绝对值编码器在气烧窑单斗提升机中的应用
2010-05-04陈永文黄智坚
陈永文 黄智坚
一、概述
韶钢集团有限公司焙烧厂使用的气烧石灰竖窑单斗提升机由斜桥、料车和卷扬机组成,负责将石灰石提升到窑顶并倒入窑内。要确保单斗提升机稳定运行、倒料干净,必须准确控制料车在斜桥顶部位置,目前控制料车行程的主令控制器机械触点易老化以及内部元件松动,时常出现翻斗、冲顶的恶性事故,增加检修工作量,造成窑休风,影响石灰生产。
在主令控制器基础上,采用编码器对单斗提升机进行二次保护。编码器检测卷扬机卷筒轴的角位移,反映料车在斜桥的位置。在控制单斗提升机上升的接触器梯形图程序串联1个比较指令,比较编码器即时码值和设定的高位极限值。一旦主令控制器失灵,编码器即时值大于设定高位极限值时,比较指令输出结果为0,梯形图中控制接触器的线圈输出为0,断开卷扬机电机上升接触器,卷扬机立即停机,避免料车走过极限位置造成冲顶翻斗事故。
二、编码器选型和安装
1.选型
光电式绝对值编码器是数字传感器,精度高、灵敏性好,便于连接PLC系统,其连续码值可直接反映物体实时位置。单斗提升机的料车从斜桥底到顶部,主卷扬机要运行约15圈,因此首先考虑多圈绝对值编码器才能反映料车在斜桥上不同位置(多圈编码器可将较长距离等分为较小的测量步),最终选用德国倍加福PVM58-AGROBN-1213型多圈绝对值编码器。
2.固定
(1)机械安装。使用专门的弹簧式联轴器联接主卷扬机卷筒轴和编码器,编码器通过检测卷筒轴旋转圈数进行精确定位。

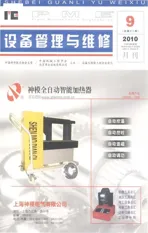
(2)电气连接(图1)。编码器端子说明见表1。①编码器通过总线连接在PLC的DP输入口。DP电缆从PG9电缆管进,总线的A(绿),B(红)分别连接在编码器DP口的两个输入端子上。对于中间的编码器,DP电缆从1个PG9电缆管进,然后从另1条PG9电缆管导出。②为避免干扰,DC+24V供电电源最好不要由PLC的CPU电源供电。③通过可拆取端子接线盒中的DIP开关进行编址,用DIP开关固定地址和总线终端电阻。用DIP开关设定地址应与PCS7硬件组态中从站地址一致。若是最后1个编码器,要将终端电阻接入,否则无法实现传输。④DP电缆屏蔽必须接到PG9的螺丝。
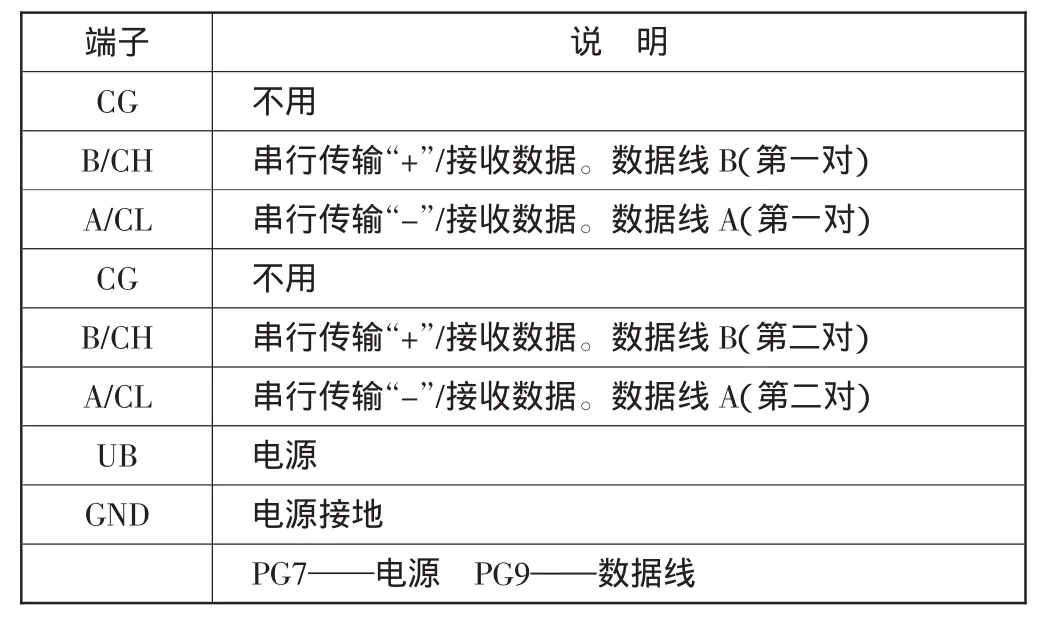
表1 编码器端子说明
3.调试
(1)料车在斜桥底部是基准参考点,停机时,对编码器清零。更换编码器或因其他故障造成编码器读数错误时,均要在该位置清零。
(2)硬件组态时,选好编码器对应的工作方式及站号后,存储编译,下载至PLC。
(3)不能带电插拔编码器主体(编码器前端)和接线部分(编码器后端),否则将损坏编码器,并且影响整个DP网通信。
三、编码器在控制系统的组态
1.控制系统
气烧窑自动控制系统采用西门子S7-400PLC CPU414-3 DP作为控制主站,用于整个气烧窑工艺及设备控制。AS414-3 DP主控制器通过标准化的PROFIBUS-DP现场总线连接扩展机架中的通信模块IM153和独立的智能从站,形成完整的集成分布式控制系统。根据控制设备数量和实际控制需要,气烧窑自动控制系统的控制主站与现场设备采用两条PROFIBUS总线连接。编码器作为从站,PLC作为主站,两者之间通过PROFIBUS(1)总线进行数据传递(图2)。气烧窑控制系统采用西门子PCS7控制系统,因此要增加编码器从站还需在PCS7上对相应从站进行硬件组态和软件组态。
2.硬件组态
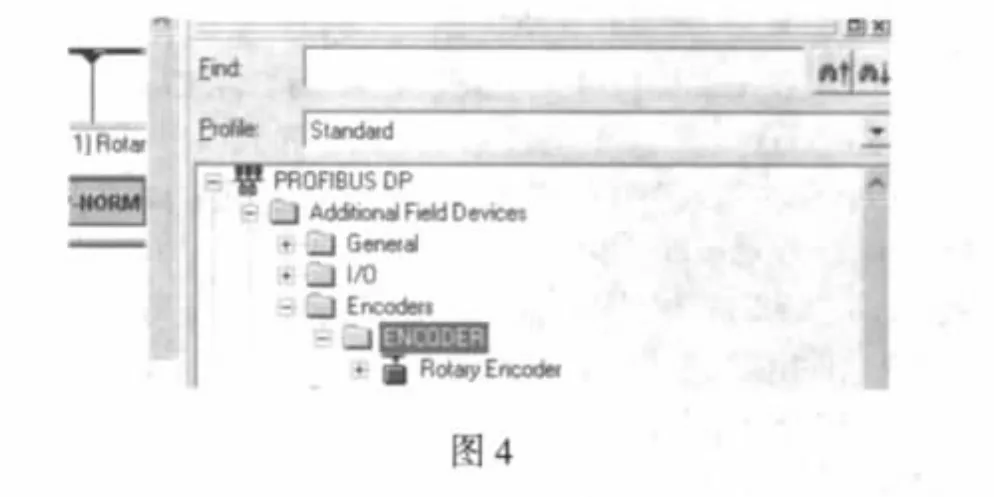

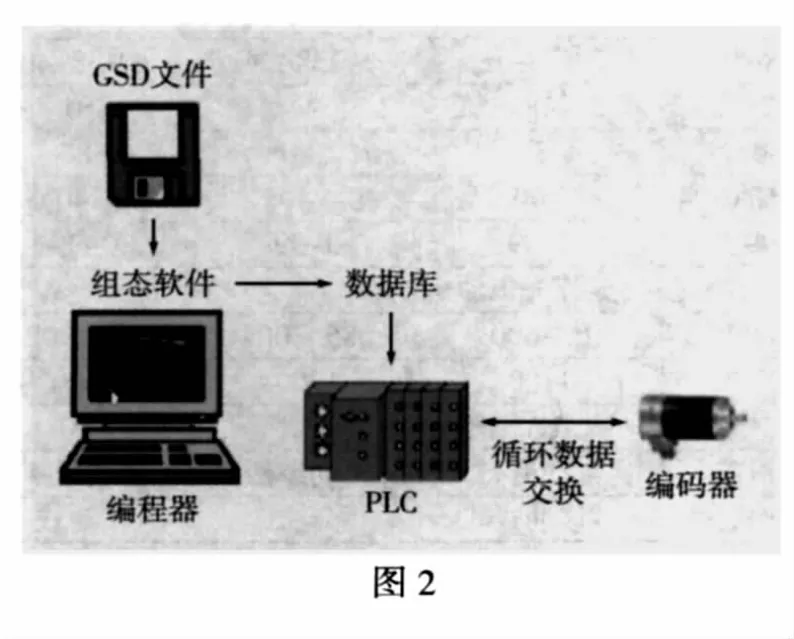
(1)安装编码器的GSD文件。PCS7系统支持不属于西门子公司但能提供符合其规范的GSD硬件识别驱动的硬件设备。该编码器不属于西门子公司,因此必须先安装GSD文件,组态时才能在硬件目录下找到该设备。应用倍加福公司提供的免费驱动支持或在网站下载驱动文件,得到P+F ENCODER GSD文件后,打开工程项目下SIMATIC 400 STATION的Hardware,进入HW Congfig组态管理器,显示硬件图(图3)。在HW Config组态管理器option下拉菜单中选择“Install GSD File”,安装正确的GSD文件。此后即可在PCS7的HW config下找到已经安装驱动的硬件模块(图4)。

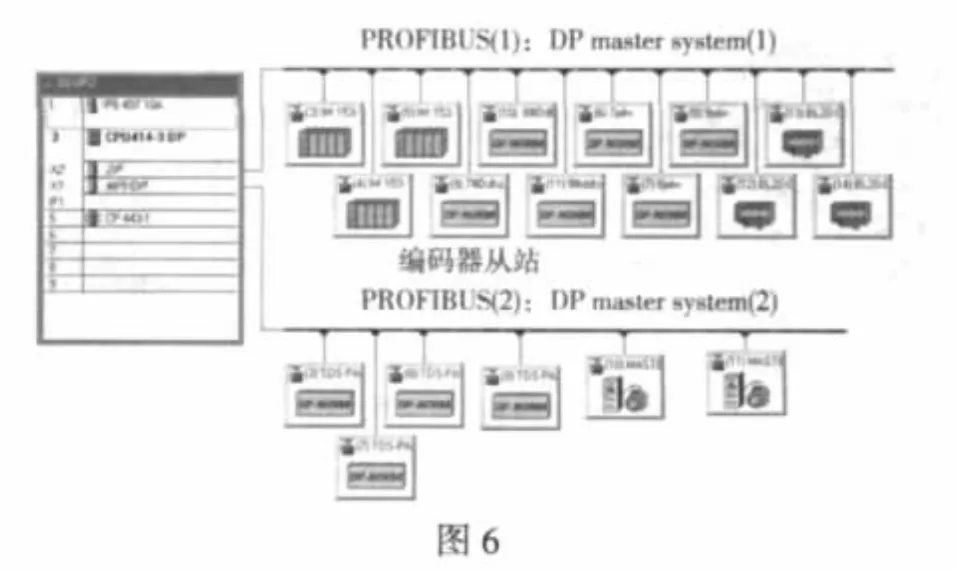
(2)在Profibus(1)总线增加编码器从站。在Hardware catalog的选单中选取Profibus下Encoders的rotary encoder拖入图3的“Profibus(1):DP master system(1)”中,出现对话框(图5),其总线地址设定选择为系统默认,确定后即成功插入倍加福旋转编码器模块(图6)。
3.软件组态
在气烧窑PCS7控制系统中,按照模块化编程思路,将控制单斗提升机上升的程序定义为FC213,在CPU中的循环程序,通过OB1调用FC213控制单斗提升机。所有提升机的变量分别建立在相应的数据块中,I/O在符号表说明。在FC213功能块程序中插入CMP<=D指令,实现编码器的保护,将单斗实际位置的双精度整数码值与设定的高位极限进行比较,IN2≥IN1时,CMP<=D有输出,单斗提升机正常运行,反之,编码器起保护作用,单斗提升机运行停止。图7是插入CMP<=D指令后某台单斗提升机上行主程序梯形图,各变量说明见表2。
采用光电式绝对值编码器对气烧窑单斗提升机保护后,提升机运行安全性和稳定性提高,再未出现翻斗事故。
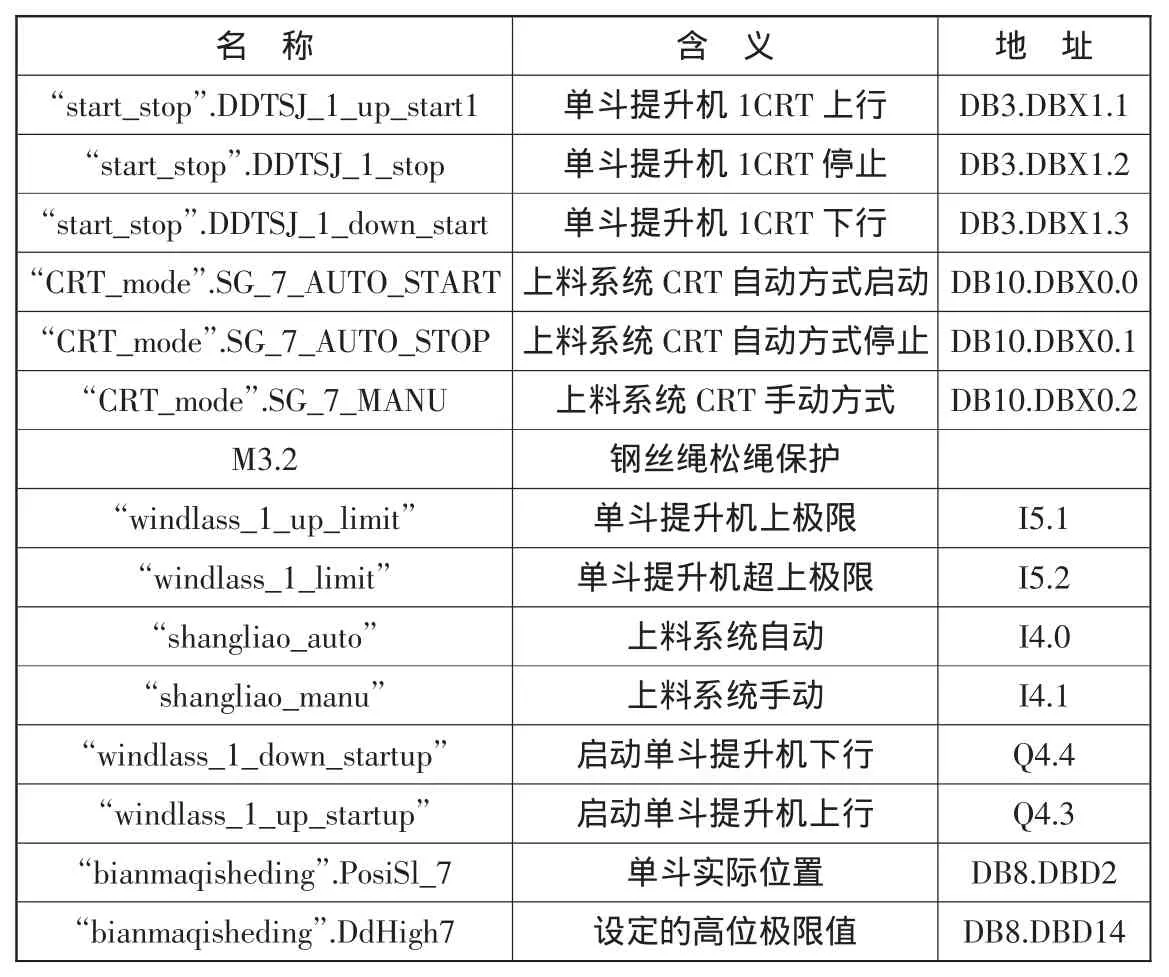
表2 梯形图程序变量说明