ZB45卷烟包装机抖晃电机改造
2010-08-25肖二凯毋玉莲
肖二凯 毋玉莲
作者通联:河南中烟工业有限责任公司漯河卷烟厂 河南漯河市人民东路518# 462000
E-mail:kerx0827@163.com
一、设备介绍
河南中烟工业有限责任公司漯河卷烟厂使用ZB45硬盒卷烟包装机组,其中抖晃电机采用2M614直流有刷电机进行烟库烟支的梳理。
1.抖晃电机工作原理
ZB45包装机组采用MICRO-Ⅱ电气控制系统[1],控制柜中功能电路板采集信号,控制执行元件。抖晃电机控制原理见图1,2号功能板4通道输出1个1000~3000Hz信号,主要控制直流电机运行速度;A456直流伺服控制模块实现直流电机晃动,A456运行条件:①15号功能板8通道输出1个控制信号给+STOP使能端。②2号功能板4通道输出1个控制频率给+REF端。若条件满足,A456输出直流电压驱动2M614,同时2G614直流测速电机将速度信号反馈至A456的+TACH、-TACH端,控制电机运行性能。若A456故障,-DOK端子输出信号至10号功能板27通道,经MICRO-Ⅱ电气控制系统处理,通知机组停机。
2.存在的问题

图1 改造前抖晃电机控制原理
为保持导电束清洁,提高导电束寿命,需要经常清吹、更换碳刷,造成使用时稳定性较差,故障率高。抖晃电机采用进口电机系统,通用性差,2M614和A456等零配件价格极其昂贵,增加设备维修成本。为此,决定改造抖晃电机电气系统。
二、设备改造
1.改造方案
尽量借用原电机控制线路,保持原电机运行方式,抖晃电机改用交流电机,F/V转换器和变频器驱动,改造所用主要元气件见表1。
2.工作原理
改造后抖晃电机电气接线见图2,15号功能板8通道输出信号控制中间继电器J1,J1常开点控制变频器使能端M0;2号功能板4通道输出控制脉冲经过F/V转换器处理,输出0~10V信号至变频器AVI端,控制抖晃电机运行速度;将变频器VFD-M的频率指令来源设定为由AVI端DC 0~+10V信号控制[2]。
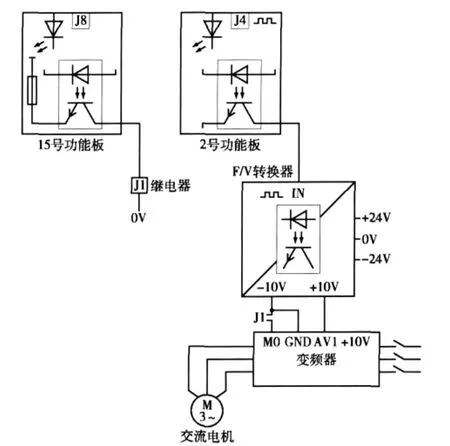
图2 改造后抖晃电机控制原理
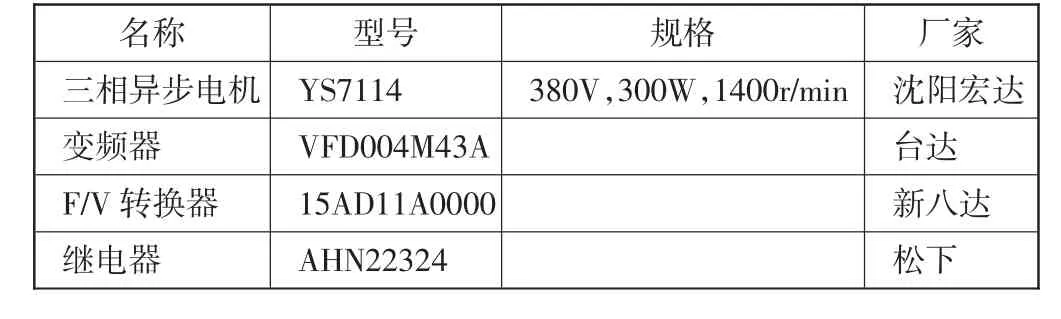
表1
设备改造后使用将近1年,效果良好,交流电机未出现故障。乱烟现象基本杜绝,提高了设备有效作业率,减少了维修人员工作强度。
1 GDX2(MICROⅡ)系统控制电路图[Z].上海烟机厂
2 VFD-M高功率、超低噪音/迷你型交流马达驱动器使用手册[Z].中达电通.2005