化纤高速纺丝机可移动试验位的研制
2010-04-05任学标
任学标
(仪化经纬化纤有限公司,江苏 仪征 211900)
设备改造
化纤高速纺丝机可移动试验位的研制
任学标
(仪化经纬化纤有限公司,江苏 仪征 211900)
由于前纺原有POY、FDY生产线1台变频器控制6个位卷绕头不利于新品开发,通过移动试验位的研制,将卷绕头6位一起的“集中”调速改为可对生产线任何位卷绕头进行单独控制,控制柜可移动,其中包含3台变频器实现对摩擦辊、槽辊、卡盘3台电机的调速,1台PLC实现逻辑控制功能。控制柜改造后,不改变工艺,保留原来的操作习惯,从而为单品种、小批量新品开发生产提供了可能。通过近3年的投入运行,为公司开发出了多个纤维产品,经济效益十分显著。
移动试验位;卷绕头;变频器;PLC
仪化经纬化纤有限公司主要从事涤纶长丝开发、生产、加工和销售。前纺共有13条生产线,4条FDY生产线,9条POY生产线,公司凭借内外资源优势,一直致力于研究开发新品,目前已开发生产出可染细旦丙纶、PBT纤维、HOY系列产品、涤纶直接染色松筒纱、高纤度DTY产品、吸湿排汗等纤维产品。前纺POY、FDY纺丝生产线为德国巴马格(Barmag)公司产品,其电气调速系统采用西门子SIMOVET-V变频器集中控制,每条生产线的传动由4台变频器完成,另2台变频器驱动计量泵电机及油剂泵电机。POY每条生产线共有12个位(为德国巴马格(Barmag)公司SW46卷绕头),每个位含1个摩擦辊电机(2.0 kW)、1个槽辊电机(0.9 kW)、1个卡盘电机(0.6 kW)。
1 存在问题
目前采用的是6个位使用1台变频器驱动,由1台PLC可编程控制器和相关控制部件进行联锁控制。每个卷绕头单独启动,由于摩擦辊及槽辊的机械惯性较大,各自需要1台“启动”变频器启动,当“启动”变频器的输出频率等于“运行”变频器的输出频率时,该卷绕头的2台电机即切换到由“运行”变频器驱动同步后切换控制变频器,不利于进行产品开发、研究。如果由“集中”调速改为“分散”控制,即每个位(卷绕头)采用3台变频器分别驱动摩擦辊、槽辊和卡盘电机,这样每个位都可单独控制,相互之间没有电控方面的联系,避免原来变频器中任何一台变频器故障而造成全线停机,就可便于新产品的开发研制及小批量多品种的生产。
2 研制方案
2.1 研制思路
制作1台可移动式试验位控制柜,每台控制柜包含3台变频器,实现3台电机的调速,1个PLC实现逻辑控制功能,控制柜改造后,不改变工艺操作步骤,保留原来的操作习惯,原来各个位之间的联锁取消,变为独立操作,系统操作将更方便。
2.2 控制原理
如图1所示,目前1个试验位的控制部分有以下5部分组成:气动柜、电源柜、电气控制柜和卷绕头端子盒及其操作面板。按功能可分成:电源配置、压力检测、信号(通讯)、频率监测、控制电压联锁、卷绕头的电源和控制、纱线行程控制和PLC控制共8个部分。研制改造的目标是要保持气动柜、卷绕头端子盒及其操作面板固定不变,把电源柜和电气控制柜改造成可以移动的,保持控制功能不变。
针对各功能的分布情况,所要做的就是把电源柜里的主电源、控制电源、压力监测、频率监测和电气控制柜里的卷绕头电源控制及纱线行程控制中的部分纱线监测功能移出来组装到一个可以移动的控制柜里。卷绕头的起停包含了摩擦辊、槽辊和卡盘的控制。现场启动信号进入PLC后,首先启动摩擦辊和槽辊,当摩擦辊和槽辊频率达到给定值后,启动卡盘;当卡盘电机转速达到给定值后,卡盘变频器下面接触器断开,同时卷绕头升降电磁阀得电,使卡盘靠上摩擦辊,摩擦辊带动卡盘运行。原有电机内埋热电阻继电器保留,信号进入PLC作为保护信号。原断丝检测器信号和润滑阀检测信号进入PLC参与联锁。停卷绕头时停摩擦辊和槽辊,卷绕头升降电磁阀失电。卡盘的频率到达值由PLC摩擦辊的给定值经计算后送给卡盘变频器。
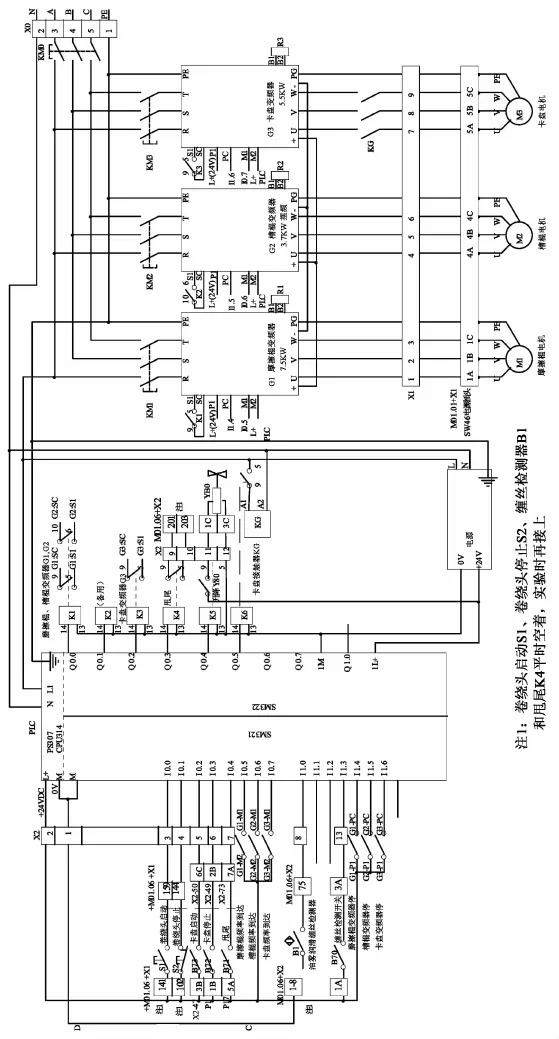
图1 移动试验位改造方案
2.3 设备选型
2.3.1 变频器
选用安川F7系列。其理由是:它属于应用广泛的新式节能型电流矢量控制变频器。它能够适应各种各样的要求,浓缩616G5和616P5的优良性能,适用各种负载(恒转矩、变转矩),3种控制方式:开环V/F控制、闭环V/F控制、开环矢量控制,同时还具有纺织系统所需要的摆频控制功能。由于摩擦辊及槽辊的机械惯性较大,启动电流大,特别是卡盘电机的启动电流最大,所选变频器的容量应留有相应的余量,具体如下:
摩擦辊变频器,CIMR-F7B47P5(13 kVA,7.5 kW);
槽辊变频器(摆频),CIMR-F7B43P7(5.8 kVA,3.7 kW);
卡盘变频器,CIMR-F7B45P5(9.5 kVA,5.5 kW)。
2.3.2 直流制动单元的选配
制动单元和制动电阻,工程上可按下式计算附加制动电阻的阻值:

式中,R—制动电阻Ω;
Uc—直流回路电压;
TB—制动转矩;
Te—电机的额定转矩;
n—开始制动时的速度。
从式中可以得出,当制动转矩TB<0.2 Te时,即制动转矩小于额定转矩20%以下时,无需设置制动电阻,也就是不需考虑制动方案,由电机内部的有功损耗作用下可以将中间直流回路电压限制在过电压保护动作值以下。
式中的制动转矩TB可按下式计算:
TB=[(GD2M+GD2L)(n1-n2)/375ts]TL
式中,GD2M—电机的GD2,由电机特性查得/N ·m;
GD2L—负载拆算到电机轴上的GD2/N;
TL—负载转矩/N·m;
n1—减速开始时的速度/r·min-1;
n2-减速完了时的速度/r·min-1;
ts-减速时间/s。
由于安川变频器本身具有强有力的制动功能:18.5 kW以下的全部机种都具有制动功能,只需连接上制动单元,就能够实现强有力的制动功能。由于摩擦辊和槽辊电机在运行中产生较大的回馈电流,所以要增加散热的制动电阻,可以选用安川制动电阻LKEB-47P5和LKEB-47P7各1套。
2.3.3 PLC
选用西门子的S7-300系列,其选用理由是:易于操作、编程、维护和服务。
2.3.4 PLC控制程序
根据原理图和地址分配表编制,笔者略去。
2.3.5 PLC输入输出点地址分配表
如表1所示。
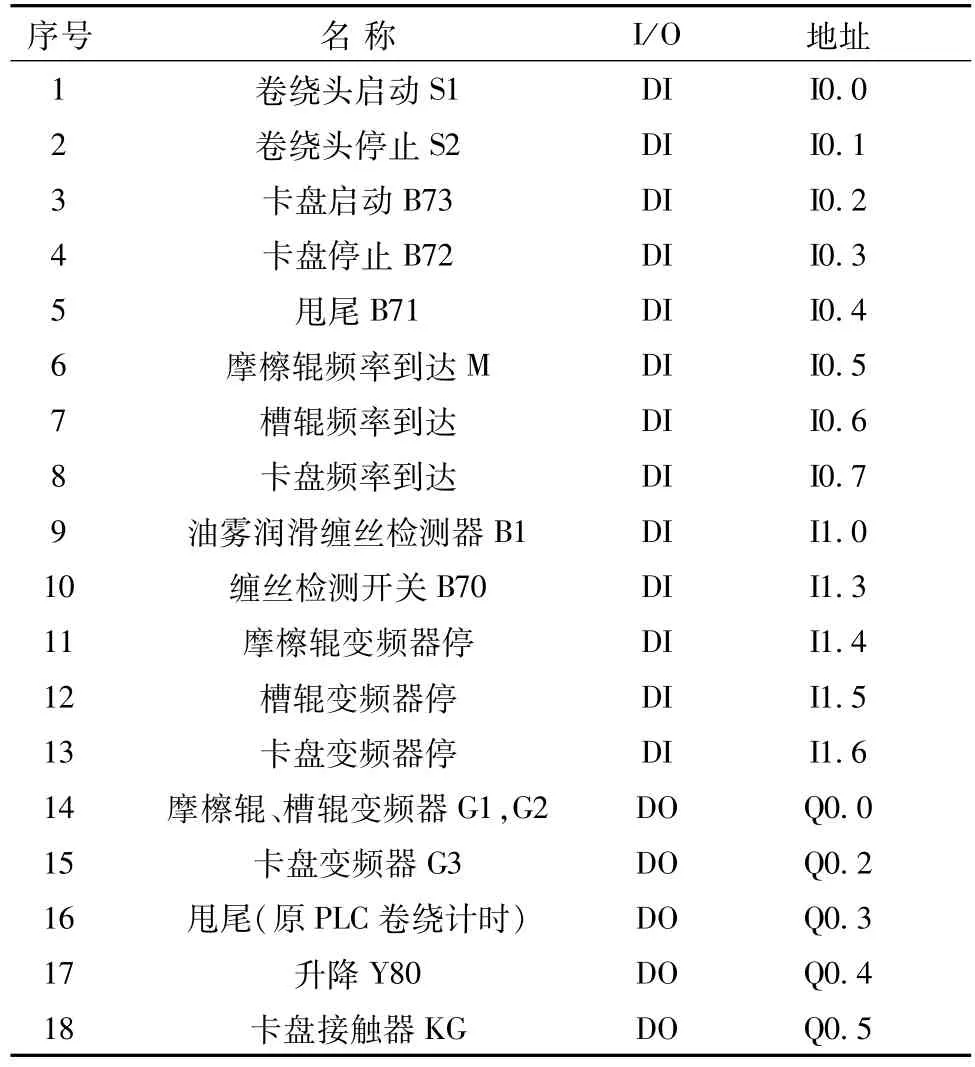
表1 PLC输入输出点地址分配
2.4 摆频功能的设定
槽辊电机在运行中有一定的扰动量,需要进行设定和修改。安川变频器可增加具有扰动运转模式的控制模块,此功能专为化纤高速纺机设计,可将化纤纺丝的工艺参数直接在变频器上以数字方式设定,摆频控制量有摆频、摆幅、上跳跃、下跳跃和半周期。摆频的参数由人工直接在变频器上设定。
2.4.1 摆频参数
使用到摆频参数的如表2所示。
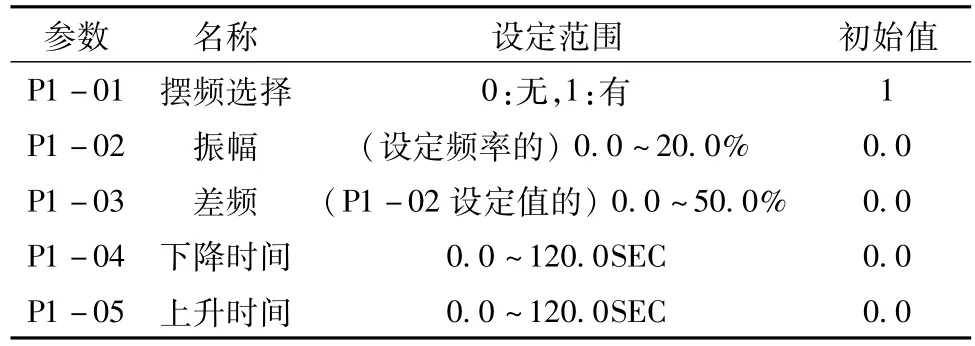
表2 摆频参数
2.4.2 摆频-时间曲线图
摆频-时间曲线如图2所示。
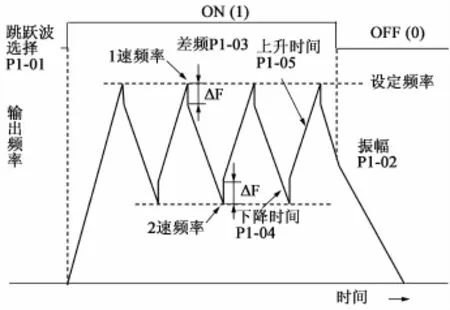
图2 摆频-时间曲线图
3 结 论
a)方便实用。移动试验位的研制成功,克服了原设备集中控制的弊端,当生产需要在某一卷绕头上做试验时,把改造的移动试验控制柜推过来插上电源插座,把原卷绕头上2个插头拔掉,插上本移动试验装置上相应的插头,便可立即投入生产,极大地方便了试制新产品及小批量品种的生产。
b)可靠性高。原调速系统中任何1台变频器发生故障,整条生产线都将停止工作,而移动试验装置选用高可靠变频器和PLC,故障率低,即使出现故障,也不会影响其它生产线工作。设备投运以来,未发现任何故障,没有烧毁一台电动机。
1 王兆义.可编程序控制器教程[M].北京:机械工业出版社,1997
2 徐银泉.交流调速系统及其应用[M].北京:纺织工业出版社,1993
3 王占奎.交流变频调速技术应用集[M].北京:科学出版社,1995
Development of movable test position on high-speed spinning machine
Ren Xuebiao
(YCFC Jingwei Fibre Company Limited,Yizheng Jiangsu 211900,China)
On former POY&FDY production lines one inverter controls six winders,which is not good for process adjustment and new product development.Instead of six winders being controlled together,with movable test positions,any single winder could be separately controlled.The control cabinet is movable,motor speed of friction roller,cam and chuck could be controlled by three inverters,one PLC realizing logical control function.In addition,the production process and former operating modes remain unchanged.In this way,trialing single and small quantity products becomes feasible.Since the movable test positions being put into use for nearly three years,many new polyester yarns with various specifications have been developed,achieving high economic benefits.
Movable Test Position;winder;inverter;PLC
TM46;TQ340.5
:B
:1006-334X(2010)04-0053-04
2010-09-28
任学标(1966-),男,江苏扬州人,工程师,主要从事仪表计量和电气管理工作。