高线瑞典SUND/BIRSTA打包机典型故障分析与排除
2009-06-15苏昊
苏 昊
摘 要:分析了打包机运行过程中的典型事故,提出了改进和调整方案并实施,排除了故障并创造了可观的经济效益。
关键词:打包机 卡线 扭结故障 改进
1.概述
打包机作为高线的精整设备,是一种设计独特、结构复杂、控制精密的盘卷打包设备,它的运行状况的好坏将直接影响到盘卷的表面质量、包装质量和生产的顺行。
我厂在1995年初,由瑞典SUND/BIRSTA公司进口了两台PCH-4KNA型打包机,运行至今已经有十几个年头了。从2007年初,由于设备老化、使用不当、进口备件国产化等多方面因素累积,导致打包机进入了一个事故多发期。
本人近年来一直负责包括打包机在内的所有精整设备的维护和检修工作,通过长期地摸索和实践,对打包机的事故备件进行了不同程度地改进和调整,彻底杜绝了打包机运行过程中多发的卡线和扭结故障。
2.卡线
2.1打包头卡线
2.1.1活动剪刃卡线
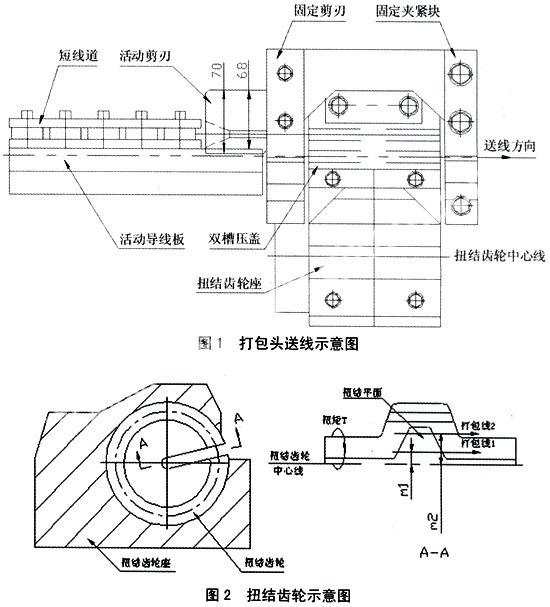
线卷打包时,在送线过程中,打包线经过弯曲导槽进入打包头,依次经过短线道、活动剪刃、固定剪刃、双槽压盖、固定夹紧块、活动夹紧块,打包线头部经常卡在活动剪刃处,如图1所示。经分析,卡线的主要原因是短线道与活动剪刃之间间隙过大、活动剪刃的基准面高于短线道的基准面。处理方法:将活动剪刃基准面的高度由原来的70mm降低到68mm,并减小短线道与活动剪刃之间的间隙,从而消除了活动剪刃卡线的事故。
2.1.2双槽压盖卡线
打包线头部经过活动剪刃后,还会经常卡在双槽压盖处。卡线原因是扭结器摆动轴与打包头本体间的间隙较大,扭结结束后,扭结器与打包头本体有相对转动,导致打包线再次穿线通过扭结齿轮时,被错误导向而出现卡线。处理方法:在摆动轴与打包头本体之间加装特制耐磨调整垫,将其间隙调整到0.15mm的范围内,大大地减小了扭结器与打包头本体之间的相对转动,使打包线能够顺利通过扭结齿轮进入双槽压盖,避免了卡线。
2.2线道卡线
2.2.1外线道和中心线道卡线
活动线道长时间工作后出现变形,使打包头出线口与外线道入口、活动线道内线道出口与中心线道入口的中心线无法对正,导致打包线频繁卡外线道及中心线道。处理方法:线道矫正更换后,加工尺寸不一的调整垫,进行如下调整。首先,将活动线道的外线道与打包头出线口的中心线对正;其次,将内线道出口加垫调整,使其与中心线道的中心线对正;内、外线道都找正后,线道底座与打包机本体间会出现间隙,将间隙测量后加垫调整,使其间隙消除;最后,将线道托轮与线道滑板间的间隙调整到2mm范围内,至此,线道调整完毕。这样调整后,外线道和中心线道基本上不再出现卡线事故。
2.2.2线道衬板卡线
在打包过程中,经常会出现打包线从线道盖板里窜出或卡在线道里,不送线的现象,这是因为打包线在线道里送线受阻而造成的。衬板在加工过程中因材质和加工精度的问题,使衬板与衬板之间出现高度差异,因而使打包线卡在线道衬板上。处理方法:将衬板与衬板之间连接处依次沿送线方向打坡口,使衬板与衬板之间过渡圆滑,消除了高度差异,并将线道盖板与衬板之间的间隙调整为2.5mm,这样就解决了线道衬板卡线和窜线的事故。
3.扭结故障
3.1 打包线扭断
自2007年下半年开始,打包机在打包过程中,频繁出现打包线扭断扣故障,经多次研究、不断试验,我发现扭断扣是一个综合性故障,不仅与打包线及扭结齿轮有关,而且还与扭结器摆入的位置及齿轮的转速有关系。我通过以下几个步骤,最终解决了这个长时间困扰我们的难题。
① 将扭结齿轮内部扭结面的棱角打磨光滑,使其与打包线接触良好,避免应力集中。
② 由于扭结器马达的输出扭矩是恒定的,由《机械设计》可知扭矩T=N·m,当扭结器摆动到不同的位置时,将导致打包线在扭结齿轮里所处的位置也不同,也就是扭转力臂m会过小(m1)或过大(m2),这样就会造成扭结力的过大或过小,使打包线出现扭断或松扣。我们通过调整相应限位开关的位置,准确控制扭结器的摆动位置,并调节马达的输入流量控制马达的转速,从而更准确地将扭结力的大小控制在合适的范围内,彻底消除了该故障。
3.2扭结辊卡死
盘卷打包的关键就在于打包线穿过盘卷,头与尾重叠后的扭结成扣,而打包头上的扭结辊就是完成这个关键动作的。由于打包线上氧化铁皮和粉尘比较多,扭结辊的动作比较频繁,扭结装置结构紧凑、各部分间隙很小,所以经常导致扭结辊的回转部位被杂物堆积卡死,不能扭结绳扣。
我通过多次试验后,在扭结辊润滑的油雾块上增加一个压缩空气的通道,用压缩空气吹扫回转部位,再疏通好油雾润滑管路,保证扭结辊润滑良好,从而解决了这个困绕我们多时的问题。
4.改进后的效果
加装了风吹扫的扭结辊的使用寿命得到了延长,由原来的每个月更换8件备品,变为现在每个月更换4件备品,以每件3856元计算,每年节约备件费用185088元。
通过长期不断地努力,打包机的作业率不断提高,事故时间大大降低。2007年,打包机全年事故时间为4.75小时;2008年,打包机全年事故时间降低到55分钟,为建厂以来最好水平;按每小时90吨钢计算,08年就为厂里挽回了344.7吨钢的产量,创造经济效益累计124万多元。◆
