中宁黄河特大桥钢桁梁中厚板焊接工艺
2009-06-08向俊
向 俊
【摘要】 对国产桥梁用钢Q370qE进行了焊接工艺研究,通过对16~36mm中厚板的各种焊接接头型式的焊接工艺试验,总结出了Q370qE中厚板焊接工艺参数,可供类似工程参考。
【关键词】 Q370qE;钢焊接;焊接工艺评定;力学性能;焊接参数
一、钢桥焊接结构概况
1.工程概况
中宁黄河特大桥是太(太原)、中(中宁)、银(银川)铁路控制性工程,位于宁夏回族自治区中宁县境内,是国内目前最长的黄河特大桥,属国家重点工程。中宁黄河特大桥全桥长4459米,118个敦台,其中全桥有6跨L=96m双线简支钢桁梁。钢桁梁采用无竖杆三角桁架,桁高12.3m,节间长度12m,主桁中心距11.2m。
2.焊接结构形式
中宁黄河特大桥栓焊结构主要由主桁、横梁、纵梁、上平联、横联五个部分组成。主桁、横梁、纵梁设计材质Q370qE,焊接接头-40℃冲击值不得低于《桥梁用结构钢(GB/T714-2000)》钢材标准。
主桁箱型杆件盖板与竖板的棱角接头为开坡口部分熔透焊缝,熔透深度在13~28mm之间,且附加焊角高度不小于5mm。
横梁箱型杆件的盖板与竖板棱角接头为开坡口部分熔透焊缝,熔透深度12mm。横梁与纵梁联接的连接板为部分熔透角焊缝,横梁上盖板与纵梁端部上盖板对接全熔透工地焊接。纵梁两端上盖板与横梁上盖板对接全熔透工地焊接。
3.设计选用钢材标准
设计采用Q370qE钢材,技术条件满足《桥梁用结构钢》GB/T714-2000要求。
Q370qE钢板,设计文件要求,钢板应正火状态交货,钢板冲击韧性:板厚>24mm时,-40℃时Akv应大于120J;厚度小于或等于24mm时,-40℃时Akv应大于100J。性能优越的耐寒材料保证了低温条件下大桥的质量。
4.焊缝力学性能要求和焊接工艺评定试验规定
(1)焊缝强度:对接焊缝、角接焊缝屈服强度、抗拉强度不低于基材标准(GB/T714-2000)。
(2)焊接接头韧性:对接焊缝及受拉的开坡口的角接焊缝,-40℃时的却贝冲击功不小于41J;角接及棱角接焊缝,-30℃时的却贝冲击功不小于34J。
(3)焊接接头冷弯:对接焊缝180°冷弯不裂。
(4)焊缝伸长率:δ=6~16mm时δ5≥21%,δ>16mm时δ5≥20%。
二、焊接方法及焊接材料的力学性能
1.焊接方法
本桥采用埋弧自动焊、药皮焊条手工电弧焊和富氩混合气体保护焊完成此结构的焊接工作。
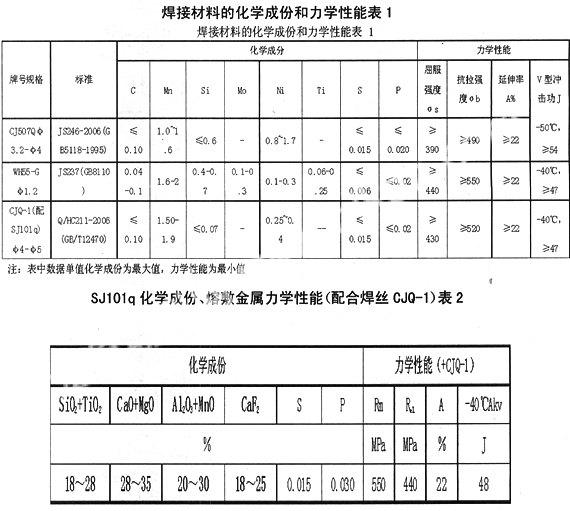
2.焊接材料的化学成份和力学性能
焊接材料的化学成份和力学性能,见表1、表2。注:①表中数据化学成份为最大值,力学性能为最小值。②表中数据供货单位提供。
3.焊材力学性能与母材力学性能的比较
选用的焊接材料力学性能均匹配设计母材,焊接材料力学性能满足要求。
三、试板接头形式及焊接条件
1.试板接头形式及施焊工艺参数
根据设计文件和《铁路钢桥制造规范》(TB10212-98)的规定,结合本桥结构的焊接接头形式及拟采取的焊接方法。焊接工艺评定,选出7组试板,分别对对接接头、T形接头、箱形棱角接头三种形式进行评定试验。焊接试验接头型式、方法、材料和拟定的焊接参数表3。
2.试板的焊接条件
试件采用火焰切割下料,坡口采用火焰切割,用砂轮打磨光顺。坡口角度误差±5°。试件焊接选择操作技能较好的焊工进行,施焊地点在室内。
焊接均采用直流电源,工件接电源负极。焊前对工件进行了预热,预热温度80-100℃。焊接为多道焊,层间温度未超过150℃。焊接背面的清理采用碳弧气刨清根,砂轮打磨的方法。焊接电流、电压及速度,按初步作业指导书进行。
焊条和焊剂在使用前进行烘干,烘干温度300~350℃,并保温2小时后取用。
3.试板的焊缝检查
(1)外观质量
试件焊缝外观成型良好,未见裂纹、夹渣,未熔合、未填满弧坑和焊瘤等缺陷。
(2)内部探伤
试件焊接完成24小时后,均进行超声波探伤。对接接头质量水平达到《铁路钢桥制造规范》规定的Ⅰ级要求;3#、4#、6#角接头达到Ⅱ级要求。
4.焊接试验结果汇总及数据分析
焊接接头力学性能试验委托中国船舶工业武汉材料与结构试验检测中心进行性能试验。试验结果汇总及分析见表4。
5.试验结论
本桥焊接工艺试验通过了专家评审组的评审,评审认为:焊接工艺评定试验,选择Q370qE钢7组有代表性的焊接接头,采用拟定的初步焊接工艺进行施焊。经检验,试件焊缝金属拉伸、接头拉伸、接头冲击和弯曲试验结果均符合设计文件和《桥规》中关于试验验收要求,各项力学性能试验结果均大于基材标准。各试件的宏观酸蚀试验,均未发现裂纹、未熔合、夹渣、未填满弧坑和焊瘤等缺陷。硬度试验结果,最高硬度为HV222,未超过HV350的规定。
拟定的焊接工艺基本合理,各项试验结果均满足设计和《桥规》要求,拟定的焊接工艺可以作为正式工艺应用于实际产品焊接。
参考文献:
[1]陈祝年.焊接工程师手册.北京:机械工业出版社,2002
[2]马立鹏,徐向军.武汉天兴洲公铁两用长江大桥焊接工艺评定实验.钢结构杂志论文集,2008
[3]哈尔滨焊接研究所.14MnNbq钢焊接材料、焊接工艺试验研究[R].哈尔滨:哈尔滨焊接研究所,1998
