陶瓷衬垫在集装箱焊接生产中的应用
2009-09-18孙广齐于华楠
孙广齐 于华楠
0 引 言
由于原材料价格的持续上涨,不锈钢产品的制造面临很大的成本压力。为了有效解决这一问题,提出对近海罐柜不锈钢罐体的支撑裙座采用不锈钢(0Cr18Ni9)加碳钢(Q345D)的连接方式,并针对该产品焊接结构的特点,提出采用自动熔化极气体保护焊(GMAW)、背面粘贴焊接陶瓷衬垫的方式,在满足焊接质量要求的同时,提高焊接生产效率。
1 原材料的化学成分及力学性能
在这种焊接方式中使用的原材料的化学成分及力学性能见表1—3。
表1 焊丝ER309(AWSSFA5.9)的化学成分及力学性能
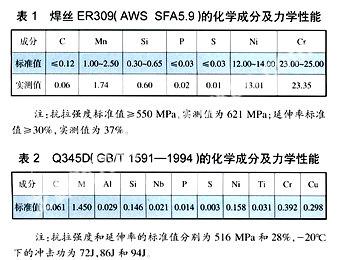
注:抗拉强度标准值≥550 MPa,实测值为621 MPa;延伸率标准值≥30%,实测值为37%。
表2 Q345D(GB/T 1591—1994)的化学成分及力学性能
注:抗拉强度和延伸率的标准值分别为516 MPa和28%, 20℃下的冲击功为72J,86J和94J。
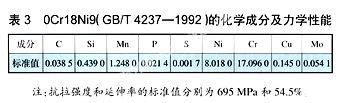
表3 0Cr18Ni9(GB/T 4237—1992)的化学成分及力学性能
注:抗拉强度和延伸率的标准值分别为695 MPa和54.5%。
2 焊接工艺
清除待焊试板坡口周围范围内的油污和锈蚀,按要求组对点焊。剥去衬垫两侧的防粘纸条,将其正面或背面的中心线对准焊缝间隙中心,捋压衬垫块两侧的铝箔胶带,使衬垫块紧密地贴在焊件接头的钢板上。装贴衬垫前,应清除待焊接头两侧贴衬垫区域的锈迹、污物和水汽等,确保粘贴牢固。然后进行自动GMAW焊接,焊后清除飞溅物并清理衬垫。
具体焊接参数如下:(1)母材:304不锈钢(0Cr18Ni9)和碳钢(Q345D), =;(2)焊材:不锈钢焊丝(ER309), =;(3)焊接衬垫:陶瓷(MY211);(4)焊接电流:160~;(5)焊接电压:20~;(6)极性:DCEP;(7)保护气体:Ar占97.5%,CO2占2.5%;(8)气体流量:15~20 l/min;(9)过渡方式:短路过渡和喷射过渡;(10)焊接位置:水平固定;(11)焊前预热:无;(12)焊后热处理(PWHT):无;(13)焊接设备:TPS 5000/TS 5000(Fronius数字化MIG/MAG焊机)。
3 检测结果
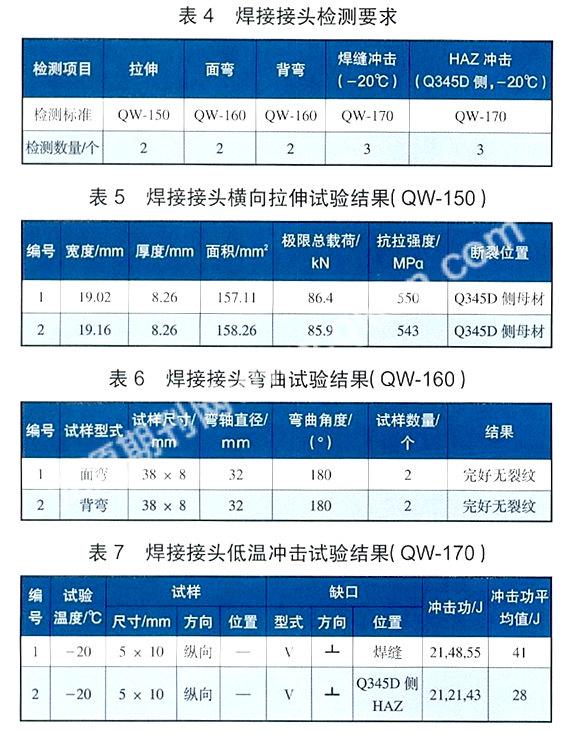
按照表4所示的检测要求,对焊接接头进行横向拉伸、弯曲和低温冲击试验,试验结果见表5—7。
表4 焊接接头检测要求
表5 焊接接头横向拉伸试验结果(QW-150)
表6 焊接接头弯曲试验结果(QW-160)
表7 焊接接头低温冲击试验结果(QW-170)
从横向拉伸、弯曲和低温冲击试验结果来看,焊接接头的性能完全满足产品要求。
4 工艺分析
(1)GMAW(MAG)焊接工艺特点 加入氧化性气体,可有效提高电弧燃烧和熔滴过渡的稳定性,降低飞溅,减少焊接缺陷,焊接效率高,焊接成本低。
(2)异种钢焊接工艺特点 主要是控制线能量,采用小电流快速焊等措施有效降低焊缝的稀释率。
(3)焊接用陶瓷衬垫的特点 焊接用陶瓷衬垫适用于船舶、石油、化工、机械和桥梁建筑等行业的钢结构焊接建造,可实现单面焊双面成型,从而大大提高生产效率,其优点体现在:焊缝根部省去气刨、打磨、封底焊及焊件翻身等工序,可节约大量熔敷焊接材料;焊缝坡口易于加工;对焊缝装配精度的适应性较好;重量轻,安装方便,柔性较好,可在全位状态下粘贴;可按所需长度折断使用,避免浪费;抗潮湿性能强,为焊缝熔化金属提供低氢环境,焊接熔池清澈,背面成型圆滑饱满;电弧燃烧稳定,飞溅较少,焊缝成型表面光洁,焊脚整齐。
(4)Fronius数字化MIG/MAG焊机 与其他焊接设备不同的是,Fronius数字化MIG/MAG焊机采用添加2.5% CO2气体的专家系统,焊接质量远优于添加2% O2混合气体的焊接设备。
(编辑:张 敏 收稿日期:2009-05-08)
