新型造纸原料洋麻的硫酸盐法制浆及ECF漂白*
2010-03-16王强陈克复徐峻李军唐杰斌吴绘敏刘姗姗
王强 陈克复 徐峻 李军 唐杰斌 吴绘敏 刘姗姗
(1.华南理工大学制浆造纸工程国家重点实验室,广东广州 510640;2.华南理工大学广东省造纸技术与装备公共实验室,广东广州 510640;3.中国林业科学研究院林产化学工业研究所,江苏南京 210042)
目前,原材料短缺是我国制浆造纸行业面临的严重问题之一.我国木材拥有量较低,通过开发非木材原料在造纸工业中的应用,可以增加原料来源,在一定程度上缓解原料短缺的问题,同时也可以减少对树木的依赖.
洋麻(Hibiscus cannabines)是锦葵科一年生草本植物,是生产麻袋、地毯、麻绳和麻线的重要纤维资源,具有产量大、生长周期短、适应性强以及纤维特性良好等优点,喜温、耐脊薄[1],适合在我国的盐碱地种植.有研究报道[2],红麻的黑液硅含量低,燃烧值和有机物含量适中.红麻全杆制浆除了撕裂度外,其他物理指标和针叶木相当[3].将麻类原料充分应用于造纸行业,可以为我国造纸工业的发展提供坚实的基础.
Vroom[4]于1957年提出H因子,将蒸煮温度和时间结合成一个变量来控制蒸煮终点.罗小林等[5]通过实验得出了一种预测速生桉木常规硫酸盐法(KP法)纸浆卡伯值的新模型,为H因子在生产中的应用提供了理论指导.目前关于采用H因子来控制洋麻制浆的研究并不多见,有鉴于此,文中主要探讨了洋麻的化学成分以及不同H因子下的制浆漂白性能,以期为其在制浆造纸行业中的广泛应用提供理论基础和技术支持.
1 实验
1.1 原料
实验用洋麻取自江苏省阜宁县.采用全杆备料,人工将麻杆切段,长 3~5 cm,装在塑料袋中平衡水分,备用.原料经植物粉碎机粉碎后,取细度40~60目的部分用于测定其化学成分.
1.2 化学成分分析
1%(质量分数)NaOH抽提物的测定按GB/T 2677.5—1993进行;聚戊糖含量的测定按 GB/T 2677.9—1994进行;苯-醇抽提物的测定按GB/T 2677.6—1994进行;酸不溶木素含量的测定按 GB/T 2677.8—1994进行;纤维素的测定采用硝酸 -乙醇纤维素法[6].
1.3 实验设计
KP法制浆实验的设计方案如表1所示.
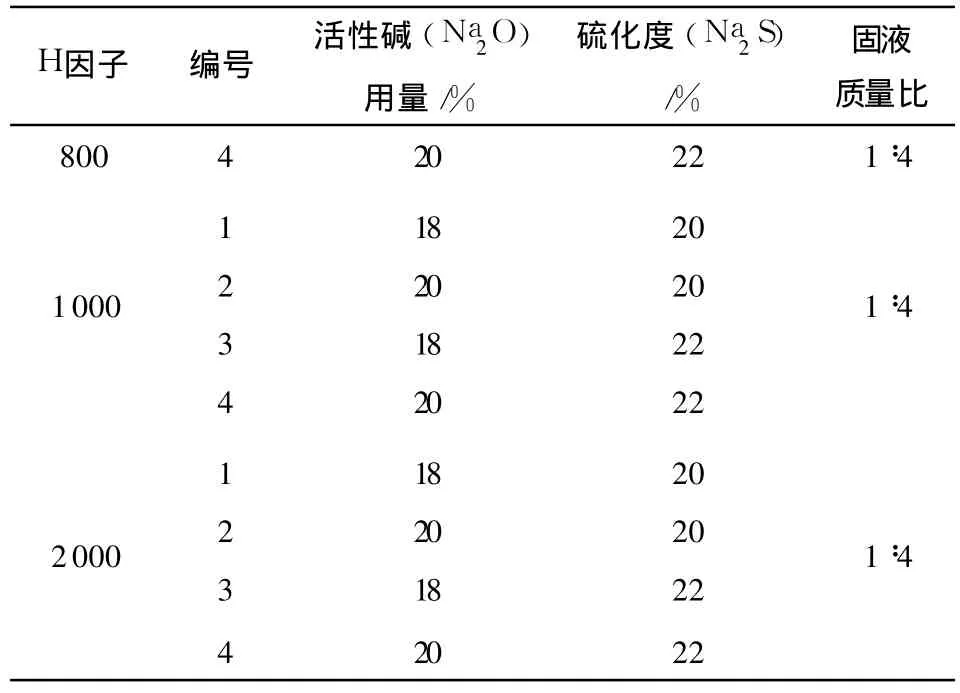
表1 KP法制浆实验设计方案Table 1 Experiment design of KP pulping
1.4 制浆与漂白
1.4.1 制浆
制浆实验在15L电热回转式蒸煮锅(ZT1-00/ 15L,兴平中通试验设备有限公司生产)中进行,H因子相同的试样在内装的 1L不锈钢罐中进行,严格记录升温保温时间来核算 H因子,各制浆条件按表1实施.
1.4.2 筛浆
制浆完成后,用筛浆机(ZQS5,陕西科技大学机械厂生产)进行筛浆,筛缝为0.2mm,筛后浆料装于聚乙烯塑料袋中平衡水分 24h,然后测定水分,供漂白实验使用.
1.4.3 漂白
漂白实验在电热恒温水浴锅(单列四孔,南通金石实验仪器有限公司生产)内进行,浆料放入塑料袋中后置入水浴锅内升温至所需温度,取出加入漂白剂,密封后再转入水浴锅内.严格控制漂白温度及时间.每隔15min将浆料取出揉搓一次,保证药液混合均匀.漂白结束后充分洗涤,测试.
漂白采用 ODED漂序,各漂白段的漂白条件如下:
Op(氧脱木素)段:压力0.5MPa,温度100℃,时间60min,NaOH用量(质量分数,以绝干浆质量为基准计,下同)4%,H2O2用量0.5%;
D0段:二氧化氯用量 2%或3%,温度 65℃,时间60min,pH值2~3;
Ep(氧强化/常压碱抽提)段:温度 80℃,时间60min,NaOH用量1%,H2O2用量0.5%;
D1段:二氧化氯用量0.8%、1.5%,温度80℃,时间120min,pH值4~5.
二氧化氯由山东华特公司提供,溶于水后制得漂液,其浓度标定采用卫生部《消毒技术规范》中的五步碘量法[7].
1.5 检测
白度测定:浆样经纤维疏解器疏解后,在布氏漏斗上抄片,经压平,在转鼓烘干机上烘干后,用杭州轻通仪器厂产的YQ2Z248A型白度颜色测定仪测定白度.
浆的卡伯值、得率、黑液残碱均按照文献[5]中的方法测定.
2 结果与讨论
2.1 原料成分分析
洋麻全杆高3~5m,直径 1~4cm,由韧皮部和木质芯杆两部分组成.通过对原料化学成分的分析初步确定其制浆造纸价值.
洋麻全秆与几种造纸原料的化学成分对比如表2所示.
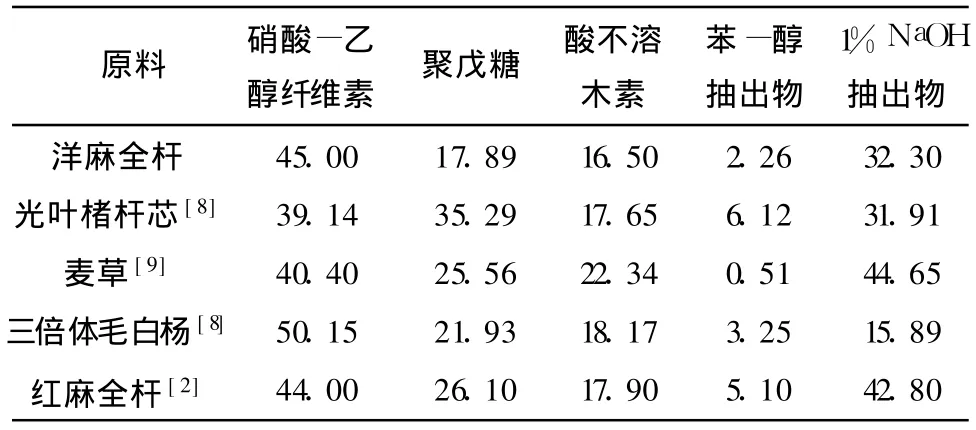
表2 几种原料的化学成分对比Table 2 Chemical components of several raw materials %
由表2可见,洋麻全杆的硝酸 -乙醇纤维素含量虽然低于三倍体毛白杨,但却高于光叶楮杆芯、麦草以及红麻全杆,由纤维素含量可以初步确定洋麻是一种有价值的造纸原料.洋麻全杆的聚戊糖含量及酸不溶木素含量是各原料中最低的.木素含量的高低是确定制浆工艺较重要的因素,木素含量较低时可以在制浆过程中选择较缓和的条件.另外,洋麻全杆的抽出物含量也处于几种原料的中间位置,苯 -醇抽出物含量高于麦草,而低于三倍体毛白杨、光叶楮杆芯以及红麻全杆;1%NaOH抽出物的含量与光叶楮杆芯相近,明显高于三倍体毛白杨,但是显著低于麦草和红麻全杆.较低的抽出物含量可以降低制浆造纸过程中产生的影响,降低药品消耗,缩短蒸煮过程,对纸浆颜色的影响也较小.
由以上分析可知,洋麻全杆的纤维素含量高,木素、抽出物和聚戊糖含量较低,可以初步确定其是一种较优的制浆造纸原料且易于制浆.
2.2 KP法制浆结果
由Vroom[4]提出的H因子是将蒸煮过程的温度和时间结合为一个函数,两者的关系可按Arrhenius方程式计算:

当K=1时,可以求得lnK0的值,因此式(1)可以表示为

式中:K为反应速率;B为常数;E为脱木素反应的活化能,J/mol;R为气体常数,R=8.31 J/mol;T为热力学温度,K.
H因子是相对反应速率常数(相应温度下)与蒸煮时间的定积分,如式(3)所示:
式中:t为时间;T(t)为时间和温度的函数.
2.2.1 制浆条件对卡伯值的影响
纸浆的卡伯值可以表示原料经蒸煮后残留在纸浆中的木素和其他还原性物质的相对含量,它间接表示脱木素程度的大小,用来评价原料的蒸煮效果,是衡量脱木素程度的一个重要参数.不同制浆条件下成浆的卡伯值如图1所示.
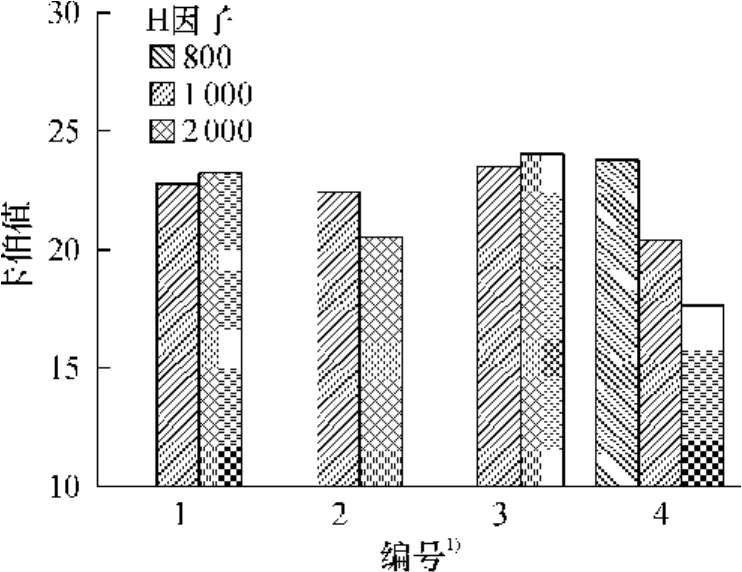
图1 不同制浆条件下成浆的卡伯值Fig.1 Kappa numbers of pulp under differentpulping conditions1)编号与表1中编号相对应,下同
由图1可见,成浆的卡伯值不一定随着 H因子的增大而降低.通过对编号为 1、3的浆料的分析发现,H因子的增大并没有使成浆的卡伯值降低,相反却有小幅度的升高.由表 1可知,编号为 1、3的浆料初始活性碱用量均较低,这说明在较低的活性碱用量下,单纯依靠增大H因子的方法并不能达到深度脱木素、降低卡伯值的目的.由此可知,在影响纸浆卡伯值的因素中,初始活性碱浓度的作用要大于H因子.
分析图 1中编号为 2和 4的浆料可知,当初始活性碱用量较高时,成浆的卡伯值均较低,而且随着H因子的增大,纸浆的卡伯值进一步降低.4号试样在 H因子为 2 000、活性碱用量为 20%、硫化度为22%时,其纸浆的卡伯值达到最低.这说明提高活性碱的用量后,可以通过增大 H因子来进一步脱除木素.
2.2.2 制浆条件对细浆得率的影响
不同制浆条件下的细浆得率如图 2所示.
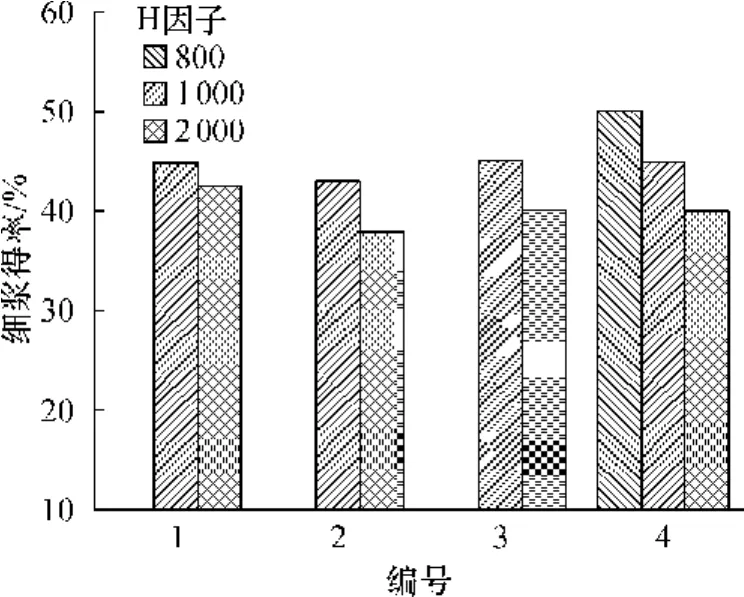
图2 不同制浆条件下的细浆得率Fig.2 Pulp yields under different pulping conditions
由图2可见,H因子对 KP浆制浆得率的影响较大.高H因子(2000)与低H因子(1000和800)相比,在相同的化学品用量的情况下,其制浆得率有所降低.这说明 H因子的大小直接关系到细浆得率,即增大H因子后,原料中的碳水化合物降解剧烈,制浆成本增大.
另外,通过比较图 1、2中的 1号和 3号试样还可以发现,H因子为 2000的试样卡伯值较高,说明其脱木素程度较轻,而得率却低于 H因子为 1000的试样;在实验中还发现其未蒸解组分含量较多,这可能是因为反应温度较高及反应时间较长时,有效碱的消耗速度加快,而没能充分地用于脱除木素.因此笔者预测,一定的 H因子对应于一个合理的活性碱用量及硫化度,在这一对应关系中,纸浆的卡伯值和得率较优.
2.2.3 黑液中的残碱情况
不同制浆条件下黑液中的残碱质量浓度如图 3所示.
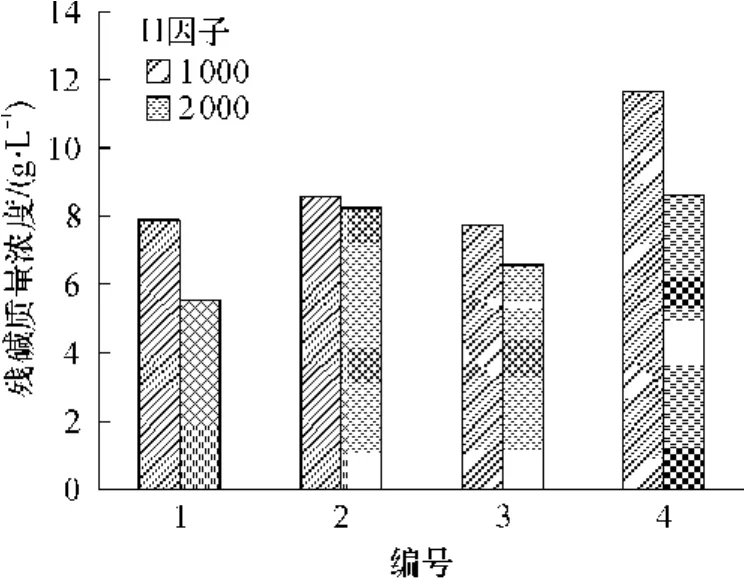
图3 不同制浆条件下的黑液残碱质量浓度Fig.3 Residual alkali contents under differentpulping conditions
由图3可见,当 H因子较高时(2000),其黑液中的残碱质量浓度均较低,这可能与较高温度及较长时间的处理环境下碱液的消耗量增大有关,但是较高的碱液消耗也降低了制浆得率.1号和3号试样在 H因子为 2000时残碱质量浓度明显降低,这可以进一步说明图 1和 2中纸浆卡伯值较高而得率较低的原因.
通过对图1-3的分析可知,在较高的H因子、较低的用碱量下,纸浆卡伯值较高,同时因未蒸解组分含量较多而导致得率较低.在较高的用碱量下,纸浆的卡伯值会降低很多,但提高 H因子同样会造成纸浆得率大幅度降低.综合考虑,确定洋麻全杆制浆的较优工艺如下:H因子为 1000,初始活性碱用量为 20%,硫化度为 22%.此时纸浆得率较高(44.9%),卡伯值较低(20.4),黑液中的残碱质量浓度(11.67g/L)适宜.
2.3 ECF漂白结果
确定了洋麻全杆制浆工艺后,对其无元素氯(ECF)漂白进行了研究.选择了ODED的漂白工艺来测试洋麻浆的适漂性能.
2.3.1 氧脱木素(Op)
氧脱木素后纸浆的性能见表3.由表3可见,纸浆的卡伯值大幅降低,木素脱除率达到 51.7%,这为后续漂白中白度的大幅度提高奠定了基础.纸浆经过过氧化氢辅助氧脱木素后,白度提高了 14.5个百分点,白度增值率达57.8%.
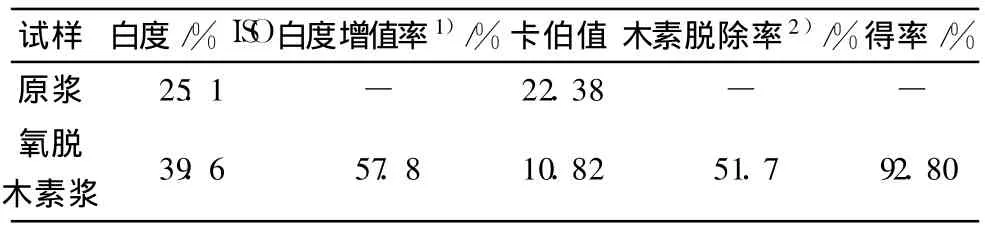
表3 氧脱木素后纸浆性能Table 3 Pu lp performance after oxygen deliginification
2.3.2 ODED漂白
氧强化的碱抽提(Ep)可以强化碱抽提作用,达到进一步降低纸浆卡伯值的目的,而对纸浆的黏度影响较小.实验中采取了有氧强化的碱抽提(氧压力0.3MPa)及没有氧强化的碱抽提,并对其漂白效果进行了比较,实验结果见表4.
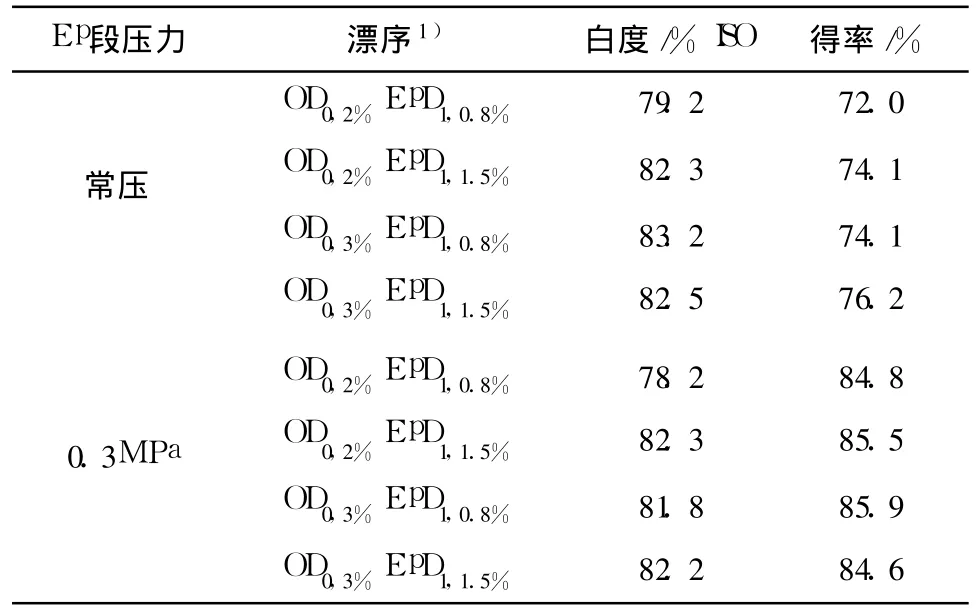
表4 不同漂序的漂白效果Table 4 Bleaching results ofdifferent bleachingmethods
由表4可见,洋麻全杆浆经过ODED漂序漂白后,纸浆的白度较好,完全可以用于生产文化用纸.另外,比较氧强化的碱抽提段和没有氧强化的碱抽提段的纸浆白度可以发现,纸浆白度并没有很大程度的改善,但纸浆的漂白得率明显提高.这说明氧压的存在可以保护纸浆中的碳水化合物,避免发生剧烈的降解反应.
在氧强化的碱抽提段,当纸浆白度较低时(OD0,2%EpD1,0.8%,白度 78.2%ISO),增加D0段的二氧化氯用量(由2%增加到3%时),纸浆白度提高了3.6个百分点,增加D1段二氧化氯用量(由0.8%增加到1.5%),纸浆白度提高了4.1个百分点.但当纸浆白度达到80%ISO以上后,再进一步提高二氧化氯的用量,纸浆白度的改善不明显.所以较优的漂白工艺为Ep段有氧压漂序OD0,2%EpD1,1.5%,此时纸浆白度可达82.3%ISO,漂白得率为85.5%.
3 结论
(1)洋麻全杆的硝酸 -乙醇纤维素含量、木素含量与三倍体毛白杨相当,而抽出物和聚戊糖含量均较低,是优良的造纸用原料.
(2)较高的初始活性碱用量是进一步降低卡伯值的较重要的因素,同时纸浆得率与 H因子密切相关,一定的 H因子对应于一个合理的有效碱用量范围.较优的制浆工艺为:H因子 1 000,活性碱用量20%,硫化度22%.
(3)过氧化氢辅助的氧脱木素过程的脱木素率可以达到 51.7%,白度可以提高14.5个百分点,另外氧强化的碱抽提可以明显改善漂白得率.较优的漂白工艺为有氧压的碱抽提漂序 OD0,2%EpD1,1.5%,此时纸浆白度为82.3%ISO,得率为85.5%.
[1] 王凤翔.洋麻种植的自然环境条件 [J].草业科学, 2005,22(6):62-64.
Wang Feng-xiang.The natural environmental conditions for grow th of Hibiscus cannabinus[J].Pratacultrual Science,2005,22(6):62-64.
[2] 徐峻,陈克复,田英姿,等.红麻全秆硫酸盐法制浆工艺的优化[J].纸和造纸,2007,126(5):5-8.
Xu Jun,Chen Ke-fu,Tian Ying-zi,et al.Optimization on process conditions and production for kraft pulping of Kenaf whole stalk[J].Paper and Paper Making,2007,126 (5):5-8.
[3] 王晓平.红麻全杆制浆工艺的探讨 [J].安庆师范学院学报:自然科学版,2003,9(3):42-47.
Wang Xiao-ping.Discussion and studies on pulping technology from whole stalk of Hibiscus cannabinus[J].Journal of Anqing Teachers College:Natural Science,2003,9 (3):42-47.
[4] Vroom K E.The“H”factor,a means of expressing cooking times and temperatures as a single variab le[J]. Pu lp and Paper Magazine of Canada,1957,58(3):228.
[5] 罗小林,柴欣生,詹怀宇,等.一种预测速生桉木常规KP法纸浆卡伯值的新模型 [J].中国造纸,2009,28 (8):6-9.
Luo Xiao-lin,Chai Xin-sheng,Zhan Huai-yu,et al.A new p rediction model for pulp Kappa number in Eucalyptus kraftpulping[J].China Pulp&Paper,2009,28(8):6-9.
[6] 石淑兰,何福望.制浆造纸分析与检测 [M].北京:中国轻工业出版社,2003:29-49.
[7] 赵德清,陈克复,徐峻,等.麦草浆二氧化氯脱木素效率及纸浆FT-IR分析[J].纸和造纸,2009,28(7):21-26.
Zhao De-qing,Chen Ke-fu,Xu Jun,et al.Efficiency of ch lorine dioxide delignification on wheat straw pulp and FT-IR spectrum analysis of pulp[J].Paper and Paper Making,2009,28(7):21-26.
[8] 陈嘉川,杨桂花,刘玉.速生杨制浆造纸技术与原理[M].北京:科学出版社,2006:3-4.
[9] 谢华,王菊华.制浆造纸手册:第一分册 [M].北京:轻工业出版社,1987:10.
