横河DCS系统在李家沟锂矿中的应用
2024-12-22周忠光陈荣祥鱼智华




〔摘 要〕李家沟锂辉石矿采选项目工艺管道落差大、距离短,光纤露天铺设故障率高,检测数据和联锁也无法得到保障。为保证厂方能够准确掌握仪表数据、阀门及设备状态,确保工艺操作的可靠性,采用横河的CENTUM VP系统,在山上的磨矿控制室和山下的浮选控制室分别布置了互为冗余且带完整数据库存储的工程师站+数据服务器,并通过采取配置两个主控器间通信、三网分别端口聚合、通信心跳检测、操作可视化等多种方法,保证了原矿自流下山管道及尾矿上山管道的正常运行。
〔关键词〕采选项目;工艺管道;横河DCS系统;冗余配置;链路聚合技术
中图分类号:TP273" " " 文献标志码:B" 文章编号:1004-4345(2024)06-0040-05
Application of Yokogawa DCS System in Lijiagou Spodumene Mine Project
ZHOU Zhongguang1, CHEN Rongxiang2, YU Zhihua3
(1. Jiangxi Nerin Electric amp; Automation Co., Ltd., Nanchang, Jiangxi 330038, China; 2. Sichuan Dexin Mining Resources Co., Ltd., Aba Jinchuan, Sichuan 624101, China; 3. Yokogawa China Co., Ltd., Xi'an, Shaanxi 710077, China)
Abstract" The process pipeline of the Lijiagou Spodumene ore mining amp; mineral processing project has a large drop and a short distance,. The failure rate of the optical fibre is high when it is laid in the open air, and the detection data and interlocking cannot be guaranteed. Yokogawa's CENTUM VP system was adopted to ensure that the instrument data and valves amp; equipment status can be accurately obtained to ensure the reliability of process operation. Mutually redundant engineer stations and data servers with complete database storage are arranged in the grinding control room up in the mine and the flotation control room down the mine, respectively. Furthermore, the normal operation of the raw ore upward pipeline and tailings downward pipeline by gravity can be ensured by adopting a variety of methods such as communication configuration between the two master controllers, three-network ports aggregation, communication heartbeats detection, and operation visualization.
Keywords" mining amp; mineral processing project; process pipeline; Yokogawa DCS system; redundancy configuration; link aggregation technology
1" "项目背景
由四川某资源有限公司投资的李家沟锂辉石矿采选项目位于四川阿坝州金川县李家沟。该项目地处大雪山山脉北延部分的大金河北岸,海拔高程在2 200~4 200 m之间,相对高差达到2 000 m。2024年已探明的锂辉矿矿石资源储量为3 881.2万t,是目前亚洲探明并取得采矿权证的最大单体锂辉石矿[1]。该项目建成后,预计年产锂精矿约18万t。
该项目的主要工艺车间分为山上及山下两部分。1)山上部分(海拔高程3 710~3 220 m)依据海拔高度依次布置有采矿高位水池、生活水处理车间、选矿生产新水池、生活高位水池、尾矿胶结充填站、选矿回水池、破碎及筛分车间、粉矿仓、磨矿车间、井下涌水处理车间、尾矿压滤及二级加压泵站、尾矿库净化库回水设施、35 kV变电站及配电系统。2)山下部分(海拔高程2 300 m)的场地内采用分台阶布置各车间或设施,从高到低依次为高位生产及生活水池、消能站、锅炉房、药剂制备及浮选车间、硫酸贮存间、实验验室、尾矿一级加压输送泵房、浮选回水池及加压泵、尾矿和精矿浓缩机、110 kV变电站及配电系统、精矿压滤车间、精矿贮存车间。
2" "常规选矿控制方案存在问题
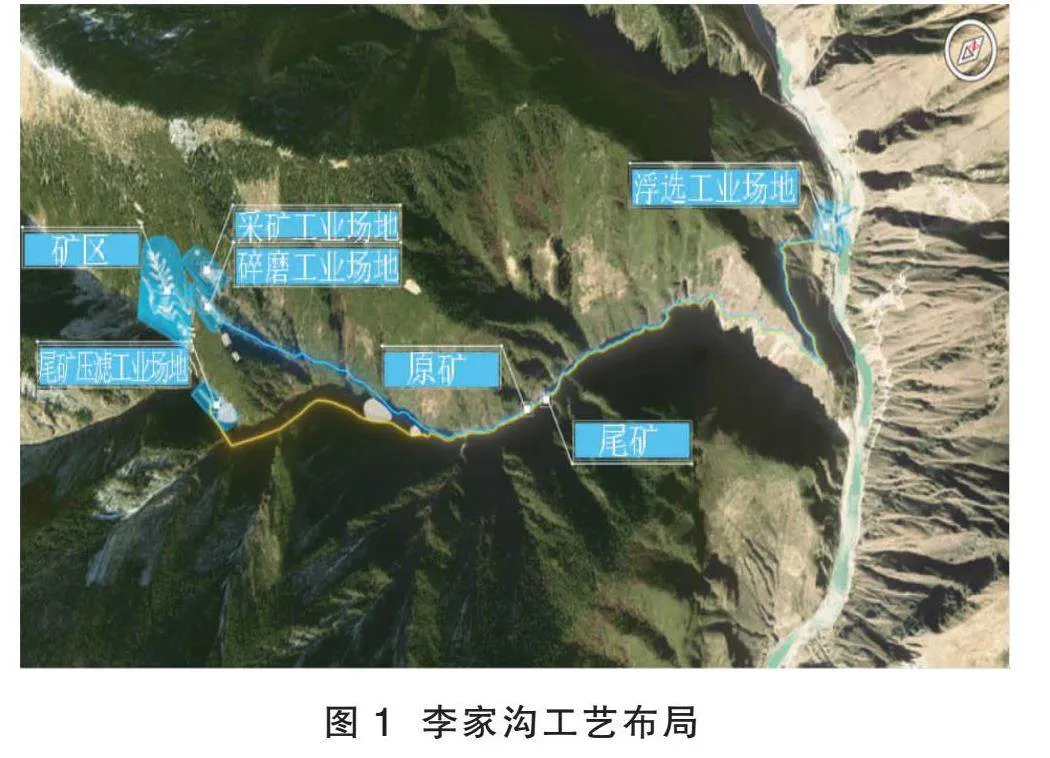
主要生产流程采用成熟的“破碎+球磨+浮选”的选矿工艺。但由于该项目破碎+球磨工段和浮选工段分地配置,导致与常规选矿项目在工艺布局(见图1)上存在巨大区别和难点。
由图1可以看出,该项目破碎+球磨工段和浮选工段之间配置有国内第1根长距离的原矿自流下山管道,其长度约为78 00 m,高度落差1 200 m(自
3 530 m磨矿下山搅拌槽至2 340 m消能站),反向同步还有1根尾矿上山的增压管道。两根管道使用同一趟安装在盘山公路路肩墙上的支撑固定架。
常规的选矿控制方案[2]是在磨浮车间设置中央控制室,中央控制室内配置数据服务器、工程师站、操作员站;依据工艺流程在不同的工艺车间配置主控器和I/O站;在相对独立的区域设置有操作员站;各操作员站的数据来源于数据服务器。然而,山上和山下的通信48芯主光纤是随着原矿下山管道同向露天敷设,部分区域由于施工困难或空间有限,只能借用管道支架,如马蹄弯处或公路跨越处等。因此,光纤故障率极高,除了常规的老化、鼠咬、挤压外,交通事故及地质灾害也可能造成物理切断[3]。从项目开始施工到试投产的9个月间,共发生了7次交通事故和1次泥石流造成的物理切断故障。
这意味着,如果继续采用常规设计方案,无论数据服务器放置在哪里,也不论服务器在中央控制室是否冗余配置,部分操作员站都存在读取不到服务数据的风险,两根输送管道上仪表的检测数据和联锁也无法得到保障。针对这一问题,以下进行了管线和通信的改进。
3" "优化改进方案
本项目从数据安全及完整性角度考虑,采用横河的CENTUM VP系统(R6.09版本)。根据项目的特点和面临的难题,布置了2台互为冗余且带完整数据库存储的工程师站+数据服务器,分别配置在山上的磨矿控制室和山下的浮选控制室。为方便与第三方的管道专家系统及管理信息系统(Management Information System)通信,还设置了专门的OPC服务器。重点针对原矿自流下山管道控制部分、尾矿上山加压管道控制部分、通信部分和程序控制部分进行优化改造。修改方案详见图2。
3.1" 原矿下山管道控制部分
该项目原设计是按工艺流程将原矿自流下山管道部分的仪表及设备分成了1个主控器+1个远程I/O,主控器放在了山下消能站孔板安装区,远程I/O设在山上磨浮车间外的原矿搅拌区。此设计虽然使所有工艺流程设备由同一个主控器进行控制,所有设备间联锁均在同一主控器中进行运算,程序编写相对简单,但存在致命缺陷,即主控器与远程I/O中间有长达12 km的光纤,当光纤出现故障时,山下的主控器无法对山上远程I/O中的设备进行操作,带来极大的操作风险,可能造成管道堵塞、抽真空或矿浆搅拌槽的冒浆。
经与设计方及业主充分沟通,取消了山上的远程I/O,直接将山上有关原矿自流工艺的仪表及设备并入到球磨车间的DCS主控器中。这样,无论山上山下之间的通信光纤是否有故障,都能保证DCS对原矿自流管道上有关设备操作的可靠性。
改造涉及的设备及仪表主要有:原矿搅拌槽(2台),原矿搅拌槽附属的液位、流量、压力、浓度检测子系统(6台/套),原矿搅拌槽出口管线及附属控制阀(8台/套)。通过主控制器之间的通信交互,实现对上述设备及仪表在山上、山下中控室的监控,完成生产上下游的联锁操作。
3.2" 尾矿上山管道控制部分
初始设计为了监控尾矿上山压力管道的工作状况,在2 800 m防火检查站处设有压力检测仪表,其检测信号送往3 245 m尾矿压滤车间,仪表工作电源均取自防火检查站。然而,由于此防火检查站为非常驻检查站,没有专人对其供电系统进行检查维护,因此经常停电,导致压力检测仪表一直无法正常投用。而且,700~800 m的信号电缆信号衰减较大[4],户外电缆长度过长,且无安全防护。
针对此实际工况,为了确保压力检测仪表的正常工作,采用了1套小型的风光互补太阳能系统[5],增加采用Modbus TCP协议的数采模块,并配置了与之相适应的通信网关,将模拟信号转换为易传送的TCP网络信号,借用48芯主光纤进行可靠的无损传输,以较小的成本解决了此难题。最终分布联络见图3。涉及的主要设备型号包括:1)风光互补系统为P-600 W/ 24 V;2)数采模块为MT2-AM8;3)Modbus TCP转Profibus DP网关采用PB-G-ETH。
3.3" 通信部分
按照横河V-NET/IP控制总线的常规布置,控制总线与标准以太网三网合一。正常通信时,专属令牌网络BUS1通道线路上传输的是DCS控制系统数据,标准以太网传输的是计算机之间的文件数据。当BUS1通道出现故障时,DCS系统自动切换至BUS2通道(BUS2通道线路相当于BUS1通道线路+标准以太网线路),从而保障通信的连续稳定性。但如果出现BUS1和BUS2两条通道都发生故障时,则控制系统无法正常进行控制作业。
考虑到现场条件,经与设计单位和业主方沟通,增加了备用光纤通道及支持链路聚合技术的路由器,以使通信网络有充足的备用,可以实现自动切换。具体实施如下:
1)合理利用矿区自建的24芯11 kV架空同步光纤分配和增加光纤通道。BUS1线路+标准以太网线路走48芯主光纤与原矿自流下山管道基本同走向,并在主光纤中配置备用的BUS2线路光纤通道;BUS2线路走11 kV架空同步光纤,并在同步光纤中配置备用的BUS1+标准以太网光纤通道。
2)采用链路聚合(Link Aggregation)技术。将上述主光纤和同步光纤中相同定义的BUS1、BUS2、标准以太网光纤通道通过思科交换机组成各自的冗余链路。每台交换机都要进行相应配置。以山上中控室的BUS1交换机为例,其具体的配置如下:
配置和定义名为Swtich_NoA的逻辑端口组(port-channel)
Swtich_NoA#config terminal
Swtich_NoA(config)#interface prot-channel 10
Swtich_NoA(config-if)#no switchport
给已定义的逻辑端口组分配IP地址
Swtich_NoA(config-if)#ip address 192.168.102.1 255.255.255.0
Swtich_NoA(config-if)#no shutdown
Swtich_NoA(config-if)#exit
将端口1及端口2分配至上述逻辑端口组,并启用端口汇聚
Swtich_NoA(config)#interface range fastEthernet 0/1-2
Swtich_NoA(config-if-range)#no switchport
Swtich_NoA(config-if-range)#no ip address
Swtich_NoA(config-if-range)#channel-group 10 mode on
Swtich_NoA(config-if-range)#no shutdown
Swtich_NoA(config-if-range)#exit
链路聚合可以将两个或更多数据信道结合成1个单个的信道,使其具有更高带宽的逻辑链路,充分利用所有设备的端口及端口处理能力,增加设备间的带宽,并且在其中一条链路出现故障时,快速地将流量转移到其他链路,且这种切换为毫秒级,远远快于STP切换速度。由此可见,链路聚合技术增加了带宽和可靠性[6]。链路聚合网络布置如图4所示。
3.4" 程序控制部分
在磨矿和消能站两个主控制器中编制了对应的检测程序。磨矿主控制器检测不到消能站主控制器信号时,在山上磨矿中控室发出蜂鸣报警,以提醒操作人员山上山下通信可能有误。
具体实现机制为:消能站主控制器每次扫描时发送一个0/1的心跳信号,磨矿主控器每次扫描时检测此心跳信号,并将检测到的心跳信号与历史信号进行比对。心跳信号与历史信号相同则通信不成功并计数,心跳信号与历史信号不相等则通信成功,并将心跳信号转存为历史信号用于下一轮的比对。连续三次通信不成功则报警。
3.4.1" 程序的实现
在FCS0103(尾矿主控器)通信表GSwitchDef %GS001栏中新建变量名FCS0103_SWA,在运算块CALCU中写入以下程序:
Program
{FCS0103_SWA.PV}=1-{FCS0103_SWA.PV}
END
在FCS0101(磨矿主控器)运算块写入以下程序:
Program
If ({%GS00103.PV}={FCS0103_SWB.PV}) then
尾矿主控器FCS0103中变量FCS0103_SWA在域内通信时调用格式变成了通信表栏名amp;主控器域中编号,所以此处变量%GS00103即为FCS0103_SWA。
CPV=CPV+1’CPV是计算块内含的变量名
If (CPVgt;=3) then
{FCS0103_FT.PV}=1’变量FCS0103_FT为
报警输出点
End if
Else
{FCS0103_SWB.PV}={%GS00103.PV}
CPV=0
End if
If ({FCS0103_SWR.PV=1}) then’通信报警手动
确认复位
{FCS0103_SWB.PV}={%GS00103.PV}
{FCS0103_FT.PV}=0
CPV=0
{FCS0103_SWR.PV}=0
End if
END
同理,在山下浮选中控室也有对应程序对通信进行实时检测及报警。
3.4.2" 域内主控器间通信的实现
要实现域内主控器间通信,必须要在发布数据的主控器设置其扫描传输(Scan Transmission)属性。具体通信配置操作示意以山下尾矿控制器 FCS0103为例(见图5)。点击发布数据的主控器,点击“CONFIGURATION”目录,双击“StnDef”,选择“Scan Transmission”属性页,设置本站缓冲区大小(Buffer Size)、扫描方式(Station)和接收站长度。
3.4.3" 其他有关控制策略
1)将心跳发生和检测程序扫描频率设置为500 ms/次,比基准扫描频率1 s/次提高了1倍。2)取消了原设计中的停机自动冲洗管道流程,以防止在通信中断的极端情况下,因山上山下管道中的执行元件不同步而造成不必要的矿浆沉降堵管现象。管道冲洗改为以操作人员在山上/山下中控室的操作HMI画面中的“管道停机自洁”按钮为准。3)增加了急停按钮,且急停时与管道停机自洁相结合,急停时自动开启管道停机自洁流程。
4" "项目效果
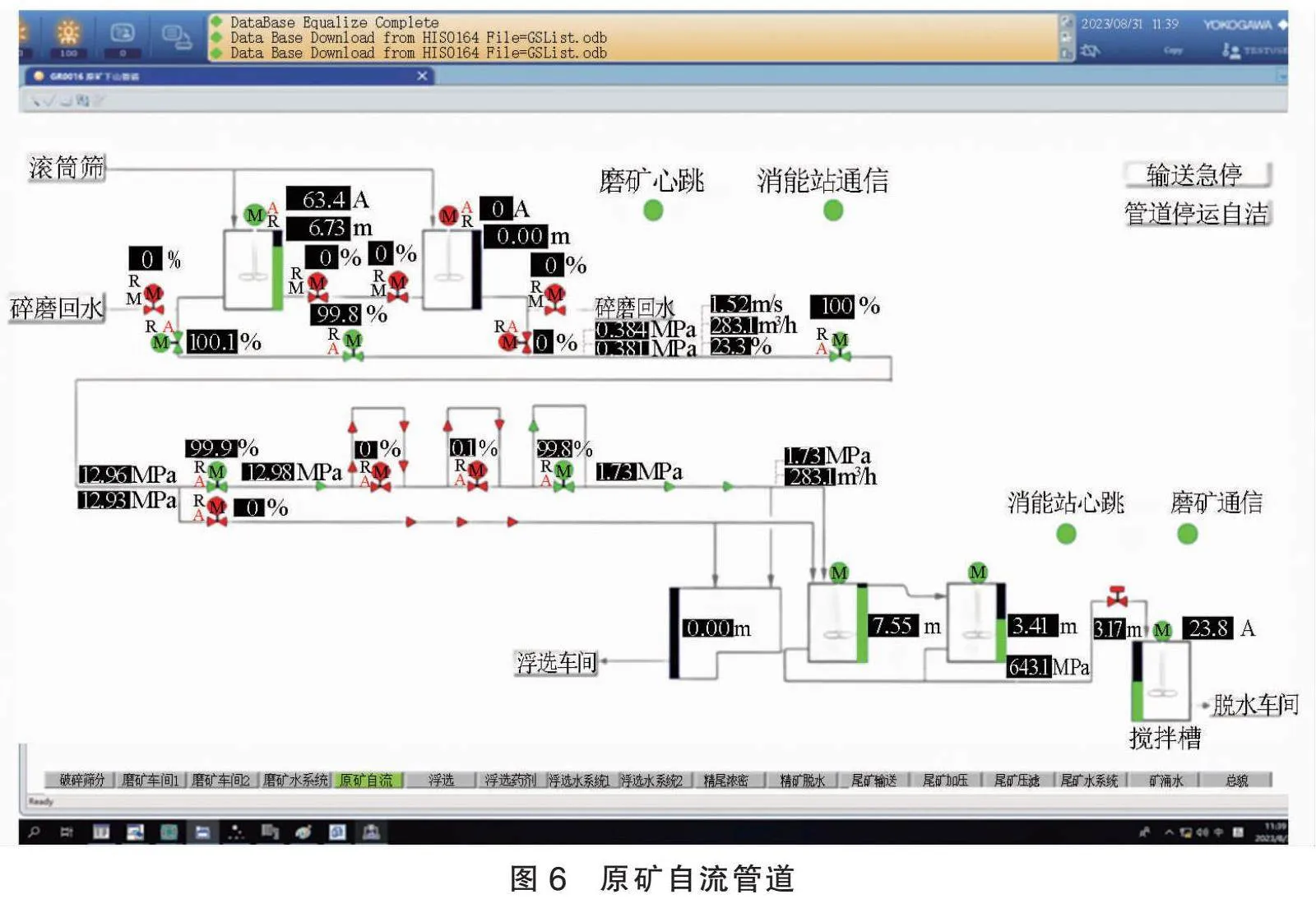
按照上述优化改进方案进行了几个月的试运行,设备状态及操作无误,仪表测量结果及时准确,逻辑自锁关系可靠稳定。项目实际组态后的操作画面见图6。
试生产期间主要表现如下:1)网络稳定性得到了保障。在试运行期间,项目铺设光纤遭遇了4次切断事故,系统均及时完成了切换,未造成任何数据丢失或操作失控。2)提高了全矿的自动化程度,减轻了劳动强度,使一线操作人员由一般性选厂手工操作为主变为巡视为主,企业由此可以减少一定量的一线人员配置。3)工艺生产过程稳定,生产过程能够保证连续、稳定、优质和高效地运行。4)设备效率高,产品质量优良,兼顾好了选矿局部工艺设备之间的联锁控制,保证了工艺过程的技术经济指标,有效降低生产消耗,提高劳动生产率;同时还兼顾好了选矿局部工艺设备之间的连锁控制。5)管道各状态检测数据满足管道专家系统的采集要求,2 800 m检测站改造完成后,管道专家系统两个多月未有压力信号丢失报警。
5" "结论
综上所述,本次优化改造方案针对该项目高落差、短距离的选矿工艺管道中,各仪表数据、阀门及设备状态的准确性及操作可靠性进行优化,采取了配置两个主控器间通信、三网分别端口聚合、通信心跳检测、操作可视化等多种方法,保证了李家沟锂矿中原矿自流下山管道及尾矿上山管道的正常工作。该系统方案先进合理、稳定可靠、切实可行,遵循了绿色开发、循环利用、集约经营、可持续发展的要求,为稳定该厂工艺流程提供了坚实保障。
通过本次优化改造实践,可以得到如下结论:1)大型工厂使用分布式的控制系统时,网络线路的合理规划布局尤为重要。应依据不同工况合理分配各主控器的控制区域及I/O模块的信号采集控制范围,从而保障大型、特大型关键设备的可靠工作。2)要充分考虑数据服务器的数据稳定性,必要时进行物理上的分散布置,并注意数据服务器之间的数据冗余。3)针对主要的关键光纤线路,一定要考虑可靠的备份并做好光纤切换作业。利用链路聚合控制使故障链路自动切换到正常链路上,从而保障网络的连续性,提高整体系统的可靠性,减少故障带来的停机和事故,同时也增加了带宽,实现了负载均衡性,也避免了单链路过载使得网络性能降低。
参考文献
[1] 佚名.四川省金川县李家沟锂矿补充勘探[EB/OL].(2023-02-19)[2023-04-12] https://baike.baidu.com/ item/%E5%9B%9B%E5%B7%9D%E7%9C%81%E9%87%91%E5%B7%9D%E5%8E%BF%E6%9D%8E%E5%AE%B6%E6%B2%9F%E9%94%82%E7%9F%BF%E8%A1%A5%E5%85%85%E5%8B%98%E6%8E%A2/56324034?fr=ge_ala.
[2] 张寿明.分布式计算机控制系统在选矿厂的应用[J].云南冶金,1997(5):26-30.
[3] 王宏军.通信光缆线路常见故障及维护[J].中国新通信,2014,16(4):17.
[4] 姜树森,姜剑锋,高伟.浅谈通信传输的常见问题与技术要点[J].数字技术与应用,2022(3):41.
[5] 邢燕颖,车现法,翟洪柱.小型风光互补供电系统的应用[J].中国交通信息产业,2010(4):136-139.
[6] 翟朝旭.链路聚合控制协议(LACP)应用研究[J].数字通信世界,2018(9):75.
