气动测力量具的设计与应用
2010-05-07魏晓丽
魏晓丽
(沈阳黎明航发集团公司转包与民机事业部,辽宁 沈阳 110000)
1 引言
转包某产品发动机整流罩在圆周方向装配完44个径向丝套后需要检测安装丝套时所用的力矩是否满足设计要求,原测力量具结构为弹簧测力,测力机构设计制造后较为笨重,且精度不高,操作复杂,弹簧测力量具检测周期短至少每周检测一次,且弹簧在测具上无法实现校验其自身的检测力矩,需取下弹簧单独进行检测,每次检测费用为1万元,无法满足现场零件的批生产使用[1]-[3]。
为了满足现场零件的批生产需要,解决此类零件检测费用高、效率低等问题,就必须考虑改进该测力量具的结构,想办法提高检测质量和效率,降低检测成本。
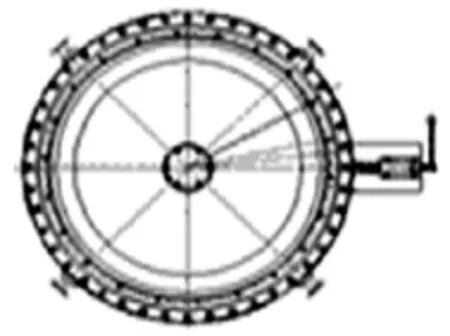
图1 弹簧测力的测力量具
2 技术解决方案
通过反复研究和对普通测力量具结构的分析,决定采用气压结构,并且充分利用生产现场的压缩空气,通过设计、制造、组装成一套气动测力量具。仅利用汽缸、气阀、压力表等元器件,通过气压、力矩转换,实现力矩测量[4]-[5]。
采用这种方式检测,只要定期送检压力表即可,从而解决了该零件检测费用高、效率低等问题,提高了检测零件的质量和效率,降低了检测成本。
3 具体实施内容
该结构主要包括二联件、气缸、气阀(手动阀)、压力表四部分。
3.1 二联件:由过滤减压阀、油雾器组合而成。过滤器可除去压缩空气中的尘土、污垢、锈及凝结的液体物质,减压阀可将出口压力调至所设定的工作压力,并使工作压力趋于平稳,当工作压力高于调定压力时,溢流排气系统会使工作压力趋于稳定;油雾器可将润滑油雾化,进入气动系统,使控制元件和执行元件得以润滑。
3.2 气缸:根据工作机构所需力的大小来确定活塞杆上的推力和拉力,由此来选择气缸时应使气缸的输出力稍有余量。若缸径选校了,输出力不够,气缸不能正常工作;但缸径过大,不仅使设备笨重,成本高,同时耗气量增大,造成能源浪费,在设计时,采用的是增力机构,以减小气缸的尺寸。气缸的行程与使用场合和机构的行程比有关,不同的安装形式其气缸的行程比不同。活塞运动速度与气源压力、负载、摩擦力、进排气管接头通径等有密切关系。其中,以排气速度影响最大。如果要求活塞杆高速运动时,应选用内径较大的进、排气口及导管。
3.3 气阀:采用的是手动转阀,它的优点是:体积小、重量轻、操作力小,由于采用了精密陶瓷阀芯,大大降低了泄漏量,性能更加可靠。
3.4 压力表:控制气缸进出口压力值。
3.5 钢球:保证气源通过气缸平稳传递到零件上。
3.6 百分表:显示从气缸出来的气的压力对零件产生的位移大小。
3.7 螺杆:起到气缸与零件之间产生压力的桥梁作用。
工作原理是将零件设计图纸要求的100磅力经计算转化,即:
100 磅=100LBS=45.3597千克力;
1千克力=1×9.8N/Kg=9.8N;
100LBS=980LBS=9.8×45.3597=444.52506 N;
压力 P=F(力)/S(面积)=444.52506/πr2
=444.52506/3.14×(20×10-3)2
=0.35×106Pa=0.35MPa;
注:其中S(面积)为作用在转力杆上的面积。
将二联件的进口端与现场气源出气口连接,且连接一压力表控制进气多少,出口与手动阀的进气口连接,手动阀的出气口接在气缸的进气口上,二者间连接一块压力表,通过接在气缸进口端一可以进行调压的表来控制气缸出口的压力表指示0.35MPa的,当风压开通手动阀关闭时,气缸出口端压力表指示为0.35MPa,当手动阀开动到最大出口端压力表指示为0MPa,同时靠螺杆拧到零件丝套上,通过钢球与气缸紧密连接,当通过气缸的压力作用到零件螺杆上时,靠压在螺杆上的百分表的指示,来证明丝套是否安装牢固,即是否能承受0.35 MPa的力,若百分表指示在0.01-0.05mm内变化即为合格的[6]-[10]。
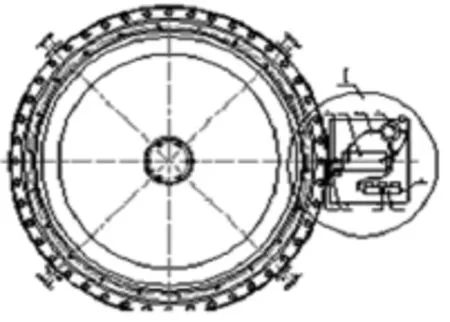
图2 气压结构的测力测具
改进前测具效果图(该测具已报废)(见图3):

图3
改进后的限力测距(见图4):
4 有益效果
通过该种气动测力量具的使用,使零件最终满足了设计图纸和相关文件的技术要求,且可以极大的节约检测成本:原测具采用的是弹簧测力,仅弹簧检测费用10000/周,一年按5周计算,需花费520000元,而现测具只需检两块压力表每年只需检一次,需花费100元。因此,每年节约送检的检测费用为519900元。另外,由于操作简单,精度较高,大大提高了工作效率。
该气动测力量具的使用为国内首创,这种测量方法的现场应用,不但实现了检测的目的而且还降低了检测成本,节约了整体加工时间提高了工作效率。它的成功使用可以直接推广应用到军品工装设计创新思路领域中,如果能在军品零件的工装设计领域中广泛推广应用那么将大大提高军品零件检测的质量和效率[11]

图4
[1]《航空制造工程手册》总编委会.航空制造工程手册·金属材料切削加工.北京:航空工业出版社,1994:1-44.
[2]《中国航空材料手册》编辑委员会.中国航空材料手册·第1卷 结构钢、不锈钢.北京:中国标准出版社,2002:38-50.
[3]《中国航空材料手册》编辑委员会.中国航空材料手册·第4卷 钛合金、铜合金.北京:中国标准出版社,2002:74-83,147-172.
[4]Merchant,M.E.Delphi-Type Forecast of th Future of Production Eng-ineering,Annals o the CIRP,1971:20.
[5]Shaw,M.C.Metal Cutting Principles,Claren don Press,Oxford,1984.
[6]Komanduri,R.Some Classifications on th Mechanics of Chip Fo-rmation When Machin ing Titanium Alloys,Wear,1982:76.
[7]Turkovich,B.F.Dislocatiopn Theory of Shea Stress,Strain Rate inMetal Cutting,《Advance in Machine Tool Design and Research》,1967.
[8]Welding VTW titanium alloy with an im mersed electrade on untreated edges,B.I.Dolotov:V.I.Mur av′ev,1998.
[9]徐灏.机械工程设计手册·第3卷.北京:机械工业出版社,1991:33-89.
[10]气动液压手册 机械工业出版社,1998.
[11]李煜 最新气动元件产品及气动自动化系统优化设计选用、故障排除实用手册.机械工业出版社,2000.
