳定性。关于熏烟热处理可使油棕材尺寸稳定性大幅提高,野村进行了大量的实验,对实验数据进行了全面的分析和阐述,提出了关于熏烟热处理可使油棕材尺寸稳定性提高的几点理论假说。在熏烟热处理过程中,油棕材的柔细胞内进行一系列的热化学反应,如架桥结合、缩聚和置换反应等,使柔细胞与维管束细胞间形成稳定的结构。与此同时,细胞壁的膨胀与收缩也随着亲水性羟基被疏水性基团的置换而减弱。

图2 熏烟热处理温度和时间的变化曲线Figure 2 The variation curve of temperature and duration of smoke heating treatment
2.2 木材内应力降低,变形开裂减少
熏烟热处理后的原木,生长应力显著减低,大大减小了木材的变形开裂,从而提高了制材时的出材率以及制材品的合格率。材内温度上升到80℃以上时,伴随着木质素的热软化,半纤维素开始分解,含水率分布也趋向均匀,从而使内应力降低[9~11]。为了更有效地减低内应力,要根据树种、原木直径大小、用途等设定熏烟热处理的温度和时间。如图2所示,通常在材内温度上升到80℃之后,至少需要连续处理30 h以上才能达到提高木材尺寸稳定性的效果[12]。和处理时间相比,对处理温度和木材含水率变化的控制更为关键。材温过低处理效果受限,过高则容易带来干缩开裂等不利后果,甚至引起木材自燃,造成炉内火灾。
2.3 切削性能提高,易于胶合和涂装
熏烟热处理木材的切削面非常光滑,从电子显微镜的照片可以清楚地观察到,经熏烟热处理后的木材细胞壁在切削加工后,细胞间层没有剥离起毛等现象,断面十分平滑[13]。另外,通过对接触角的测定也发现,熏烟热处理木材表面的接触角减小了2/3 ~ 3/4,对水、胶粘剂、涂料等液体的浸透性和润湿性大幅提高。易于胶合和涂装等加工。
2.4 物理力学性能提高
木材在经过适当条件的熏烟热处理后,其物理力学性能不会降低,甚至得到提高。日本宇都宫大学石栗等人通过对日本落叶松、冷杉的实验发现,经熏烟热处理后,纤维素非结晶领域的结晶化程度提高了12%,抗弯强度和弹性模量均提高了20%以上[14~15]。
2.5 材色变深变均匀
高含水率材在高温干燥时,由于半纤维素水解生成暗褐色物质而引起材色变深。在熏烟热处理时,同样随着半纤维素的分解,木材边材的明度降低,材色加深[16~17]。但如日本落叶松、柳杉、柏木,包括杨木等在最适工艺条件下进行熏烟热处理,处理后的材色略有加深,且颜色变得均匀。
2.6 耐久性提高
根据日本JIS标准进行的防腐、防蚁等试验结果表明,熏烟热处理木材与未经处理的木材相比较,其防腐、防蚁性能明显增强。特别是耐蚁性,无论是选择性耐蚁试验,还是强制性耐蚁试验,试验结果显示熏烟热处理木材的重量减少率均比未经处理材低10% ~ 30%[18]。
2.7 材内树脂排出
日本宇都宫大学石栗等人对日本落叶松和美国花旗松等木材进行熏烟热处理时,发现其材内所含精油、树脂等高粘度液态物质在热处理过程中渗出材外,这样十分有利于木材熏烟热处理后的加工和利用。
3 国外熏烟热处理技术的研究现状
熏烟热处理技术最早在日本被研究开发,现在不仅应用于竹材加工和竹炭的生产,还广泛应用于日本落叶松(Larix kaempferi)、日本冷杉(Abies firma)、油棕(Elaeis gunieensis)、柳杉(Cryptomeria fortunei)及柏木(Cupressus funebris)等木材加工领域。
日本落叶松是日本的主要木材资源之一,但由于其材质较差,含有的树脂会渗出材外等,故存在很多加工与利用上的难题。日本宇都宫大学石栗等人1997年对日本落叶松原木进行了熏烟热处理实验[19],在70 ~ 80℃的相同条件下,分别以50 h和70 h来处理两组落叶松原木。研究发现,熏烟热处理后的木材生长应力减小,材内含水率减低并且分布均匀,内含树脂质物质被固定。纤维素非结晶领域的结晶化度提高 12%,平衡含水率降低5%左右。
鉴于在日本落叶松树种方面取得的显著效果,石栗等人又对日本冷杉进行了相关研究[20],对日本冷杉进行熏烟热处理时,在材温达到80℃以上,连续处理约40 h后,其含水率下降近30%,边材颜色加深,化学组成也发生变化。纤维素、木素含量略有降低,但热水、有机溶剂及1%NaOH抽提物的含量大幅增加。平衡含水率降低了5%,抗弯强度和弹性模量均提高了20%以上。
油棕是马来西亚的主要经济作物,属于禾本科植物,和竹材一样具有维管束的构造。油棕在马来西亚被大面积种植,所产的植物性棕油占全世界植物油产量的20%,但大量的油棕树干一直没有得到很好的有效利用。京都大学野村等人对油棕树干进行了大量的熏烟热处理实验,研究发现油棕的化学组成与一般的针叶树和阔叶树相比,其纤维素和半纤维素含量较高,而木质素的含量较低。另外油棕树干的生材平均含水率在250%左右,树干中心部含水率可高达500%。对油棕板材进行人工干燥,其弯、翘、扭曲变形以及开裂现象都十分严重,出材率极低,无法通过制材后加工使用。但经熏烟热处理后,尺寸稳定性得到大幅度改善。
名古屋大学奥山和宇都宫大学安藤等人对日本柳杉原木进行了大量的熏烟热处理研究实验[21],研究表明,熏烟热处理对均衡材内含水率分布,缓和材内生长应力,减小收缩率,改善细胞腔的通透性,提高表面切削加工性能等方面都非常有效,经熏烟热处理后的柳杉板材尽管长度达到 5 m以上,但不翘曲不开裂,板面平整通直。
日本京都地区所产的“京竹炭”以扁平、通直、坚实、无裂纹而闻名,这种“京竹炭”的烧制工艺有别于传统的竹炭烧制方法,首先对原料竹片进行为期一周左右的熏烟热处理,然后再经堆放养生数周后再用来烧制竹炭。这种将熏烟热处理技术用在竹炭烧制前的预处理中,既能缩短水分蒸发时间,也能很好地预防竹材在应力和水分作用下发生变形与开裂,提高竹炭的得率。
日本全国各地分布有数十座木材熏烟热处理窑,主要用于日本柳杉和柏木等原木及制材品的熏烟热处理。日本柳杉大都属人工林速生材,生长快,单位面积的蓄积量高,是日本人工林的最主要树种。但日本柳杉具有多节疤、高含水率等缺陷,干燥时极易变形开裂,使其用途一直受到严重制约。随着熏烟热处理技术的推广应用,有效解决了日本柳杉的变形翘曲等问题。目前在日本,经熏烟热处理后的柳杉木材制品被广泛地应用于建筑、地板、内外装以及家具等行业,深受广大消费者的欢迎。
4 熏烟热处理技术在国内的研究现状
在国内的木材加工领域,熏烟热处理技术的研究和开发刚刚起步,仅在竹材加工领域有所应用。经过熏烟干燥后的竹秆表面附着烟灰(碳素微粒)和其他热解的化学组分,使竹子不易生霉,防虫耐朽。
浙江林学院张敏等人根据熏烟热处理技术在竹材、日本落叶松、柳杉、日本冷杉、柏木以及油棕材上的有效利用,制定了对杨木原木进行熏烟热处理的新工艺。使用经过熏烟热处理后的杨木旋切单板,其单板的开裂翘曲等缺陷大大减少,制造出来的杨木胶合板的性能也大幅改善[22]。除耐水性、耐湿性、尺寸稳定性显著提高外,抗弯强度和弹性模量、耐蚁性能均有所提高,其内胶合强度增加了20% ~ 95%。从而进一部说明了经熏烟热处理后的木材,易于切削,易于涂装,表面加工性得到了很大改善。
5 熏烟热处理技术在国内的发展应用前景
节能减排,建立低炭经济的发展模式已经成为时代的要求和潮流,以速生材代替天然林木材,以国产低质材代替进口高档材的木材加工利用技术的开发越显重要。我国有高达5 500万hm2以上的人工造林,其中大半是速生材,杨树、杉木、桉树等是实现可持续发展的重要木材资源。速生材的高度有效利用技术不仅事关中国木材工业的未来,也会对世界木材工业的发展起着举足轻重的影响作用。熏烟热处理技术将显著提高速生材木材的尺寸稳定性、切削加工性以及物理力学性能,从而从根本上解决速生材易变形开裂,不能用于制材的老大难问题,大大拓展速生材的新用途。
另外,熏烟热处理设备(主要是处理窑)具有投资小见效快的特点,使用木材加工剩余物作为燃料,非常适合于我国的大中小型木竹材加工及人造板企业。随着熏烟热处理技术在我国的深入研究与发展,一定会带来杨木等速生材利用领域革命性的进步,开启中国人工林速生材高度有效利用的新篇章。
[1] 吴盛富. 我国木材供需矛盾将日益突出[J]. 中国人造板,2005(5):14-16.
[2] 吴盛富. 我国杨木资源与胶合板工业的发展[J]. 中国人造板,2008(3):24-28.
[3] 顾炼百,李大纲,商庆清. 杨木厚单板连续热压干燥的研究[J]. 林产工业,2002,29(1):13-15.
[4] 董会军,顾炼百. 杨木单板高温高湿干燥工艺研究[J]. 人造板通讯,2005,12(7):10-13.
[5] 顾炼百,李大纲. 速生杨木单板快速优质干燥的新方法——连续式热压干燥的研究[J]. 林业科技开发,2000,14(1):16-20.
[6] 张洋,江华,袁少飞,等. 纤维素/半纤维素酶处理对杨木表面胶合性能的影响研究[J]. 林产工业,2008,35(1):24-26.
[7] 赵钟声,刘一星,井上雅文,等. 水蒸气前处理对杨木等5个树种木材压缩变形恢复率及力学性能影响的研究[J]. 国际木业,2003,33(5):16-20.
[8] 野村隆哉. 关 于オイルパー ム材の寸法稳定性の研究[J]. woodmic,2005,23(11):25-26,33-34,42,44-59.
[9] 奥山剛. 直接 熱 処理によるスギ 間 伐材の材 質 変化[J]. 木材工業,1990,45(2),63-67.
[10] Takamura N. Studies on hot pressing and drying process in the process in the production of fiberboard III. Softening of fibre components in hot pressing of fibre mat[J]. Mokuzai Gakkaishi,1968(14):75-79.
[11] Warren S, Thompson. Research On Smoke Heating Treatment[J]. For Prod J,1969,19(2):37-43.
[12] 藤本登留. [J]. 燻煙熱処理 の 温度 変 化[J]. 木材工業,1996,51(11),552-555.
[13] 野村隆哉. 木 材の直接熏煙 熱処理——スギを中心に[J]. 木材研究·资料,1995(31):42.
[14] 石栗太,安藤宝,横田信三,等. 直 接熱 処 理 によるカラマツ材の材 質 変化(Ⅰ)[J]. 木材工業,2000,55(7):306-309.
[15] 石栗太,安藤宝,横田信三,等. 直 接 熱 処理 によるカラマツ材の材 質 変化(Ⅱ)[J]. 木材工業,2001,60(4):164-169.
[16] 齐藤,周逸. 熱処理による日本カ ラ マツ材の材質 変化の研究[J]. 木材工業,1999,54(10),467-472.
[17] 石栗太. 直 接 熱 処 理 した日本カラマツ材とスギの材質 変化[J]. J Soc Mat Sci,2001,50(12):1 357-1 363.
[18] 土居修一. 木材热处理后对白蚁摄食活动的刺激[J]. 木 材工 業 ,1997,52(12):626-627.
[19] 石栗太. 熏 煙 熱処 理 スギ及びモミ丸太から製 材した2×4材の曲げ性能[D]. 東京:東京工業大学,2003.
[20] Futoshi Ishiguri. Effect of Smoke Heating on Moisture Content, Surface Checking, and Dynamic Young’s Modulus of Sugi Boxed Heart Timber[J]. Mokuzai Gakkaishi,2001,47(4):350-357.
[21] Takashi Okuyama. Reduction of Residual Stresses in Logs by Direct Heating Method[J]. Mokuzai Gakkaishi. 1987,33(11):837-843.
[22] 刘丽丽,张敏,川井秀一. 熏烟热处理技术对杨木胶合板性能的提高[A]. 刘丽丽. 第19届日本MRS学术大会研究发表要旨集[C].横滨,2009.
