基于DSP的经编机电子横移系统探讨
2009-02-26李永虎夏风林蒋高明
李永虎 夏风林 蒋高明
文章提出一种经编用的基于DSP电子横移系统。以DSP控制器为控制核心,工控机为系统支持,交流位置伺服系统和滚珠丝杠为执行机构,光栅反馈装置为检测装置,实现了经编机电子横移的准确执行和花型变换、参数修改的快速完成,希望能为国内经编机的机械式梳栉横移机构向电子梳栉横移机构的改造提供一定的理论支持。
In this paper, the authors put forward electronic lapping system on warp knitting machine based on DSP. As for the system, the authors used DSP controller for core control, IPC for support system, AC position servo systems and ball screw for executing agency, and grating feedback device for detection device, which realized accurate implementation of electronic lapping system, rapid completion of patterning transformation and modifying parameters.
近 10 年来,国外经编机的自动化水平有了明显的提高,在新型经编机上普遍采用了自动化技术,尤其是现在许多先进的新型经编机都已采用了电子横移系统。该系统具有花型变化快、操作方便等优势,但国内对这方面的研究还不够深入。本文将对一种基于DSP的电子横移系统进行研究,以便为国内经编机用电子梳栉横移机构的开发与性能优化提供一定的理论支持。
1经编机电子横移系统的工艺
要求
经编机主轴一转,进行针前、针背两次横移,在导纱针进入针平面和离开针平面的这段时间内,梳栉不允许横移。这样,横移运动必须实现“运动 – 停止 – 运动”的反复过程,这对电子横移系统提出了很高的要求。
1.1高定位精度
经编机电子横移系统要求高精度的定位,主要由横移距离小决定的。根据不同的机号,横移的距离是不同的。以RSE5 EL型、机号E32的经编机为例,每一针距的横移量为0.793 75 mm,除去容纱间隙,则针间多余的间隙只有 0.057 mm。可见,经编机的横移运动要求很高,不仅每一次横移要求运动准确,而且在数次横移后不允许产生累积误差。横移运动不准确会使纱线表面产生毛羽,影响布面质量,严重时会产生撞针等现象。
1.2高响应速度
由于梳栉横移时间极短、频率很高,所以电子横移要有很高的响应速度。经编机一个成圈过程中允许针前横移的角度一般在 44°左右,时间只有几毫秒到几十毫秒。
1.3高稳定性
电子横移系统的高定位精度和高响应速度,且梳栉横移在导纱针进入和离开针平面的这段时间内不允许横移,针前和针背横移的时间极短,这些就要求其在长时间运行的过程中要有很高的稳定性。
2经编机电子横移系统的控制
原理
经编机电子横移系统的整体控制原理如图 1 所示。在产品设计时,一般首先由花型设计系统(经编CAD)进行花型设计与效果仿真,设计完成的花型通过USB接口从上位机输入织物的花型信息,上位机进行数据处理后通过CAN总线与横移运动控制卡进行数据交换,将横移的信息存贮到控制卡上,再从主轴信号装置上得到横移使能的信号。当织针可以进行针前或针背横移时,运动控制卡接收到主轴光电编码器的位置信号,并向伺服驱动器按一定的频率发送脉冲/方向的指令脉冲信号,由此来决定横移量和横移的速度,驱动器驱动伺服电机进而经过滚珠丝杠实现横移运动。由电机内置编码器将电机位置转换为位置脉冲信号,传送至伺服驱动器作为半闭环反馈的信号;横移的实际位置由光栅反馈装置进行检测,运动控制卡将检测到的位移和命令位移进行比较和误差的补偿,这样就构成了一个全闭环控制系统,从而保证横移的精度。
3经编机电子横移系统的硬件
结构
3.1上位机
上位机主要由工控机和触摸屏组成。工控机的作用是接受来自横移控制卡和CAN卡线上各伺服控制器的数据信息,并进行数据分析和处理后向控制卡发送指令脉冲,通过触摸屏完成对系统状态的检测、显示、花型新建、修改、加载和参数设定等。

3.2电子横移控制卡
横移控制卡接受CAN卡线的通讯、主轴位置信号和横移使能信号,并根据垫纱数码等花型信息经调节和变换后发出脉冲信息,以使驱动器驱动伺服电机按照工艺要求进行旋转运动。
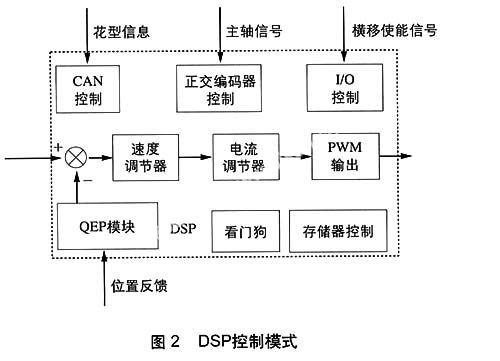
电子横移系统要达到很高的响应速度,因而选用了高性能的DSP控制器作为横移控制卡的控制核心。DSP微处理器每秒 3 000 万条指令的处理速度,远远超过传统的 16 位控制器和微处理器的性能,其控制模式如图2 所示。上位机花型信息、主轴信号、横移使能信号分别进入DSP控制器的CAN控制、正交编码器控制和I/O控制后,这 3 种信号(位置信号)先存储于DSP的存储器内。而后,位置信号通过速度调节器和电流调节器产生脉冲调制信号(PWM),即一系列脉宽不断变化的脉冲,这些脉冲在几个有固定长度的周期内展开,每个周期内有一个脉冲。位置信号的传输速度很快,为了保证横移的精度,需要对指令脉冲和反馈脉冲数进行比较。
脉冲的反馈通过DSP控制器的QEP模块进行,QEP模块对光栅反馈装置检测到的位移信号进行采集,将光栅产生的正交编码脉冲信号a、b输入到DSP控制器的QEP引脚。QEP1和QEP2分别用来接光栅反馈装置的脉冲信号a、b,它们作为反馈脉冲定时器 T2 的时基。定时器 T2 对a、b脉冲的每个上升和下降沿都进行计数,每来 1 个上升沿或下降沿时,T2 的计数器就加 1 或减 1 计数。反馈脉冲个数用CAP3模块来捕获,它和捕获驱动信号T1PWM(采样周期 T1 内T1PWM 引脚上产生的跳变信号),当CAP3 引脚上出现跳变时,就将 T2 定时器的计数器中的数值与指令脉冲计数器 T3 在同一采样周期 T1 内产生的脉冲数进行比较,经运算和补偿后得到一定的电压给驱动器,驱动器将电机位置递增到命令位置来纠正位置误差,以实现无误差定位,进而实现梳栉的准确横移。
3.3交流伺服系统
3.3.1 交流伺服及其控制模式
交流伺服系统有速度模式、位置模式和转矩模式等3种模式,在经编机电子横移控制系统中,无法通过速度控制来实现系统的精确定位,而在转矩模式下软件的实现显得特别复杂,因此采用位置模式来实现精确的位置定位。
在电子横移系统中,运动控制卡发出指令给交流伺服驱动器,驱动器通过一定计算后给交流伺服电机以一定的电压,驱动电机运动,伺服电机再通过电机内置的编码器向伺服驱动器反馈脉冲,这样就在伺服控制系统内部实现闭环控制,保证了系统的可靠性。
3.3.2电子齿轮的设置
在位置控制模式下,运动控制卡向驱动器发送的指令脉冲信号包含了电机运动的位置和方向信号,当指令脉冲当量与位置反馈脉冲当量不一致时,就必须采用电子齿轮进行调节,使得指令脉冲当量与反馈脉冲当量一致。指令脉冲的频率决定了电机的速度,指令脉冲的个数决定了电机的位移。当指令脉冲的个数和方向一定时,可以通过伺服电机电子齿轮的功能来对电机输出的转角进行控制。
用以下方式对电子齿轮的齿数比进行设置:设梳栉横移一针距的距离为Pb(mm),电机编码器的分辨率Pt(脉冲/r),并经 4 倍频使用,则反馈脉冲当量 ∆M 为:

设指令脉冲当量为 ∆L,则电子齿轮的齿轮比为:

其中A和B分别为电子齿轮比的分子和分母,都可以单独在一定的范围内进行设置。当需要设定的电子齿轮比不是整数时,要把齿轮比的分子和分母尽量设的大一些,以减少系统的误差。就目前的交流伺服系统而言,齿数比要满足下面的限制条件:0.01 ≤ A/B ≤ 100。
3.4机械执行机构
机械执行机构主要由滚珠丝杆、顶杆、钢丝弹簧和梳栉等组成。滚珠丝杠把电机的旋转运动转化为直线运动,通过顶球推动顶杆向机尾运动,由弹簧钢丝拉伸向机头横移。有资料证明,滚珠丝杠在导程为 6 mm、滚珠直径为 3.527 mm、滚珠数为 46 个时传动精度高,使用寿命长,所以本系统采用上述参数的滚珠丝杠。顶杆长度为 490 mm,Karl Mayer(卡尔・迈耶)公司生产的高速经编机均采用这种尺寸的顶杆。经计算对于 32 针/25.4 mm的机器,导纱针在针间的偏差仅为 0.003mm。
3.5主轴信号装置和光栅反馈装置
主轴信号装置根据针前、针背、零位的顺序发生触发,并发出横移使能信号给控制卡。主轴信号装置上安装有光电编码器,它检测主轴的转速及主轴位置,以使控制卡得到对应的横移垫纱数码,并进行相应的位置信号输出。由于绝对式旋转编码器可根据旋转轴的任一位置输出一个固定的、与之相对应的数字码,可精确地得到主轴的位置信息,因而本系统选用绝对式旋转编码器作为主轴信号装置。
光栅反馈装置对梳栉的实际位移进行适时检测并反馈给运动控制卡,在运动控制卡内实际位移与设定值相比较确定位置差值,再由控制程序根据位置偏差值进行补偿,进一步确保了梳栉横移位置的精度。光栅作为系统的位置检测元件,其分辨率和精度对整个系统的精度有很大的影响。选择分辨率高的光栅,提高光栅测量系统的安装精度和稳定性可以有效提高整个横移系统的运动精度。
4经编机电子横移系统的软件
实现
4.1上位机控制程序
上位机控制程序采用模块化的设计思路,借助于高级编程语言,完成对系统的通讯、显示、诊断、花型软件的输入、修改、加载以及人机界面管理,包括文件CAN通讯模块、状态监测和显示模块、文件管理模块、参数修改模块等。

4.2DSP控制程序
DSP控制程序(图 3)采用了交流伺服电机常用的空间矢量控制算法,利用DSP的高速数字处理能力产生PWM(脉冲调制信号)波形,包含看门狗、QEP检测模块、比较和补偿模块、PWM波发生模块等。看门狗主要用于系统的掉电检测和电机的保护;QEP模块主要采样收集光栅反馈位置信号;比较和补偿模块根据上位机通讯的指令脉冲和反馈脉冲进行比较,进而由一定的算法进行必要的补偿;PWM(脉冲调制信号)发生模块把经过运算和补偿后的脉冲进行一系列的变换和PI电流调节后得到一定方向、频率和波长的PWM信号,以使驱动器驱动交流伺服电机按一定的转向、速度转过规定的角度。
5结语
基于DSP的经编机用电子横移系统充分发挥了DSP控制器超强处理速度的优势,采用了DSP、交流伺服和高精度反馈光栅等组成的全闭环位置控制系统,实现了横移系统的快速响应性、运动精确性和运行可靠性。
