不锈钢冷轧润滑油的研制与应用
2009-01-18马永宏郑延波曹进郭槐王超
马永宏 郑延波 曹 进 郭 槐 王 超
摘要:介绍了不锈钢冷轧工艺的特点,同时对该过程使用的冷轧油性能进行了要求;剖析了广泛使用的不锈钢冷轧油S-60,暂定了研制质量指标。通过对基础油及添加剂的筛选,确定了适合制备冷轧油使用的基础油及添加剂。最后通过退火清净性、润湿性能、储存稳定性及轧机实验,对产品综合性能进行了考察与评价。结果表明:研制的昆仑不锈钢冷轧润滑油与S-60的理化及使用性能相当。
关键词:不锈钢;冷轧;润滑油
中图分类号:TE626.39 文献标识码:A
The Development and Application of Cold-Rolling Oil for Stainless Steel
MA Yong-hong1, ZHENG Yan-bo1, CAO Jin2, GUO Huai3, WANG Chao3
(1.PetroChina DaLian Lubricating Oil R&D Institute,Dalian 116032,China;2. PetroChina East China Lubricant Marketing Company,Shanghai 200122,China;3. PetroChina Centre-South China Lubricant Marketing Company,Guangzhou 510620,China)
Abstract:The characteristic of cold-rolling process for stainless steel is described, and the properties demand of the oil used in the cold-rolling process are put forward. The cold-rolling oil (S-60) widely used for stainless steel is analyzed, the quality index is temporarily made. At the same time, the appropriate base oil and additive were selected to prepare the cold-rolling oil. Finally, the comprehensive properties of the product were investigated, such as annealing detergence, wettability, stability and lubricating property for rolling experiment. The result showed that Kunlun cold-rolling lubricating oil for stainless steel is a match for S-60 in the physical property, chemical property and serviceability.
Key words:stainless steel; cold-rolling; lubricating oil
0 前言
不锈钢冷轧油是不锈钢板冷轧工艺过程中使用的润滑、冷却介质,其主要是在不锈钢冷轧过程中起冷却、润滑、防锈等作用。
相对于普通的钢板轧制,不锈钢冷轧的工艺特点主要有三点:(1)对轧后钢板表面质量要求较高,尤其是光亮退火后的钢板表面,不但要求板形好、精度高,而且要求表面光泽;(2)不锈钢强度高、加工硬化快,但塑性好、变形过程中粘辊倾向大;(3)不锈钢的导热性能差,如321不锈钢的导热性仅为碳钢的27%,因此需要及时将冷轧过程产生的热量转移。
根据不锈钢冷轧的工艺特点,不锈钢冷轧油应具有如下性能:
(1)较强的极压抗磨性:由于不锈钢冷轧轧制压力高,轧制油必须具有较强的极压性能,减少摩擦,降低轧制压力,同时对支撑辊及传动装置进行润滑。
(2)良好的退火清净性:对不锈钢板面质量要求较高,要求其冷轧油在退火后能完全分解或挥发,退火后的钢板表面光亮性较好。
(3)良好的抗氧化性:不锈钢轧制油在循环使用过程中,在周期性的高温、高压作用下,以及与空气接触和在铁的催化作用下,易发生油品氧化变质,所以应具备较高的抗氧化性能。
(4)适中的粘度,确保其冷却性能,同时尽量减少退火时轧制油对不锈钢表面的污染,而其润滑性能可通过添加剂进行调剂。
(5)较高的闪点,以保证高速轧制时的油品安全性。
目前我国冷轧不锈钢的年产量已超过300万t,不锈钢冷轧时吨钢所消耗的冷轧油量约2 kg,因此全国不锈钢冷轧油年需求量将达到6000 t左右。
我国不锈钢轧制润滑油研制工作起步较晚,目前国内多数不锈钢轧制需要依赖国外公司相关的产品,如Mobile的Genrex 26、ESSO的Somentor N系列和日本大同公司的dai roll系列,但进口油价格昂贵,造成生产成本高,削弱了产品的市场竞争力,所以开展不锈钢冷轧润滑油的研制工作是十分必要和紧迫的。
1 研制产品暂定质量指标
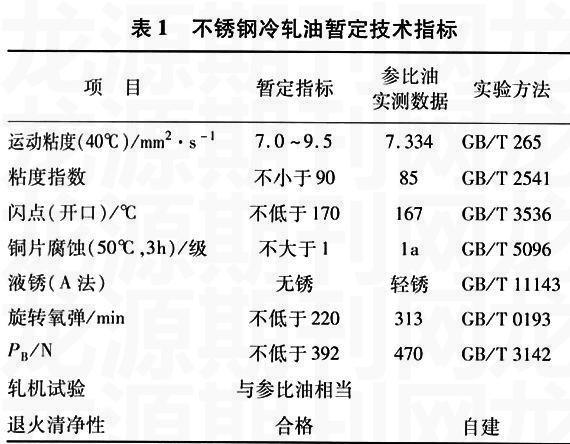
不锈钢冷轧润滑油在国内外一直没有统一标准,各生产厂家都是按照自己的企业标准进行生产。参照不锈钢冷轧工艺特点和润滑要求,并结合不锈钢冷轧生产厂常用的国外公司产品S-60性能指标,制定研制产品的暂定技术指标,见表1。
2 研制部分
2.1 基础油的筛选
不锈钢冷轧工艺要求其冷轧润滑油要有良好的退火清净性。如果所用基础油馏程过大,可能闪点偏低导致生产过程的安全性不能得到有效保护,同时重组分可能较多造成冷轧油的退火清净性变差。
要求研制产品所选基础油的馏程要窄,以不超过200 ℃为宜,并且从安全生产角度来讲,所选基础油闪点要保证在160 ℃以上。
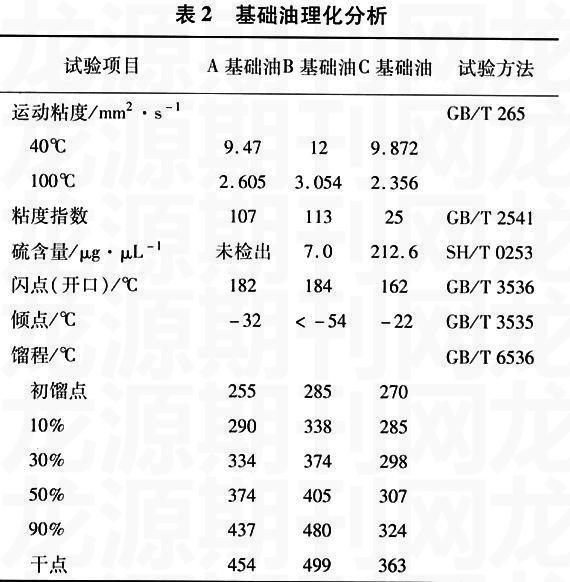
综上所述,并结合中国石油润滑油公司相应的基础油资源,选择了三种可用基础油进行筛选,分别为A基础油、B基础油、C基础油,具体理化分析结果见表2。
由表2基础油分析结果来看,基础油C的粘度指数过低,在实际使用过程中粘度变化相对大而影响到冷轧工艺的润滑,且其40 ℃粘度为9.872 mm2/s,大于9.5 mm2/s的暂定指标,不符合基础油的要求;基础油B的粘度超出轧制油的粘度范围;基础油A的粘度、馏程、闪点都较为适中,适宜做不锈钢冷轧油的基础油。
2.2 添加剂的筛选
2.2.1 抗磨、油性剂的筛选
由于不锈钢冷轧润滑油需要较好的防粘辊性能,所以要求所用油性、抗磨剂要有适中的油膜强度,该性能可通过评价四球机的PB来表征,PB值不能过高,原因有三点:
(1)考虑到轧后产品表面质量,若油膜过厚,使得油膜产生 “屏蔽效应”,即过厚的油膜保护了轧板原始粗糙表面,阻碍了轧辊对轧件的辊光,会造成轧后产品表面光亮度下降;
(2)过高的润滑性会使得摩擦力变小,轧制过程中钢板与轧辊无法咬入,使得轧制无法正常进行;
(3)过高的润滑性可能需要加入较多的极压抗磨剂,过多极压剂的引入可能会导致轧辊腐蚀,造成轧机的损坏。
由于极压剂多为含硫、磷、氯或金属元素的有机化合物,在高温、重负荷下与金属表面反应生成无机物膜,防止烧结和减少磨损。但这类化合物通常为活性物质,往往带来腐蚀和安定性问题,且不锈钢轧制油不仅作为不锈钢轧制的工艺用油,同时也是不锈钢冷轧机的轧辊轴承的润滑剂,所以对极压剂的选择较为慎重。
油性剂可有效降低边界摩擦系数,进而降低轧制负荷,提高轧制速度。脂肪酸、脂肪醇、酯(脂)是轧制油配方中常用的油性添加剂,脂肪酸类油性剂的退火清净性较差,所以本次配方的研制不考虑引入脂肪酸类油性剂。本配方的油性剂考察以脂肪醇类和酯类油性剂为主。当添加剂类型一定时,随碳链增长,其润滑性能变好,但同时退火清净性变差,少于10个碳的醇和酯在轧制中通常无油性,而碳原子太多在退火时又容易产生褐色沉淀,一般认为,碳原子数在12~18之间时作用效果最佳[1]。
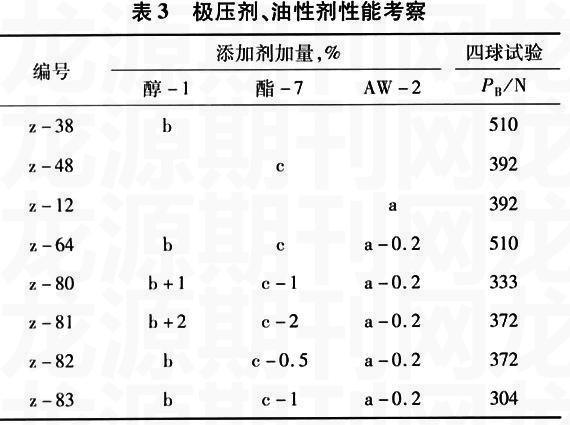
根据以上依据考察复配出与参比油相当的极压、油性剂组成,见表3。
由表3油性、抗磨剂考察结果数据可以看出,醇-1与酯-7和AW-2复配后,降低酯-7的加剂量,PB值小于暂定指标392 N(配方z-80、z-81、z-82、z-83)。添加剂醇-1的加剂量增加对体系的润滑性能提高并无贡献;AW-2的加剂量从加剂量增加对润滑性能的影响并不大,所以确定配方z-64为最适宜的润滑剂复配方案。
2.2.2 其他添加剂的选择
不锈钢冷轧润滑油作为一种循环用油,在换油期内循环使用,在周期性的高温、高压作用下,以及与空气接触和在铁的催化作用下,油品易氧化变质,所以要求具备较好的抗氧化能力,为了有效提高油品抗氧化性,需加入一定量抗氧化剂。
由于不锈钢冷轧润滑油同时还起到对轧辊轴承的润滑作用,要求油品具有一定的防锈性能,故研制油中需加入一定的防锈剂。
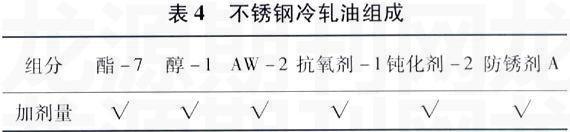
经过上述实验研究,最终确定了不锈钢冷轧油的配方,见表4。
不锈钢冷轧润滑油的总加剂量大约6%左右。
3 产品综合性能评价
3.1 退火清净性考察
不锈钢冷轧钢板的退火温度一般在1050~1080 ℃之间,目前不锈钢冷轧厂家通常采用光亮退火,即在氮气和氢气保护下退火,以消除轧制过程中由于板面塑性变形产生的残余应力,退火时,残余在板面的冷轧油可能会在板面形成残留,影响板面的表面光洁度,因此要求冷轧油具有良好的退火清净性。利用热重分析来模拟工业炉退火环境,通过最终轧制油残留量来定性分析它的退火清净性[2]。 具体方法如下:模拟实际工况条件,将带油坩埚放入加热炉中,在氮气保护下加热到一定温度,考察基础油与添加剂在高温下的分解情况及坩埚的表面状况,从而评价基础油与添加剂的高温清净性,实验结果与实际有较好的关联。对冷轧油来说,一般退火温度越高,清净性就越好,即满足低温退火清净性要求的冷轧油,一定能满足高温退火清净性[2]。热重分析仪退火清净性试验条件如下:
温度:加热至500 ℃;
样品量:(20±1) mg;
气体流速:(50±5) mL/min;
升温速率:10 ℃/min[2]。
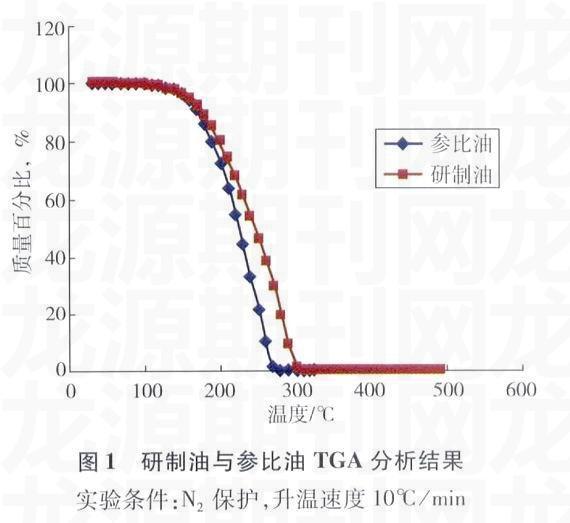
研制油与S-60参比油TGA考察结果见图1。
从图1看出,研制油与参比油在400 ℃时分解残余量都≤0.2%,且分解后坩埚表面用电子显微镜观察均光亮无油斑,所以研制油也具有优良的退火清净性。
3.2 润湿性能的考察
冷轧油在喷淋到轧板的瞬间要求能立即铺展在轧板表面,从而起到润滑、冷却等的作用。铺展是少量液体在固体表面上自动展开并形成一层薄膜的现象。用铺展系数S作为衡量液体在固体表面能否铺展的判据,其与液体滴落在固体表面前后的表(界)面张力关系有关:
S=γs-γ1s-γ1
γs、γ1s、γ1分别表示在一定温度下的固-气、固-液及气-液之间的表(界)面张力。S≥0则液体能在固体表面上发生铺展;若S<0则不能铺展。由上式可见,γ1越小则S越大,也就是液体越容易在固体表面铺展开,而一般来说液体的表面张力越小,液气与液固的界面张力也会相对较小,所以只要测量γ1的数值,就能比较出冷轧油在金属表面的铺展性能。
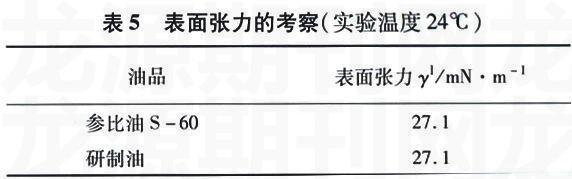
用圆环法测量考察配方与参比油表面张力的对比见表5。
研制油与参比油表面张力相当,因此润湿性相当。
3.3 储存稳定性的考察
将研制油在常温下静置四个月,无沉淀、无变色;将研制油与参比油以1∶1比例常温混兑四个月后,无沉淀、无变色。
3.4 轧机实验
在东北大学轧制技术及连轧自动化国家重点实验室进行轧机实验,分别对研制油和参比油在直拉式四辊可逆冷轧机上进行固定轧制厚度和恒定轧制压力的试验,实验用不锈钢板规格为(800×200×2.8) mm,材质为1Gr18Ni9Ti。
3.4.1 固定轧制厚度的试验
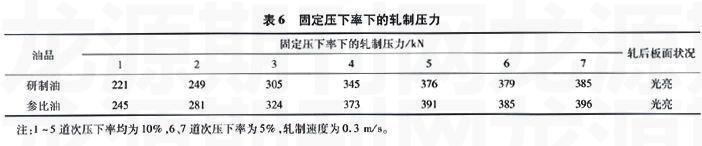
在相同的道次厚度、前张力、后张力、轧制速度、工作辊直径等条件下,对两种油品进行固定压下率的轧制,测出各油品、各道次轧制压力的变化,如表6所示。
由表6看出,在相同压下率条件下,研制油比参比油的轧制压力明显降低,说明具有更加适宜的润滑等综合性能。
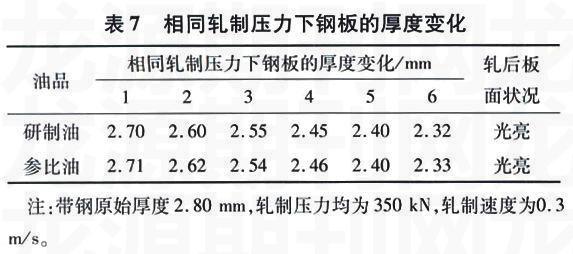
3.4.2 恒定轧制压力试验
在材料、前张力、后张力、支撑辊型、轧制速度、工作辊直径、轧制压力试验相同的条件下,对油品进行固定轧制压力的轧制,测出每道次带钢厚度的变化,如表7所示。
由表7试验结果可以看出,在相同轧制压力条件下,研制油和参比油每道次的钢板压下率相近,说明两种油品的性能相当。
综合轧机实验,研制油的轧机润滑性优于参比油。
3.5 现场工业使用情况
研制的不锈钢冷轧润滑油在佛山晨曦不锈钢有限公司使用两个月时间,应用情况良好。
工业使用条件:
轧机类型:二十辊可逆轧机;
工作辊直径:50 mm;
冷轧材质:各种型号不锈钢板;
最大轧制压力:4.41×106N;
最大轧制速度:300 m/min;
可轧板宽:540~750 mm;
压下率:80%(8~9道次);
过滤精度:<10 μm;
退火方式:光亮退火。
目前冷轧油的使用状况:冷轧板经冷轧后,表面光亮,轧机未出现振动或油膜破裂现象,钢板表面未出现缺陷,无粘辊现象发生,产品表面状况良好,合格率高。经光亮退火后,钢板表面退火清净性良好,根据现场操作人员反映,不锈钢冷轧润滑油的刺激气味低,操作人员容易接受。
3.6 经济性评价
研发的不锈钢冷轧润滑油成本价远低于参比油的市场价格,且性能与之相当,有较为明显的市场优势。
4 结论
通过对研制的不锈钢冷轧润滑油的润滑性能、退火清净性、经济性及轧机试验以及工业使用情况等综合考察,结果表明所研制的不锈钢冷轧润滑油产品质量已经达到或优于参比油性能,可以满足不锈钢带(板)冷轧工艺的润滑要求,有效地替代进口油,并且其成本要远远低于进口产品,经济效益明显。
参考文献:
[1] 马育体.铜及铜合金轧制油的研制[J].润滑油,2001,16(2):36-38.
[2] 琚正川.热重分析评价铜轧制油的退火清净性[J].合成润滑材料,2007,34(2):17-19.
收稿日期:2008-08-06。
作者简介:马永宏(1978- ),女,工程师,2002年毕业于兰州大学化学化工学院应用化学专业,现主要从事工业用油的研发工作。