Precision Grinding of Reaction Bonded Silicon Carbide Using Coarse Grain Size Diamond Wheels
2010-03-01ZHAOQingliangCHENJunyunandBRINKSMEIER
ZHAO Qingliang, CHEN Junyun, *, and BRINKSMEIER E
1 Centre for Precision Engineering, Harbin Institute of Technology, Harbin 150001, China
2 Laboratory for Precision Machining, University of Bremen, Bremen D-28359, Germany
1 Introduction
SiC has more advantages as a new type of optical material than other traditional optical substrate materials such as low density, low thermal expansion coefficient,high thermal conductivity, high rigidity and strength[1].There are three forms of SiC for optical application, which are reaction bonded SiC(RBSiC), chemical vapor deposition SiC and hot pressed SiC. RBSiC is more attractive than other forms of SiC for optical application because of its low cost, fast and flexible fabrication process[2]. Because RBSiC is a two phase material consisting of the hard SiC phase and soft Si phase and has high brittleness and hardness, the machining of RBSiC is very difficult to generate a good surface[3]. Diamond grinding is the most effective method to machine RBSiC[4].Previous research shows that the material removal rate of SiC using diamond abrasive is approximately 1/35th that of fused silica and less than 1/50th that of Zerodur[5].Therefore, it is necessary to investigate the high efficient precision grinding of RBSiC for optical application.
Diamond grinding of RBSiC is generally realized by small depth of cut using fine grain size wheel in order to achieve mirror like ground surface[4,6–7]. However, large wear rate of the fine grain size grinding wheel, which is caused by dressing and grinding process, limits the achievable figure accuracy and the grinding efficiency especially for grinding of large-scale RBSiC mirror.Monolayer nickel electroplated coarse grain size diamond grinding wheels with grain size of approximately 100 μm,could be a promising solution for the problem incurred by fine grain size diamond wheel in grinding process of RBSiC. However, developing an effective conditioning technique is a precondition to guarantee the ground RBSiC surface in good quality. After conditioning, the coarse grain size wheel should have minimized wheel run-out error,constant wheel peripheral envelop, as well as top-flattened diamond grains with required grain protrusion height[8–10].
In this research, an electrolytic in-process dressing(ELID)assisted conditioning technique was first developed to precisely and efficiently condition the monolayer nickel electroplated diamond grinding wheels with grain sizes of 46 μm, 91 μm and 151 μm using cup shape copper bonded diamond wheels. Then, grinding experiments were carried out on a precision grinder in order to study the grinding performance on RBSiC using the conditioned diamond wheels with three coarse grain sizes.
2 ELID Assisted Conditioning Experimental System and Principle
The manufacture error will lead to wheel periodic and non-periodic waviness and wheel run-out error for the monolayer nickel electroplated diamond wheel. Moreover,the diamond grains on the unconditioned wheel surface have different protrusion heights. Therefore, conditioning experiments for the monolayer nickel electroplated diamond wheel is necessary preparing for precision grinding experiments. The conditioning system with an ELID system (FUJI ELIDER 921) is shown in Fig. 1. The machine tool used in conditioning experiments is Nanotech 350FG in LFM at Bremen University. A cup shape copper bonded diamond wheel (diameter 150 mm, 75%concentration) as conditioning wheel was mounted on the work spindle to condition the monolayer nickel electroplated grinding wheels (diameter 75 mm), which was mounted on the grinding spindle. The ELID cathode was attached to the conditioning wheel. During the conditioning process, the conditioning wheel was dressed with ELID. The grinding wheel and conditioning wheel rotate in counter clock-wise direction. Speed of conditioning wheel was 500 r/min and grinding wheel speed was 5 000 r/min. A coaxial optical distance measurement system (JURCA CHR 150N) was used to in-situ monitor run-out error of conditioned grinding wheel to determine the wheel run-out error whether to be within 1–2µm or not, while the conditioned wheel surface topography was replicated by vinyl polysiloxane impression material to monitor the improvement of coarse diamond grains.
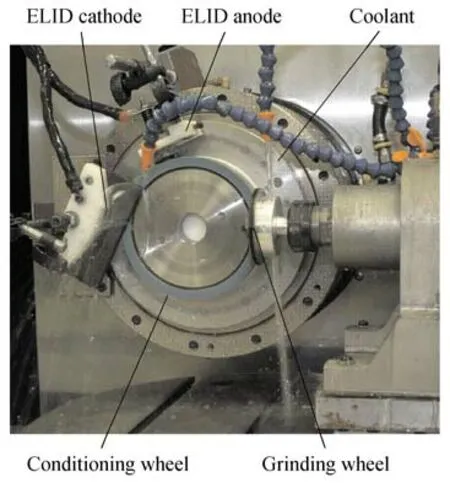
Fig. 1. Experimental setup for conditioning coarse grain size diamond grinding wheel
In conditioning process, a cup shape diamond wheel with grain size of 15 μm was used to condition a diamond grinding wheel with grain size of 46 μm, while a cup shape diamond wheel with grain size of 91 μm was used to respectively condition the diamond grinding wheels with grain sizes of 91 μm and 151 μm. The interaction between the grinding wheel and the conditioning wheel is shown in Fig. 2. Diamond grains on grinding wheel surface were truncated with the feeding in x and z direction resulting in flattened grains step by step. In conditioning process, depth of cut aedwas 1–2 µm varied and feet rate vfdwas 4–10 mm/min varied. After good run-out error as well as very constant grain peripheral envelop were obtained for the wheels, the coarse grain size diamond grinding wheels were dressed with ELID to obtain a certain diamond grain protrusion height. Finally, the resin replica duplicated from the grinding wheel surface topography was measured by an optical microscope, a scanning electronic microscope(SEM, MIRA 4, VisiTec Microtechnik GmbH) and a white light interferometer(WLI, MicroXAM), respectively.
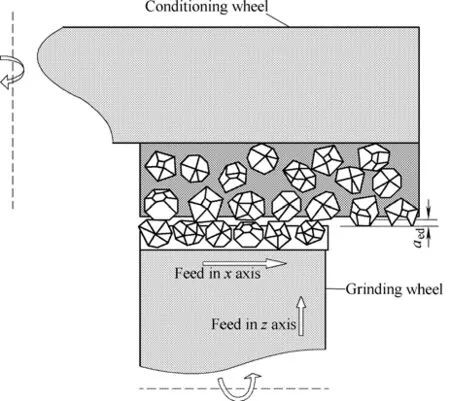
Fig. 2. Truncating interaction between the conditioning wheel and the grinding wheel
3 Grinding Experimental System
The precision grinding experimental system for RBSiC is illustrated in Fig. 3.
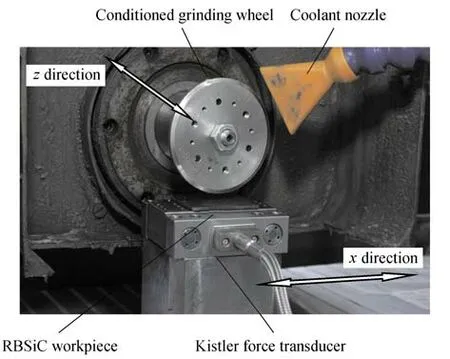
Fig. 3. Grinding experimental system for RBSiC
The grinding experiments were carried out on a precision surface grinder at Harbin Institute of Technology, China.The coarse grain size diamond grinding wheel, which had been conditioned, was mounted on the grinding spindle. A Kistler 9256A1 force transducer was mounted on the worktable to detect the grinding force in grinding process,and the SiC specimen was set on top surface of the force tranceducer. In grinding process, the specimen and the force transducer feeding in x direction and z direction were driven by the worktable. In order to analyze the grinding performance on RBSiC using conditioned coarse grain size diamond grinding wheels, an AFM was used to measure the ground surface of every specimen. The detailed experimental conditions are shown in Table.
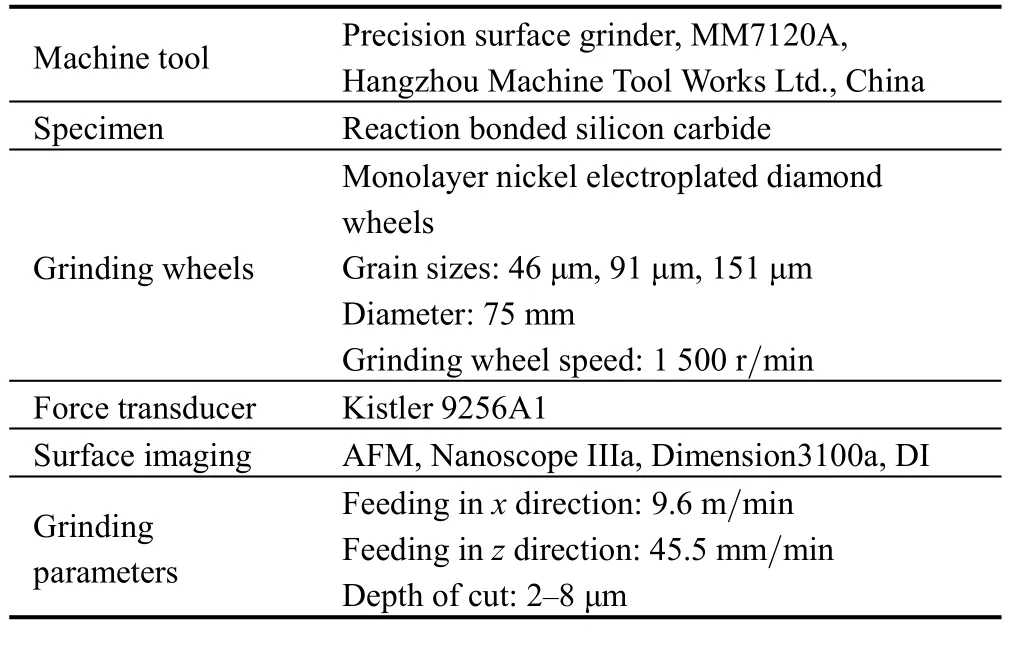
Table. Experimental conditions
4 Experimental Results and Discussions
4.1 Conditioning results analysis
4.1.1 Precision conditioning for the wheel with grain size of 46 μm
During the conditioning process for the grinding wheel with grain size of 46 μm, the run-out error curves of grinding wheel and corresponding wheel 2D surface topography imaged by optical microscope on the replicas are shown in Figs. 4(a)–4(d). The run-out error curves indicate a sine wave along the wheel peripheral envelope of an elliptical wheel shape. The run-out error of the wheel with original 6 μm gradually decreased with the infeed distance in z direction increased. After infeed of 80 μm, the run-out error of 2 μm was obtained. From the wheel surface topography, on the original wheel surface diamond grains have different geometries and protrusion heights. After infeed of 40 μm, a part of diamond grains were truncated into the same height with the adjacent bonding material and top surfaces of some grains were flattened. As the infeed distance further increased, more and more diamond grains were flattened on the top surfaces. When the run-out error was decreased to 2 μm with infeed of 80 μm, it can be seen that most diamond grains had the flat top surface on the relative flat wheel surface.
In order to achieve the diamond grains with a certain protrusion height, the grinding wheel was first dressed with ELID system. Then, the oxidized layer formed by ELID was removed by an Al2O3stick. After dressing process, the 3D wheel surface topography imaged by WLI on replica is shown in Fig. 5. It indicates that under the holding of bonding material, no diamond grain was pulled out from the wheel surface in conditioning process. Diamond grains had flat top surfaces after dressing process, and an average grain protrusion height with 6 μm for diamond grains over the bonding material surface was obtained on the wheel surface.
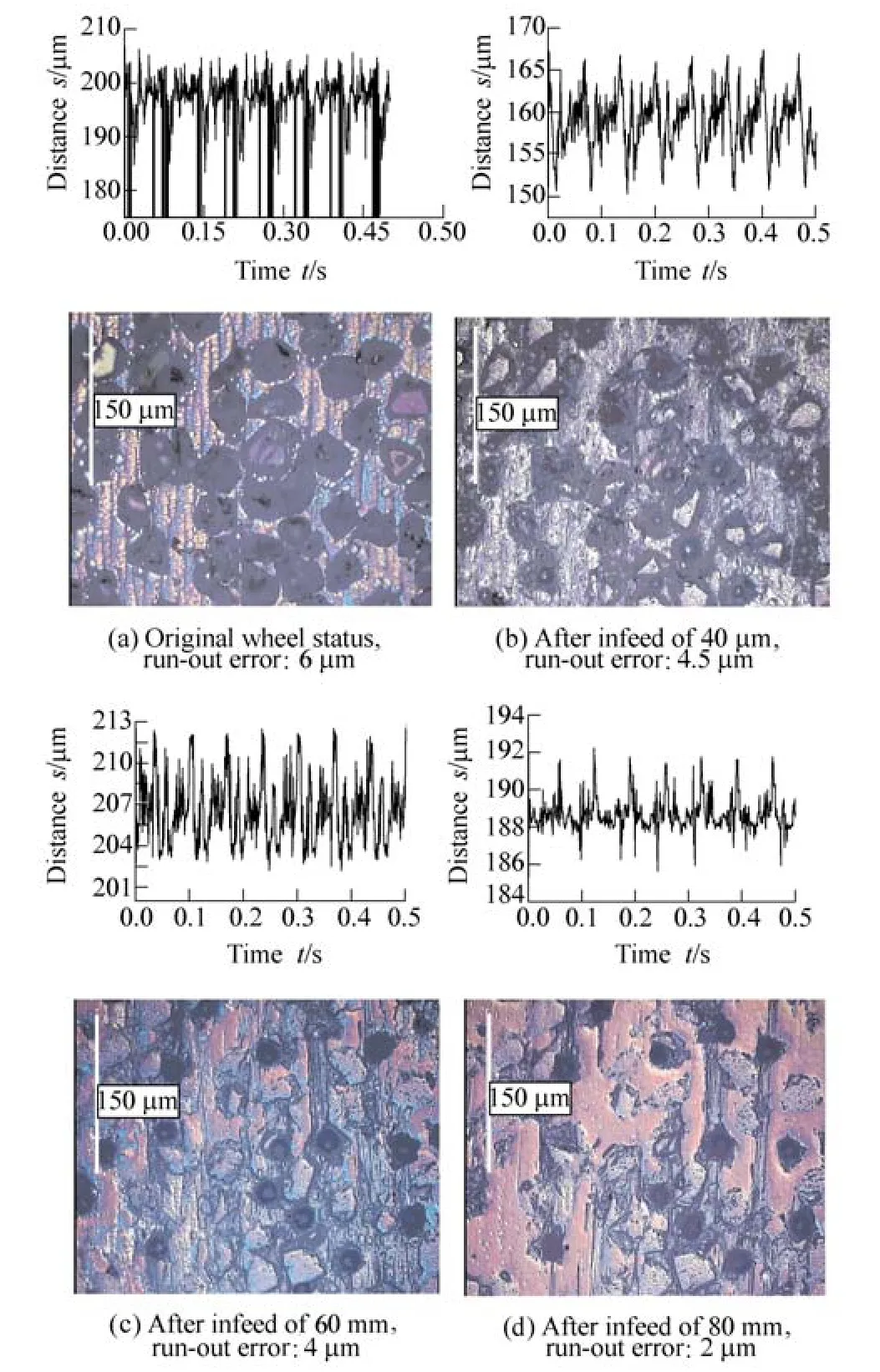
Fig. 4. Run-out error curves and corresponding wheel 2D topographies measured by optical microscope for the wheel with grain size of 46 μm in conditioning process
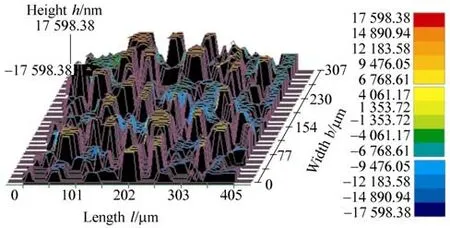
Fig. 5. 3D surface topography measured by WLI for the wheel with grain size of 46 μm after conditioning process
4.1.2 Precision conditioning for the wheel with grain size of 91 μm
For the diamond grinding wheel with grain size of 91 μm,in conditioning process the wheel run-out error curves and corresponding wheel 2D surface topographies are shown in Fig. 6.
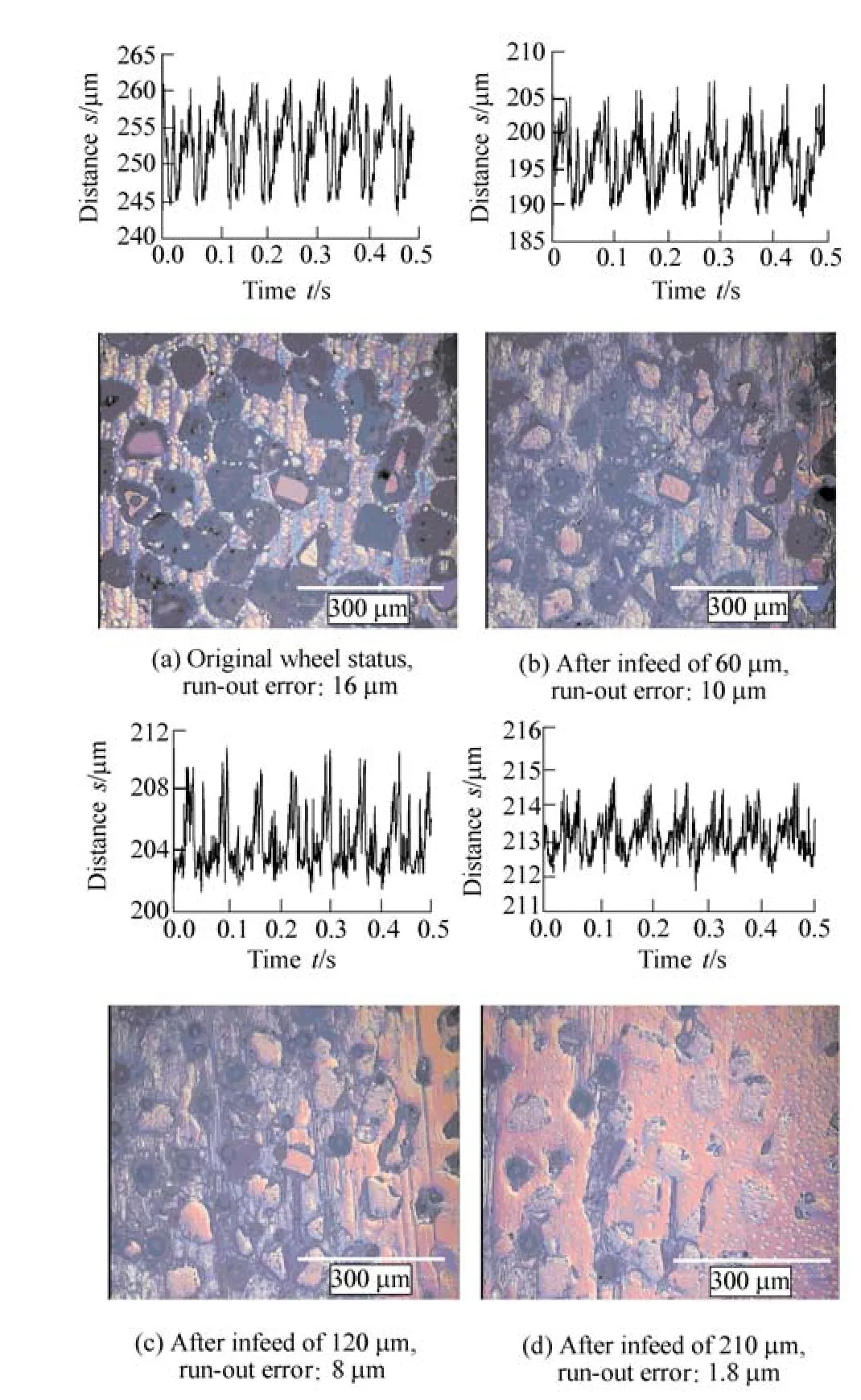
Fig. 6. Run-out error curves and corresponding wheel 2D topographies for the wheel with grain size of 91 μm
The original wheel run-out error was 16 μm because of the wheel manufacture error, while on the original wheel surface diamond grains with different top surfaces and irregular protrusion heights were embedded into the bonding material surface, as shown in Fig. 6(a). After infeed of 60 μm in z direction as shown in Fig. 6(b), the wheel run-out error decreased from the original 16 μm to 10 μm and some diamond grains with bigger protrusion height were involved in the truncating action. As shown in Fig. 6(d), after total infeed of 210 μm a very constant peripheral envelop of the wheel with run-out error of 1.8 μm was obtained which was smaller than the final run-out error of the diamond wheel with grain size of 46 μm, and the great mass of diamond grains were taken part in the conditioning process resulting in flat grain top surface. In addition, from Figs. 6(a)–6(d), the top surface area of single diamond grain involved in conditioning process became larger and larger as the infeed distance increased. Finally, the top surfaces of diamond grains and the bonding material shared the same surface layer.
The wheel was then dressed with ELID system and an Al2O3stick was applied to remove the oxidized layer formed in dressing process. The replicas duplicated from final wheel surface topography were measured by SEM and WLI. Fig. 7(a) indicates diamond grains on the wheel surface have very flat top surface with a certain grain protrusion height as well as no diamond grain was pulled out from the wheel surface. The flattened diamond grains have relative clear and regular edges which can be used as effective cutting edges for grinding. Fig. 7(b) shows the 3D wheel surface topography imaged by WLI. According to the results analyzed by WLI, the average diamond grain protrusion height is 2 μm which is smaller as compared to the conditioned wheel with grain size of 46 μm.
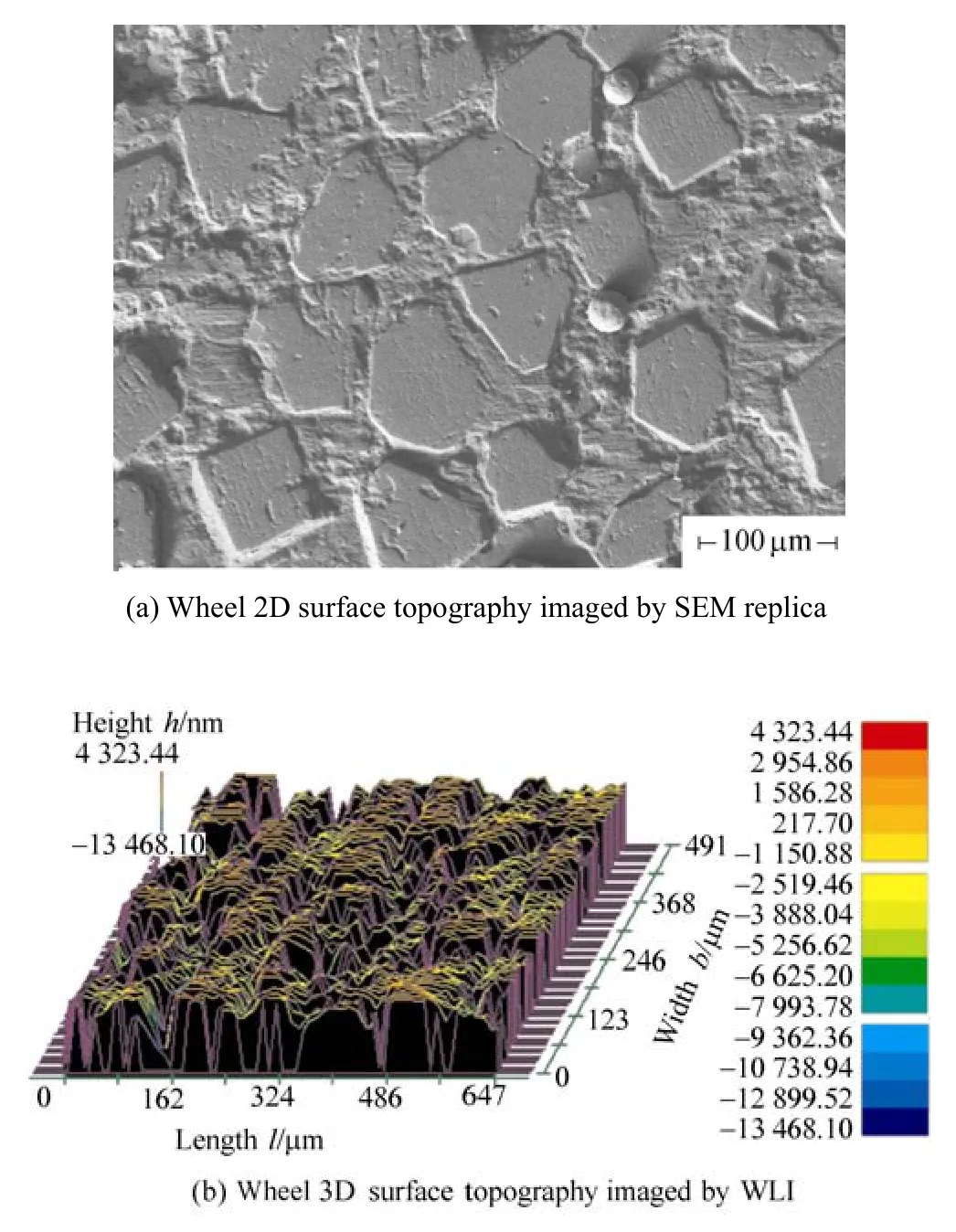
Fig. 7. Final surface topography of the grinding wheelwith grain size of 91 μm
4.1.3 Precision conditioning for the wheel with grain size of 151 μm
The original wheel run-out error of the diamond wheel with grain size of 151 μm was 18 μm. During conditioning process, the wheel run-out error gradually decreased, while top surface area of a single diamond grain truncated by the conditioning diamond wheel with grain size of 91 μm increased with the feeding distance in z direction increased.The truing process ended until the wheel run-out error decreased to 1.9 μm after 200 μm infeed in z direction.Then, the wheel was dressed with ELID system like the conditioning process of the diamond grinding wheels with grain sizes of 46 μm and 91 μm. The wheel surface topography imaged by WLI after dressing is shown in Fig. 8. From the 2D surface topography, it can be seen that the truncating phenomenon of diamond grains on the wheel surface is obvious after the conditioning process. The 3D surface topography indicates every diamond grain on the wheel surface has a very uniform protrusion height as well as flat top surface, and every diamond grain is solidly embedded into the bonding layer. On the basis of the result analyzed by WLI, the average protrusion height of diamond grains on the wheel surface is 8 μm, which is bigger than the conditioned diamond grinding wheels with grain sizes of 46 μm and 91 μm.
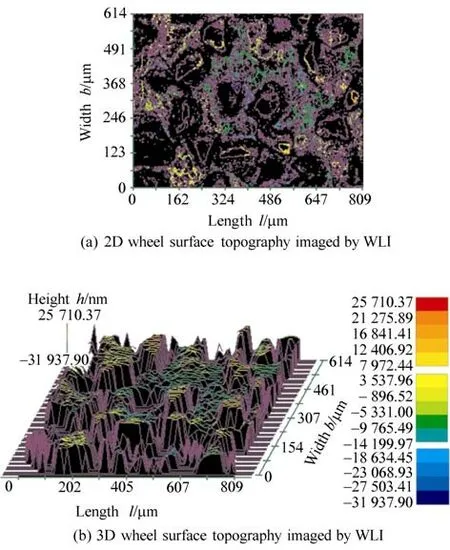
Fig. 8. After dressing the 2D and corresponding 3D wheel surface topography imaged by WLI
4.2 Grinding results of RBSiC
4.2.1 Surface topography analysis
After the conditioning experiments were finished for the coarse grain size diamond wheels, the specimens of RBSiC were ground with the conditioned wheels. The ground specimens generated through grinding process at 2 μm depth of cut were imaged by AFM. Fig. 9 shows the typical surface topography of the ground specimen using the wheel with grain size of 46 μm. It indicates that the ground surface includes three kinds of typical regions marked with arrows: 1 represents the ploughing striations; 2 represents the fractured area; and 3 represents the smooth area. The smooth area and the ploughing striations were generated through chip formation characterized by plastic flow, while the fractured area was generated through chip formation characterized by brittle fracture in the grinding process of RBSiC. Moreover, the smooth area and the ploughing striations share more region than the fractured area on the ground surface. The surface roughness measured by AFM is Ra89.12 nm within the scanning area of 80 μm×80 μm.
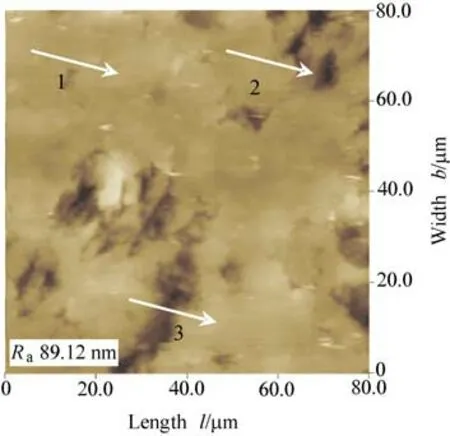
Fig. 9. Surface morphology imaged by AFM on the ground RBSiC using the wheel with grain size of 46 μm
The typical surface topography of ground specimen using the wheel with grain size of 91 μm is shown in Fig. 10.
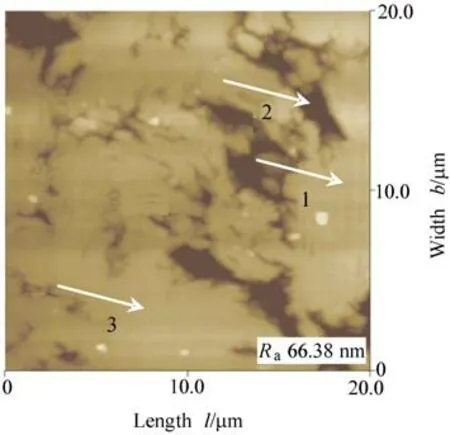
Fig. 10. Surface morphology imaged by AFM on the ground RBSiC using the wheel with grain size of 91 μm
Fig. 10 indicates that the ground surface also includes three kinds of regions marked by arrows. The ground surface is more smooth and regular, and the size of fractured area is smaller as compared to the surface topography shown in Fig. 9. It also reveals that the ground surface is generated through combined material removal mechanisms of brittle fracture and plastic deformation and the plastic deformation plays more important role in the grinding process using the wheel with grain size of 91 μm as compared to the grinding process using the wheel with grain size of 46 μm. Therefore, the surface roughness (Ra66.38 nm) of the ground specimen using the wheel with grain size of 91 μm is smaller than that using the wheel with grain size of 46 μm. This can be explained that the conditioning effect of the wheel with grain size of 91 μm is better than that of the wheel with grain size of 46 μm because the wheel with grain size of 91 μm was conditioned with the same grain size conditioning wheel.
Fig. 11 shows the surface topography of the ground RBSiC using the wheel with grain size of 151 μm. It can be seen that a lot of small pits with different sizes intricately distributes on the ground surface. In addition, the regions of the ploughing striations marked by 2 and the smooth area marked by 3 can be found on the ground surface. The surface topography also reveals that the ground surface is mostly generated by material removal mechanism featuring brittle fracture. The ground surface is less regular and smooth as compared to the ground surfaces using the wheels with grain sizes of 46 μm and 91 μm. This can be explained that the diamond grain of the wheel with grain size of 151 μm is bigger, and the average diamond grain protrusion height of the wheel is higher than that of conditioned wheels with grain sizes of 46 μm and 91 μm,which results in the bigger real depths of cut in the interaction between the specimen and single diamond grain in the grinding process.
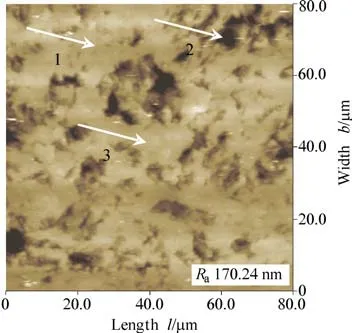
Fig. 11. Surface morphology imaged by AFM on the ground RBSiC using the wheel with grain size of 151 μm
4.2.2 Grinding force in grinding of RBSiC
The grinding force plays an important role in grinding process because it is an important quantitative to characterize the surface damage and material removal mechanism in grinding of brittle material. So, the normal grinding forces Fnand the tangential grinding forces Ftwere measured at different depths of cut in grinding processes using three coarse grain size diamond wheels.The normal grinding forces measured in grinding processes with different depths of cut are shown in Fig. 12. The results indicate that normal grinding force increases with the depth of cut increases for all diamond wheels used. This trend is because the thickness of material removal layer increases with the depth of cut increases. Furthermore, the normal grinding force increases in the grinding process with the grain size of wheel increases. This can be explained that the real contact area between single diamond grain and the specimen increases with the grain size of the used wheel increases, and the wheel with bigger grain size is prone to result in the fractured area generated by brittle material remove mode. In grinding process using the wheel with grain size of 151 μm at depth of cut with 2 μm, the normal grinding force curve and the corresponding tangential grinding force curve are shown in Fig. 13. The ratio of normal grinding force to tangential grinding force is 13.
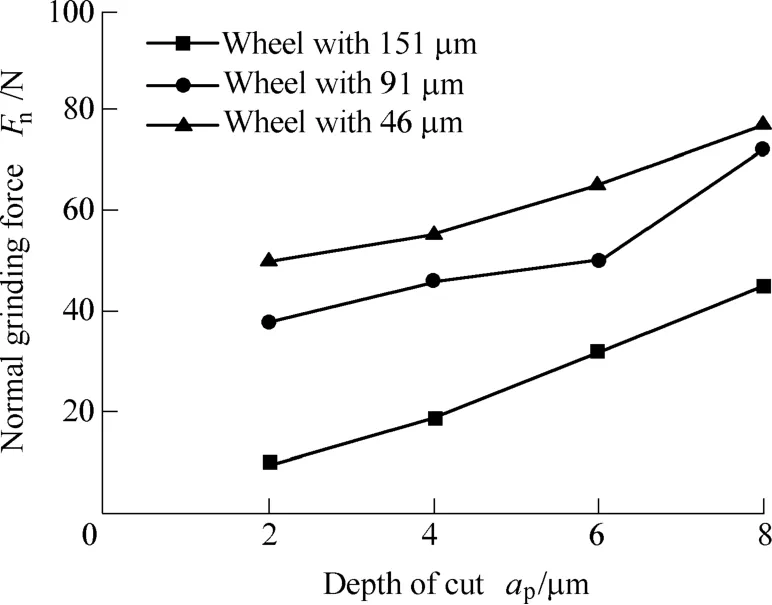
Fig. 12. Normal grinding forces in grinding processes using three coarse grain size diamond wheels
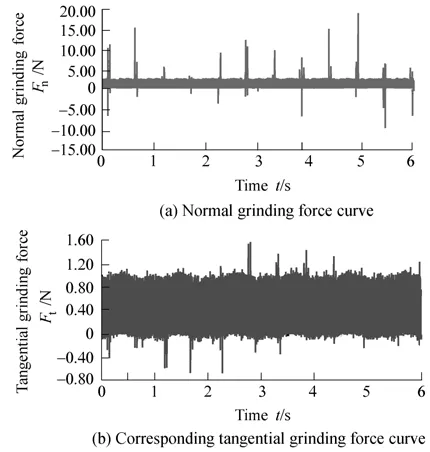
Fig. 13. Grinding force curves in RBSiC grinding process using the wheel with grain size of 151 μm
5 Conclusions
(1) An ELID assisted conditioning technique developed in this paper is feasible to generate the conditioned wheel with the minimized grinding wheel run-out error within 2 µm, constant grain peripheral envelope and required flattened diamond grain top surface for all three grinding wheels used. The grinding wheel with grain size of 91 μm shows the best conditioning effect in terms of conditioning time and conditioned wheel surface topography.
(2) The RBSiC ground surfaces including the smooth area, fractured area and the ploughing striations are generated through material removal characterized by combined brittle fracture and ductile formation. When using the wheel with grain size of 91 μm, the ground surface takes on more smooth and regular as compared to the ground surfaces using other two wheels.
(3) In the grinding process, the normal grinding force increases with the depth of cut increases and the wheel with bigger grain size results in bigger normal grinding force.For the wheel with grain size of 151 μm, the grinding force ratio is greater than 10.
(4) High efficient and low-cost precision grinding of RBSiC in good ground surface quality is feasible to be realized using the monolayer electroplated nickel coarse grain size diamond wheels combined with the developed ELID assisted conditioning technique.
[1] ZHANG Jianhan, ZHANG Yumin, HAN Jiecai, et al. Design and fabrication of large-Scale lightweight SiC space mirror[C]//Proceedings of SPIE. 2nd International Symposium on Advanced Optical Manufacturing and Testing Technologies: Large Mirrors and Telescopes, Xi’an, China, November 2–5, 2005: 1–6.
[2] YAO Wang, ZHANG Yuminm, HAN Jiecai. Machining characteristic and removal mechanism of reaction bonded silicon carbide[C]//Proceedings of SPIE. 2nd International Symposium on Advanced Optical Manufacturing and Testing Technologies -Advanced Optical Manufacturing and Testing Technologies, Xi’an,China, November 2–5, 2005: 1–6.
[3] YAO Wang, ZHANG Yumin, HAN Jiecai, et al. Surface/subsurface observation and removal mechanisms of ground reaction bonded silicon carbide[C]//Proceedings of SPIE. ICO20: Optical Design and Fabrication, Changchun, China, August 21–26, 2005: 1–8.
[4] AGARWAL S, RAO P V. Experimental investigation of surface subsurface damage formation and material removal mechanisms in SiC grinding[J]. International Journal of Machine Tools and Manufacture, 2008, 48(6): 698–710.
[5] JOHNSON J S, GROBSKY K, BRAY D J. Rapid fabrication of lightweight silicon carbide mirrors[C]//Proceedings of SPIE.Optomechanical Design and Engineering 2002, Seattle, WA,United States, July 7–9, 2002: 243–253.
[6] EBIZUKA N, ETO H, DAI Y, et al. SiC ultra light mirror for large space telescope and for extremely huge ground based telescope[C]//Proceedings of SPIE. Optical, Infrared, and Millimeter Space Telescopes, Glasgow, United Kingdom, June 21–25, 2004:1 013–1 017.
[7] DAI Y, OHMORI H, WATANABE Y, et al. Subsurface properties of ceramics for light weight mirrors after ELID grinding[J]. JSME International Journal Series C, 2004, 47(1): 66–77.
[8] ZHAO Qingliang, BRINKSMEIER E, RIEMER O. ELID assisted precision conditioning of coarse-grained diamond grinding wheel[J].Key Engineering Materials, 2008, 364–366: 578–583.
[9] ZHAO Qingliang, XIE Dagang, BRINKSMEIER E. Fabrication of diamond micro tool array (DMTA) for ultra-precision machining of brittle materials[J]. Key Engineering Materials, 2007, 329:737–742.
[10] ZHAO Qingliang, BRINKSMEIER E, RIEMER O. Ultraprecision ductile grinding of optical glass using super abrasive diamond wheel[J]. Key Engineering Materials, 2007, 339: 382–388.
杂志排行
Chinese Journal of Mechanical Engineering的其它文章
- Chemical Mechanical Polishing of Glass Substrate with α-Alumina-g-Polystyrene Sulfonic Acid Composite Abrasive
- Fretting Wear Behavior of Medium Carbon Steel Modified by Low Temperature Gas Multi-component Thermo-chemical Treatment
- Auditory-model-based Feature Extraction Method for Mechanical Faults Diagnosis
- Discrete Stress-strength Interference Model of Reliability Analysis under Multi-operating Conditions