轨道式龙门吊电缆卷盘控制系统的改造
2010-03-02董秀喜吕世超黄少波
董秀喜 张 峰 吕世超 黄少波
1.概况
目前港口大型设备的供电方式多采用卷盘卷曲电缆,通过滑环的方式上机,随着大型设备运行距离和速度的提高,以前力矩电机和磁滞连轴器的控制方式已不能满足目前的工作要求,由PLC控制的变频技术是目前的主要发展方向。青岛集装箱码头公司的轨道式龙门吊(RMG)从电缆引出位置到最远行程大约400m的距离,大车全速为120m/min。随着卷盘上电缆的收放,其半径是变化的,如果采用力矩电机或磁滞连轴器,由于输出固定的力矩和卷盘上电缆圈数的变化,特别是在变速时,作用在电缆上的张力将有很大变化。拉力过大,对电缆是一种很大的损伤;拉力过小将出现松缆故障,导致设备不能正常运转。PLC控制的变频器力矩控制系统是在大车不同位置,根据卷盘电缆半径的变化,通过PLC控制变频器输出变化的力矩,满足电缆的收放。无论卷盘如何运转,根据卷盘电缆半径的变化,变频器输出相应的变化力矩,使得作用在电缆上的力近似恒张力,从而保证作用在电缆上拉力不至于过大或者过小。
2.控制的基本原理
(1)系统通过卷盘驱动电机轴上的脉冲编码器输出的脉冲数计算出电机的旋转圈数,再根据减速箱的变比,计算出卷盘转动的圈数,由电缆直径计算出卷盘上所卷电缆的半径,根据变化的半径来确定变化的力矩,同时将加减速等状态也考虑在内。
(2)电缆的卷曲分为收缆和放缆两种,当RMG向高压坑驶近时,要将电缆卷绕在卷盘上,此时,卷盘运转方向和变频器输出的力矩方向相同,此过程视为收缆过程,反之则视为放缆过程。放缆过程是电机将电缆圈紧,而电缆将卷盘反向拉转。卷盘收缆和放缆均分为加速、减速、平稳运行三种状态。图1是放缆过程中大车速度和力矩的变化曲线。
表1为各工况下输出的力矩关系,其中Mwind为大车在某一位置的匀速收缆力矩,其他5个力矩与其成比例关系,所以只要在任何一个位置确定了收缆的基本力矩Mwind,其他5个过程的力矩可以算出,在调试期间只要将其比例设定即可。
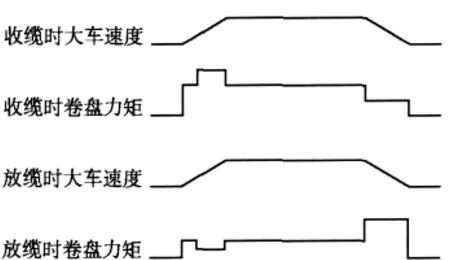
图1 大车行驶速度对应卷盘力矩变化图
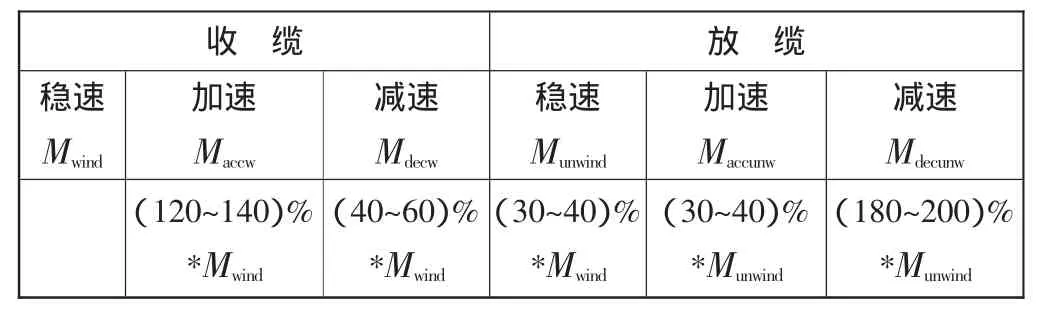
表1 电缆卷盘各工况下力矩关系
3.PLC程序控制
PLC采用安川的CP-317系列,控制系统的程序主要分两部分,第一部分是电缆卷盘半径的计算,第二部分是基于电缆卷盘直径尺寸的力矩控制。
(1)根据不同位置脉冲编码器输出的脉冲数计算相应电缆卷盘的直径,根据直径确定变频器输出的力矩。卷盘直径计算原理如下(程序相关寄存器说明见表2)。
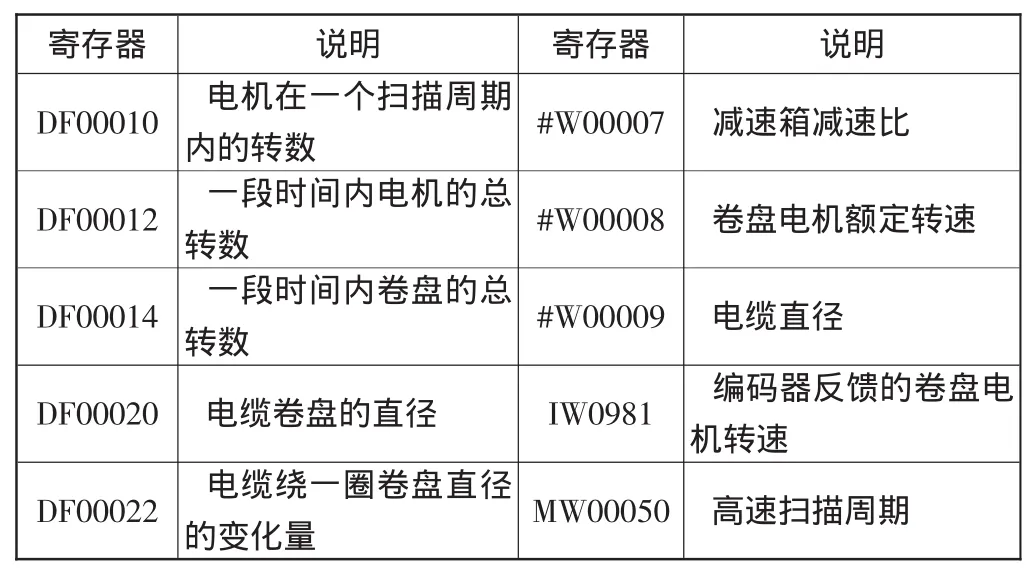
表2 卷盘直径计算程序相关寄存器说明
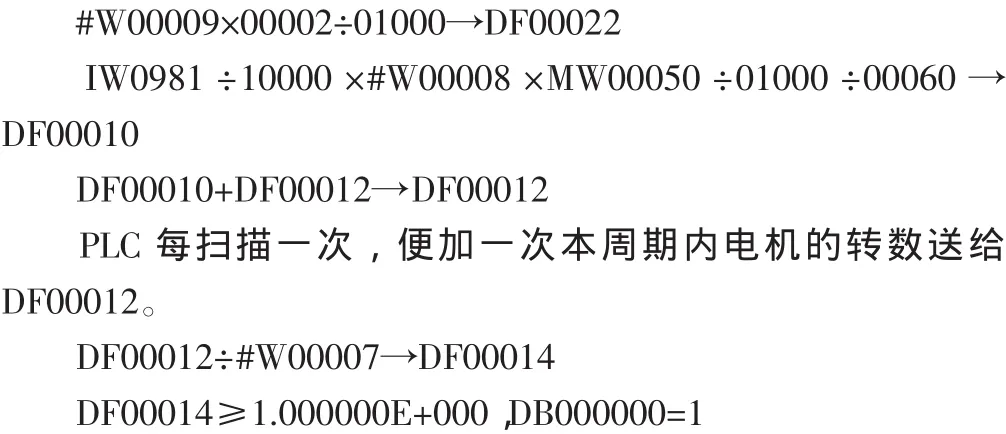
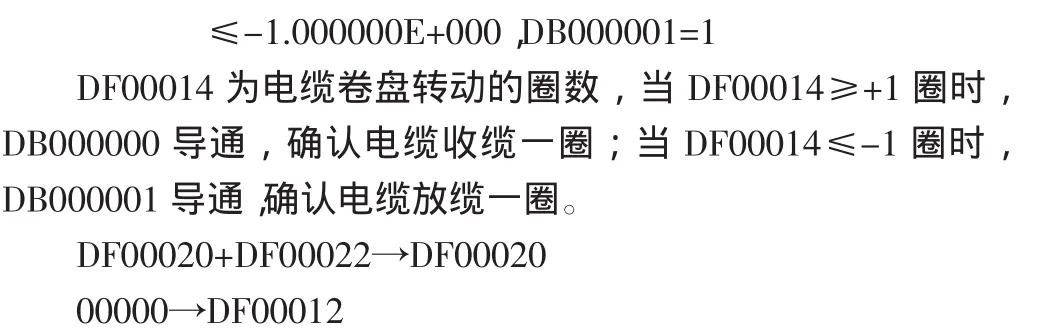
当DB000000导通,即电缆收缆一圈,当前卷盘直径便加一次DF00022(电缆绕一圈卷盘直径的变化量)作为现在卷盘的直径,据此计算出每个位置电缆卷盘的直径,为后面力矩的变化提供最基本的依据。
(2)根据卷盘上电缆不同直径由变频器输出不同的力矩,使作用在电缆上的力始终保持近似的恒力。设Mdiff=Mmax-Mmin其中,Mmax为电机在电缆满盘时保持电缆合适张力所需要的最大收缆稳定力矩;Mmin为电机在卷盘上电缆最少时保持电缆合适张力所需要的最小收缆稳定力矩;Mdiff为整个卷盘从满缆到空缆的收缆力矩差。从空缆到满缆电缆增加圈数为n,卷盘上的电缆每增加一圈对应的力矩增加Mdiff/n。这样从空缆到满缆,卷盘上的电缆每增加一圈,电机输出的力矩也相应的增加,基本保证了恒力。表3为程序相关寄存器说明。

表3 力矩计算程序相关寄存器说明
MW06246-MW06250×00100÷00430÷00002→DW00018
#W00000-#W00008÷#W00009×DW00018+#W00008→MW06241
(3)变频器采用安川G7系列15kW变频器,部分参数设置如表4。
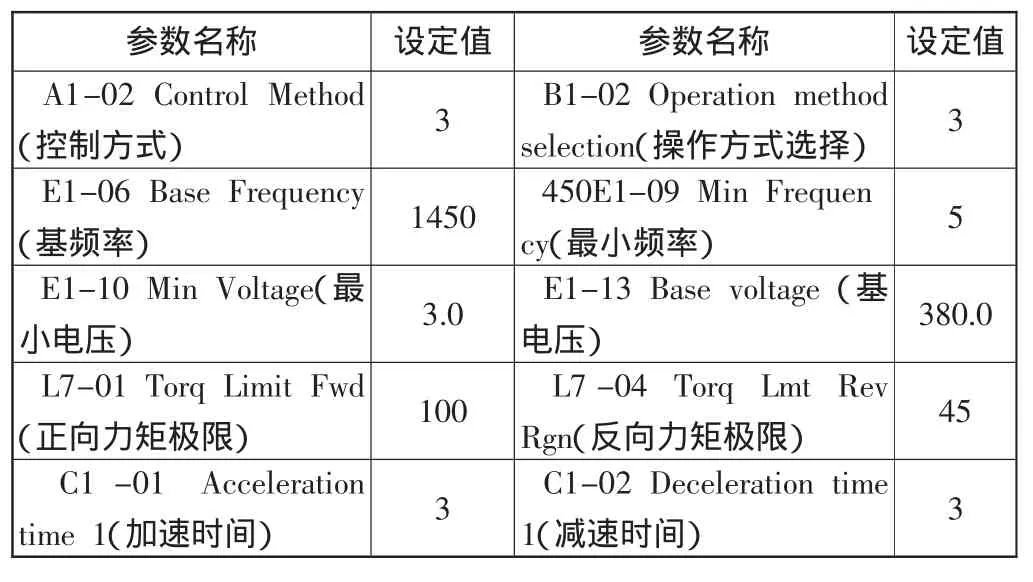
表4 部分参数设置
4.其他方面
(1)位置校正。由于采用编码器作为定位,其位置存在丢失的可能,故在高压坑上方、大车经常通过的第17圈和第28圈三个位置进行位置校验,以免编码器记录脉冲丢失导致卷盘上电缆圈数计算错误。
(2)由于电缆有弹性,电缆稍微有变形,可以将电缆直径设定值减少1~2mm。以便降低误差。
(3)由于环境温度变化对电缆和齿轮油等有一定的影响,在气温变化剧烈的季节需要对程序中的最大和最小收缆力矩、以及加减速的系数进行适当的调节,或者将环境温度信号作为控制的条件。
W10.02-18