直接纺超细纤维的冷却技术及冷却稳定性控制
2010-04-05田颖,王成
田 颖,王 成
(1.浙江远东新聚酯有限公司,浙江 绍兴 312072;2.星域控制机电设备(上海)有限公司,上海 201108)
直接纺超细纤维的冷却技术及冷却稳定性控制
田 颖1,王 成2
(1.浙江远东新聚酯有限公司,浙江 绍兴 312072;2.星域控制机电设备(上海)有限公司,上海 201108)
论文描述了目前适用于直接纺超细纤维生产的几种新的冷却技术,介绍了现场保证冷却稳定性的几个控制手段。
熔体直纺;超细纤维;冷却方式;环吹风
单丝线密度在0.11~0.55 dtex的纤维,通常被称为超细纤维。超细纤维由于线密度极低,大大降低了丝的刚度,增大了比表面积和毛细效应。超细纤维所具有的柔软的手感、柔和的光泽以及高吸水、吸油性和高保温性等方面的优势,满足了人们追求舒适、高档、自然的服饰要求,是常规涤纶长丝所无法媲美的,因此其应用领域十分广泛。
一般超细纤维的生产方式有复合纺丝法、共混纺丝法和直接纺丝法。直接纺丝法是在纺丝过程中使用单一原料直接利用熔体纺丝或溶液纺丝工艺制造超细纤维的生产技术。相对于前两者,直接纺丝法从生产到使用的生产流程短、环境污染少,其生产经济性体现在下列几个方面:
a)省却了熔体造粒和再干燥、熔融过程,并为连续性的熔体供料提升了纤维质量的均匀性;
b)采用单组分原料节约了纺丝设备投资和运行成本,并省却了织造前处理的开纤、碱减量等复杂工艺和环境污染;
c)经过试验,单组分超细纤维的机织物有较好的耐水洗色牢度。如表1所示。

表1 直接纺超细纤维织物的耐水洗色牢度
涤纶熔体直纺单组分超细纤维由于其优越的应用性能和经济的运行性能而成为合成纤维工业备受瞩目的“核心竞争商品”。目前直接纺生产超细纤维的技术难度较大,关键有3点,即保证纺丝可纺性技术、纺丝过程中的冷却技术以及减少、消除纤维断头与毛丝措施。
单组分直接纺超细纤维基本上是多孔的,一束丝的根数较多(一般≥144根),因此纤维细度数量级上的变化带来了纺丝生产技术上的本质性变化,催生了冷却方式均匀化的最新技术。
笔者主要就直接纺超细纤维的冷却技术进行探讨。
1 直接纺超细纤维的最新冷却技术
长丝常规的冷却方式采用侧吹风工艺。侧吹风装置结构简单,通常采用蜂窝板加筛网的措施对进入冷却室中的气流进行整流,操作方便,对于根数少的长丝原丝而言,因为在丝条固化过程中散逸的热量少,丝条很容易达到均匀冷却,侧吹风装置是一个最佳的选择。
而直接纺超细纤维的单丝直径一般不大于6 μm,比表面积大,在初生丝固化过程中极易散热,由于单丝根数多,导致靠近侧吹风窗的丝条先冷却。虽然人们通过增加蜂窝板的厚板、采用多孔多层筛网的办法改善整流系统,但气体的完全层流化尚不能实现,从分散小孔中出来的空气流仍为不稳定的湍流气体,导致丝条之间取向度和结晶度的不同,产生大量的毛丝和断头,条干均匀度下降,染色性能变差,纺丝生产难以进行。
人们针对超细纤维生产中冷却风速均匀性和稳定性问题开发了下列几种新型冷却方式:
1.1 风筒自吸风冷却方式
把一个多孔管通过适当的密封方式安装在热箱或纺丝箱体上,从喷丝板开始,初生丝在卷绕和冷却同步的方向上运行,在丝的加速度运行点的面上,丝束对空气自由抽吸,均匀地充满丝的界面层。在离开冷却管后,丝束中的湍流空气导致强烈的冷却作用。
这种完全新型的丝的冷却装置已见使用,在卷绕速度达8 000 m/min制造POY丝的过程中成功地应用了这种装置,试验证明纺速3 000 m/min时,单丝旦数越小的纤维,这种冷却方式效果越好。采用这种冷却方式生产的超细纤维密度和双折射较大,其特征值见表2。

表2 风筒自吸风冷却方式细旦丝特征值
风筒自吸风冷却方式可以在现有工业化装置上改造实现。由于这种冷却方式主要靠自吸风,所以大大节约能耗。
1.2 层流器+反射板冷却方式
在侧吹风的外部加装一套8~9层间距为2~5 cm隔板的整流器,这种层流器可大大改进侧吹风的喘流程度;同时在丝束的外侧加装一个半圆形的反射板,使侧吹出来的气流通过反射板再反射到丝束,减少丝束内外层的冷却差异。
这种冷却方式也可在现有装置上改进加装,具有投资少、见效快的特点。但它主要对0.44 dtex/f~0.55 dtex/f的细丝效果显著;同时反射板的应用技术含量较高,对现场操作有一定要求。
层流器和反射板冷却方式亦可根据超细纤维品种单独使用或组合使用。
1.3 环吹冷却方式
与上述冷却方式不同,环吹冷却方式是把传统短纤维环吹冷却方式优化移植过来。与侧吹风相比,环吹方式有能量消耗低,用风量是侧吹方式30~40%的低碳优势。以巴马格卷绕机、纺丝速度2 600 m/min为例,实测环吹风量是侧吹风量的53%。
环吹冷却方式一般分为内环吹和外环吹两种方式:
a)内环吹
冷却风管处于丝束的中心,气流流动方向由内而外,气流之间的干扰和有限,可以使丝条在均匀稳定的条件下快速冷却,而且可以比普通侧吹风系统节省70%以上冷却风。
这种冷却方式的优点是气流穿透力强,在相对较小的喷丝板上可均匀冷却孔数较多的超细长丝。但对内环吹装置的整流效果要求特别高。
b)外环吹
吹风装置位于丝束的外部,冷风由丝束外侧周向内均匀地吹向环状排布的丝束中心。环吹风筒由烧结金属和多层金属网滤芯组成。由于出风面与丝束距离很近,冷却不需要穿过多根纤维,因此在合适的风速下,可获得稳定的气流场。
由于超细纤维单丝直径小,丝条冷却快,所以冷却风筒70~90 mm即满足要求。
有设计人员考虑到外环吹冷却方式中央风束较低,喷丝板的布孔最好不超过5圈。
c)双排外环吹
双排外环吹是外环吹的一种新的应用方式,是为“双胞胎”组件开发的一种冷却方式,丝束冷却能力是同面积喷丝板的两倍。
2 冷却稳定性控制
纺丝过程中,从喷丝板微孔中喷出的熔体细流在冷却成型装置中用吹风方式强制冷却,在短时间内固化成丝条。丝条的固化是一个复杂的过程,冷却方式、冷却条件的选择起着至关重要的作用。上述冷却方式各有利弊,目前超细旦纤维生产选择外环吹方式较多。
冷却方式选择后,冷却工艺应根据不同规格的品种进行调试确定,此后,保证冷却条件的稳定成为制造超细纤维的关键因素。
笔者根据生产经验,在下列工序强化冷却稳定性的控制:
a)减少野风
对现场环境进行了改造,使纺丝楼层间气流进一步分布合理,减少野风。纺丝间和卷绕间的压差保持正值,以避免卷绕间气流上升对纺丝间的影响。
b)稳定出口风压
笔者在制备55 dtex/144 f超细纤维时跟踪发现空调出风口压力波动在±10 Pa时,纤维的条干U值波动0.3%左右,对超细纤维的质量稳定性影响很大。将出口风压控制在±5 Pa波动范围,提高空调过滤等级,提升空调风压设定值为800 Pa,以缩短超细纤维生产期间的风道滤袋切换周期。
c)加强风速测试
对生产纺位进行编号,每天规律性地间隔测试风速,并用行灯照射正在运行的丝束,通过丝束的反光点行成的弧面判断吹风的均匀性。
d)跟踪纤维条干
由于冷却均匀性主要影响超细纤维的条干,而条干均匀性又直接影响织物的染色均匀性。因此,笔者把批量纤维的条干均匀性作为衡量冷却均匀性的一个重要工艺关注点进行控制。
笔者所在工厂在生产260 D/288 f POY、150 D/288 f DTY等超细纤维时,采用内环吹冷却方式,通过风压、风温和风湿对冷却工艺进行调节,在选择了风压4O Pa,风温(25±1.0)℃,风湿(8O±5)%的冷却条件时,采取上述一系列控制手段保证冷却稳定性后,生产稳定,运行良好。与传统的侧吹风冷却方式相比,纤维的物理性能、染色性能均见明显提升,见表3、表4。

表3 260 D/288 f POY物理指标对比
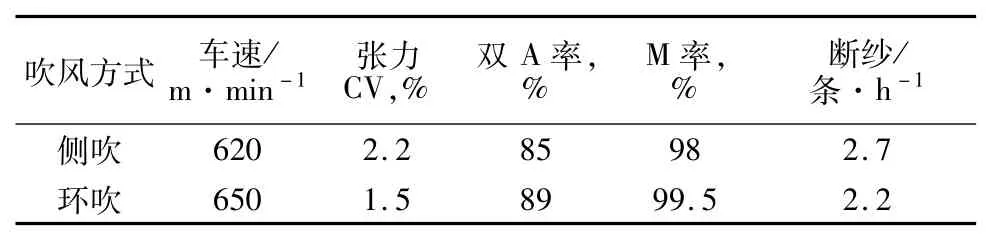
表4 150 D/288 f DTY生产情况对比
3 结 语
直接纺超细纤维的生产中,选择合适的冷却方式非常重要。冷却工艺应根据不同的规格、品种精确调试,还需要通过有效的手段保证冷却工艺的稳定才能保证生产的顺利进行、纤维品质的稳定。
1 W Peschke等.采用新自吸冷却装置纺微细旦丝[J].广西化纤通讯,1998(1~2):47~51
2 王辉.化纤长丝设备中丝束环吹风冷却理论探索与应用[J].纺织机械,2008(3):44~49
3 沈玮.合成纤维成套设备技术改造和产品升级[J].纺织机械,2009(5):13~17
Blowing technologies and cooling stability control of microfiber by direct Spinning
Tian Yin1,Wang Cheng2
(1.Zhejiang Yuandong new polyester Co.,Ltd.,Shaoxing Zhejing 312072,China;2.Star controls engineering service centre Co.,Ltd.,Shanghai 201108,China)
This paper describes the latest blowing technologies used especially for microfiber by direct Spinning and introduces some controlling ways of Cooling stability in factory.
microfiber;direct spinning;cooling stability;blowing technologies
TQ340.64、TQ342.93
:B
:1006-334X(2010)04-0050-03
2010-06-11
田颖(1974-),河南商丘人,工程师,从事涤纶POY、FDY生产技术管理工作。