细纱牵伸工艺配置的优化
2010-01-19赵春生王秋霞
赵春生,王秋霞
(河南工程学院,河南郑州 450007)
细纱牵伸工艺配置的优化
赵春生,王秋霞
(河南工程学院,河南郑州 450007)
为了优化细纱机牵伸工艺,文章采用灰色聚类的方法,通过对不同工艺配置方案纺制成的细纱各项质量指标数据进行计算,最后对计算结果进行优化。结果表明:4#方案的工艺参数配置最好。
牵伸工艺配置;灰色聚类;细纱;优化
细纱工序是成纱的最后一道工序,也是影响成纱质量的关键工序。在细纱机的各个机构中,牵伸机构是反映细纱机性能和影响产品质量的重要组成部分。细纱牵伸装置的工艺配置对提高成纱质量有相当重要的作用。细纱牵伸工艺主要包括牵伸倍数、罗拉隔距、加压、粗纱捻系数、胶圈钳口隔距等。这些工艺参数之间具有交互作用,并且它们对成纱质量的影响并没有确切的量化关系,使用数理统计的方法很难得出有效的结论。这是由于牵伸系统是一个信息不完全系统—灰色系统,由灰色系统的理论可知,可以通过“部分”已知信息来实现对系统规律的正确把握和描述。为了探讨牵伸工艺配置对成纱质量的影响,本文采用所研究项目中同一品种粗纱,不同工艺配置纺制成14.8 tex(珍珠/棉 50/50)针织用纱,并对反映成纱综合质量的各项指标进行测试,以灰色系统理论中的灰色聚类分析来对细纱机牵伸工艺配置进行优化。
1 14.8 tex棉/珍珠50/50混纺纱的试纺与测试
1.1 纺纱工艺流程
珍珠纤维:A 002D→A 006C→A 036C→A 092A→A 076C→A 186D→FA 311
棉纤维:A 002D→A 006B→A 036B→A 036B→A 092A→A 076C→A 186D→A 272F→A 191B→A 201E
珍珠/棉:FA 311→FA 311→FA 311→A 454→FA 502
1.2 试验方案及测试结果
使用同一批粗纱在同机台同锭上改变不同的工艺参数进行试纺,基本的工艺参数配置如表1所示,改变的工艺参数见表2,并将全部试纺样品短时期内连续纺完,以减少温湿度等造成的误差,并对成纱后的14.8 tex纱进行综合质量测试,实验仪器采用 YG135E条干均匀度测试分析仪和YG061F电子单纱强力机,测试结果见表2。

表1 细纱工艺配置
2 灰色聚类分析的方法及结果分析
灰色聚类就是将聚类对象对于不同聚类指标所拥有的白化数,按几个灰类进行归纳,以判断该聚类对象属于哪一类。细纱机牵伸工艺的配置参数比较多,比如牵伸倍数、罗拉隔距、加压、粗纱捻系数、胶圈钳口隔距等。本文根据实际情况,选用前罗拉隔距、后区牵伸倍数、隔距块这3个参数来对工艺配置进行优化。根据灰色聚类法,确定聚类元素、聚类指标、典型类别如下:

表2 方案和纱线质量指标测试结果
聚类元素(i):表2中8种方案作为优化对象。
聚类指标(j):表2中6种纱线质量指标作为优化指标,分别记为S1~S6。
典型类别(k):可分为三类,分别为成纱综合质量的好、中、差,用a、b、c表示。
2.1 灰色聚类分析计算
2.1.1 无量纲处理


2.1.2 将测试白化值按典型类别进行区间划分
只知道大体范围而不知道其确切值的数称为灰数。若灰数⊗在α区间内取值,则α区间内的任意数都是⊗的一个可能白化值。在区间内灰数的取值机会不一定均等,白化权函数表示这种机会的多少。白化权函数根据具体问题而定,这是问题的关键。已知条干CV值、单强CV值、细节、粗节和棉结越小越好,单纱强度值越大越好,显然经过无量纲处理后也遵循同样的道理。根据这个特点定出灰数白化区间,如表3所示。
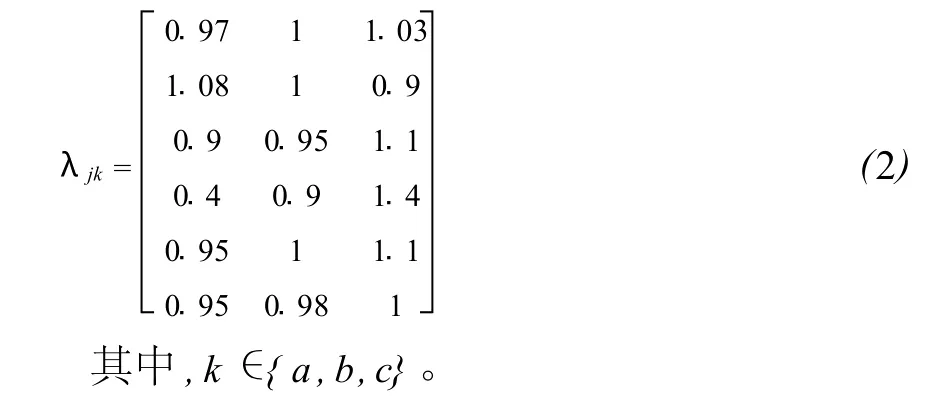
根据白化权函数,定义λjk为j聚类指标k典型类别的边界值,见式(2)。
2.1.3 将聚类指标j针对典型类别k规定功效函数γjk()
功效函数的规定有多种方法,除了常用的估算法和直线插值法外,灰色系统理论研究者还设立了不少方法,本文采用了扩值超1法,经过计算可以得到好、中、差的功效函数矩阵。
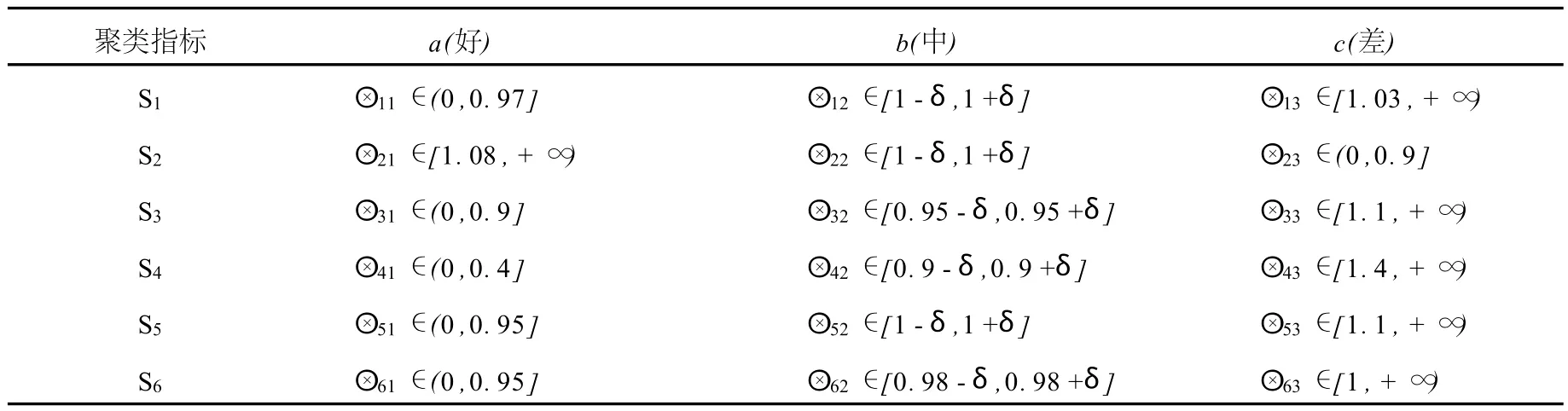
表3 灰数白化区间表
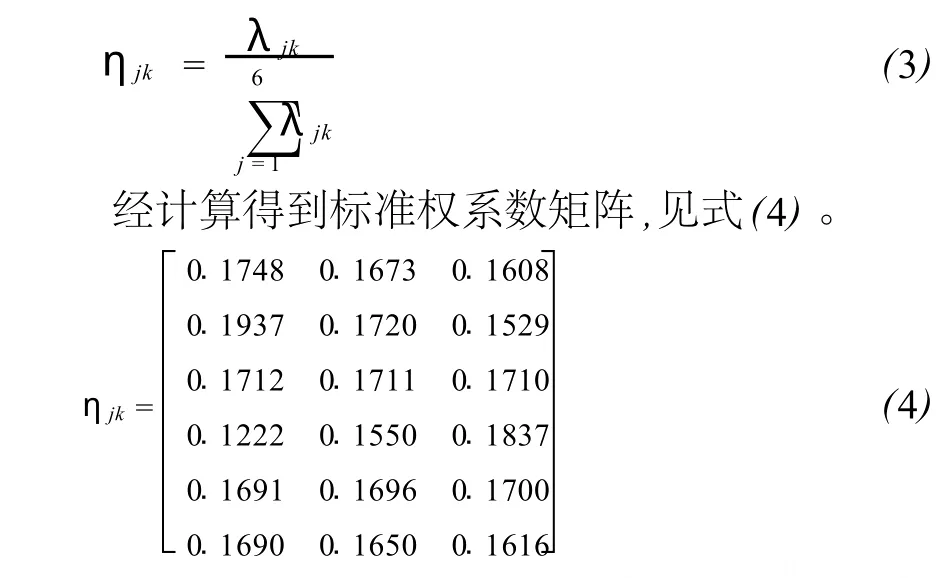
2.1.4 确定标准权
根据边界值λjk的定义,按式(3)可以算出j类指标k典型类别的标准权系数。
2.1.5 确定实际权并构造聚类系数矩阵

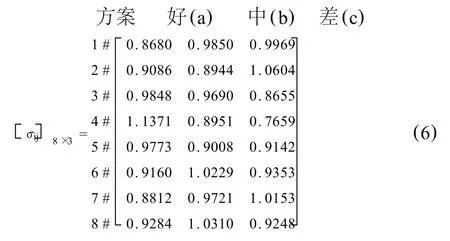
2.2 结果分析
从式(6)的计算结果可以看出,方案4#的工艺配置所制成的纱线综合质量最好;方案2#、7#的纱线综合质量最差。
3 结束语
3.1 前罗拉隔距与隔距块的大小,关系到前区牵伸力与握持力的配置,从理论上讲越小越好,这样可缩小前区浮游区长度,加强对纤维运动的控制,改善成纱条干,但过小会引起牵伸力过大,造成牵伸不开,因此应合理配置。
3.2 后区牵伸是细纱总牵伸的一个部分,主要作用是为前区做准备,使喂入前区的须条具有结构均匀和一定的紧密度,以充分发挥胶圈控制纤维运动的作用,从而减少粗细节,增加条干均匀度。从计算结果可以得出方案4#(18 mm×1.24×2.5 mm)的工艺配置最好。
[1] You Huh,Jong S.Kim.Effects of Material Parameters and Process Conditions on the Roll-drafting Dynamics[J].Fibers and Polymers,2006,7(4):424—431.
[2] AUDIVERT R.The relation between the drafting force,draft,and setting in the roller-drafting of staple-fiber slivers[J].J Textile Inst,1974,(65):325—327.
[3] GRISH IN P F.A theory of drafting and its p ractical application[J].J Textile Inst,1945,(36) :167 —267.
[4] 郁崇文,汪军,王新厚.工程参数的最优化设计[M].上海:东华大学出版社,2003.
[5] 汪学骞,王智等.针织物透湿性能的灰色聚类分析[J].纺织学报,1991,12(2):60—62.
Optim ize Draft Processing Configuration of Spinn ing Process
ZHAO Chun-sheng,WANG Qiu-xia
(Henan Institute of Engineering,Zhengzhou 450007,China)
To op timize Spinning draft p rocess,series of index were obtained though spinning w ith different draft p rocessing configuration.The data of yarn quality w ere calculated by gray clustering and the result were op timized.The result show s that the p lan 4#is the best.
draft p rocessing configuration;gray clustering;spinning;op tim ize
TS114.2
A
1009-3028(2010)02-0005-03
2010-02-05
河南工程学院青年基金项目(Y2007033)
赵春生(1973—),男,河南项城人,讲师。
