斗轮堆取料机堆取料工艺及液压缸计算
2024-12-10王荣耀郭加炜张帆

摘 要:本文主要研究了斗轮堆取料机的堆取料工艺及其液压缸压力计算。通过分析斗轮堆取料机的结构和工作原理,详细阐述了手动和程序控制下的取料与堆料过程,并重点探讨了液压俯仰机构在空载和满载状态下的重心偏移量及液压缸的压力计算。计算结果表明,液压缸在不同工况下的压力需求不同,需要根据具体工况合理选择液压缸规格及系统压力等级,以确保设备的安全稳定运行。本文可以为其他斗轮堆取料机的设计提供一定的参考。
关键词:斗轮堆取料机;俯仰机构;重心计算;压力计算;堆料工艺;取料工艺
中图分类号:X 32" " 文献标志码:A
斗轮堆取料机是指一种用于大型干散货堆场的既能堆料又能取料的连续输送的高效装卸机械。随着生产能力提升,人们对物料堆取能力要求提高,臂式斗轮堆取料机越来越广泛地应用于钢厂、电厂等各重工行业。斗轮堆取料机主要有操作简单、使用寿命长、能耗小和效率高4个特点,它将取料和运输一起进行,提高堆取料的整体工作效率。
斗轮堆取料机主要由斗轮机构、上部金属结构、胶带机、俯仰机构、转台、回转机构、门座、行走机构、中心落料系统、尾车、配重、梯子栏杆、洒水系统、照相系统、润滑系统及电控系统等部件构成。
斗轮堆取料机主要是在长形料场中,利用走行、俯仰、回转三大运动旋转斗轮装置[1],将料场中的物料取出,卸到悬臂带式输送机上,再经过地面胶带机运出,完成取料作业;悬臂带式输送机可正反运行。堆料时,地面胶带机的物料由尾车卸到悬臂带式输送机上,同样利用走行、俯仰、回转三大运动按要求将物料堆积到料场中[1]。
斗轮堆取料机分为手动控制、半自动控制及程序控制,随着科技进步,斗轮堆取料机更是实现了无人值守功能,斗轮堆取料机正向智能化发展。
1 取料及堆料工艺
斗轮堆取料机料堆截面形状为梯形或三角形料堆,堆料形状主要由料场宽度及斗轮堆取料机臂长、料堆高度、工艺需求来决定,最常见为梯形料堆。
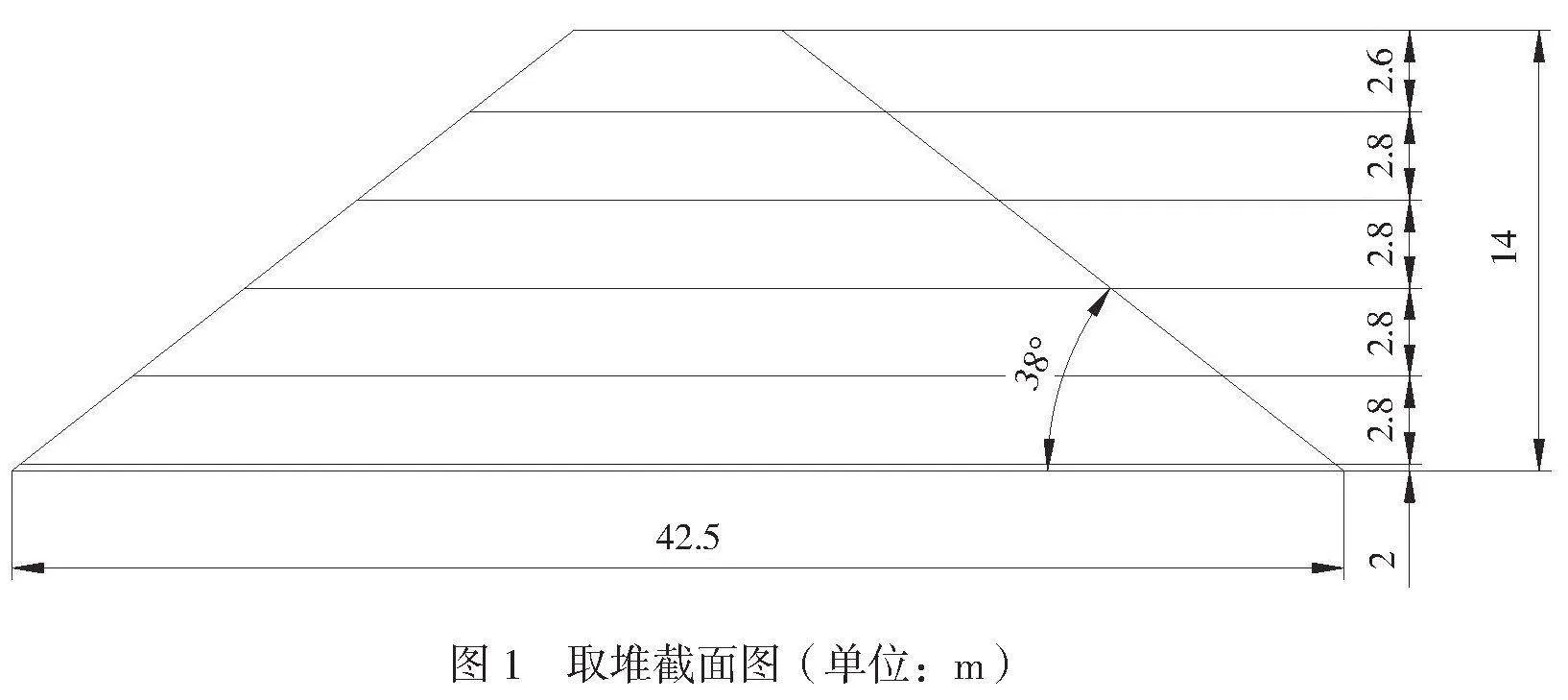
以图1斗轮堆取料机为例,要求料堆宽42.5m,料堆高14m。
1.1 手动取料及程控取料
1.1.1 手动取料
接到中控室的取料指令,操作人员先打开锚定器及夹轨器,开机声光报警。调整该机到指定的工作位置。此取料方式由现场操作人员完成即可。
起动顺序为地面皮带机运行→悬臂皮带机取料运行→斗轮机构运行,即可完成取料作业(地面皮带机→悬臂皮带机→斗轮机构联锁)。
手动取料的工艺方式是以回转取料来完成的。此取料方式由现场操作人员完成即可。
手动回转取料除了回转速度不能按1/cosθ的规律无级调速及各项操作应用人工外,取料过程与半自动取料是一样的。
现定手动回转取料时设定高、中、低3个挡位。对应速度为0.12r/min、0.08r/min、0.03r/min(根据现场实际情况,转速可以向下略有调整)。
大臂回转和俯仰的操纵采用一个操作杆来完成,操作杆由上向右转的档位依次为右转的低、中、高,中间为零位。由上向左转的档位依次为左转的低、中、高。而前后搬动操作杆则为大臂的下降与上升。
手动取料的另一种工艺方式是走行取料方式,这种方式只适用于在远离轨道处的少量条形物料。
1.1.2 程序控制取料作业操作方式
接到中控室的取料指令,驾驶员手动利用走行、俯仰、回转将斗轮装置驱动到指定取料点,再进行半自动程控取料。PLC对设备进行控制,按1/COSΦ方式完成取料作业。当取料值达到机上设定的值时,机器自动停机。
取料深度:从上至下分为5层[1],第一层2.6m,第二层到第五层每层2.8m,最下面保留0.2m铺底料(防止斗轮机构啃地),如图2所示。
进尺量:进尺量为0.4m,即每回转一次取料后,大车走行0.4m(进尺量以大于或等于半个斗子的厚度、小于一个斗子的厚度为最佳)
半自动程控取料采用回转取料方式。现定义轨道中心线为0°,将斗轮中心与设备回转中心连线置于与轨道中心线重合处,并由此位置开始计算角度变化,角度定为Φ。程控回转取料Φ的取值限定在±12°~±70°[1]。在此范围内,回转采用变频调速且按1/CosΦ规律取料[1]。现定当Φ为0°时,回转转速为0.03r/min,当Φ为±70°时,回转转速为0.12r/min。如果超过此角度,回转速度仍为0.12r/min(即转速封顶)。
由于夹角Φ限定在±70°,料堆远离斗轮机一侧将留出1条物料没有取尽,这将用手动方式采用大车走行来完成取料。每台斗轮机轨道两侧都有料堆,其取料工作转角的绝对数值是相等的。
1.1.3 半自动程控回转取料工艺简述
采用分段回转分层取料,取料开始点由司机手动确定。首先,司机开机到位,进行程控回转取料,每回转一次完成一个回转取料后,大车走行前移0.4m(进尺量),再进行回转取料。其次,大车走行前移0.4m依此类推,完成在此段的第一层取料。再次,大车后退到第二层的始点,进行第二层的取料。依此类推,完成5个料层的分层取料,再进行第二段的分层取料。
1.2 手动堆料和程控堆料
1.2.1 手动堆料
司机可以根据实际情况采用定点走行堆料方式或采用以回转为主的定点堆料方式完成堆料作业。
1.2.2 程控回转堆料
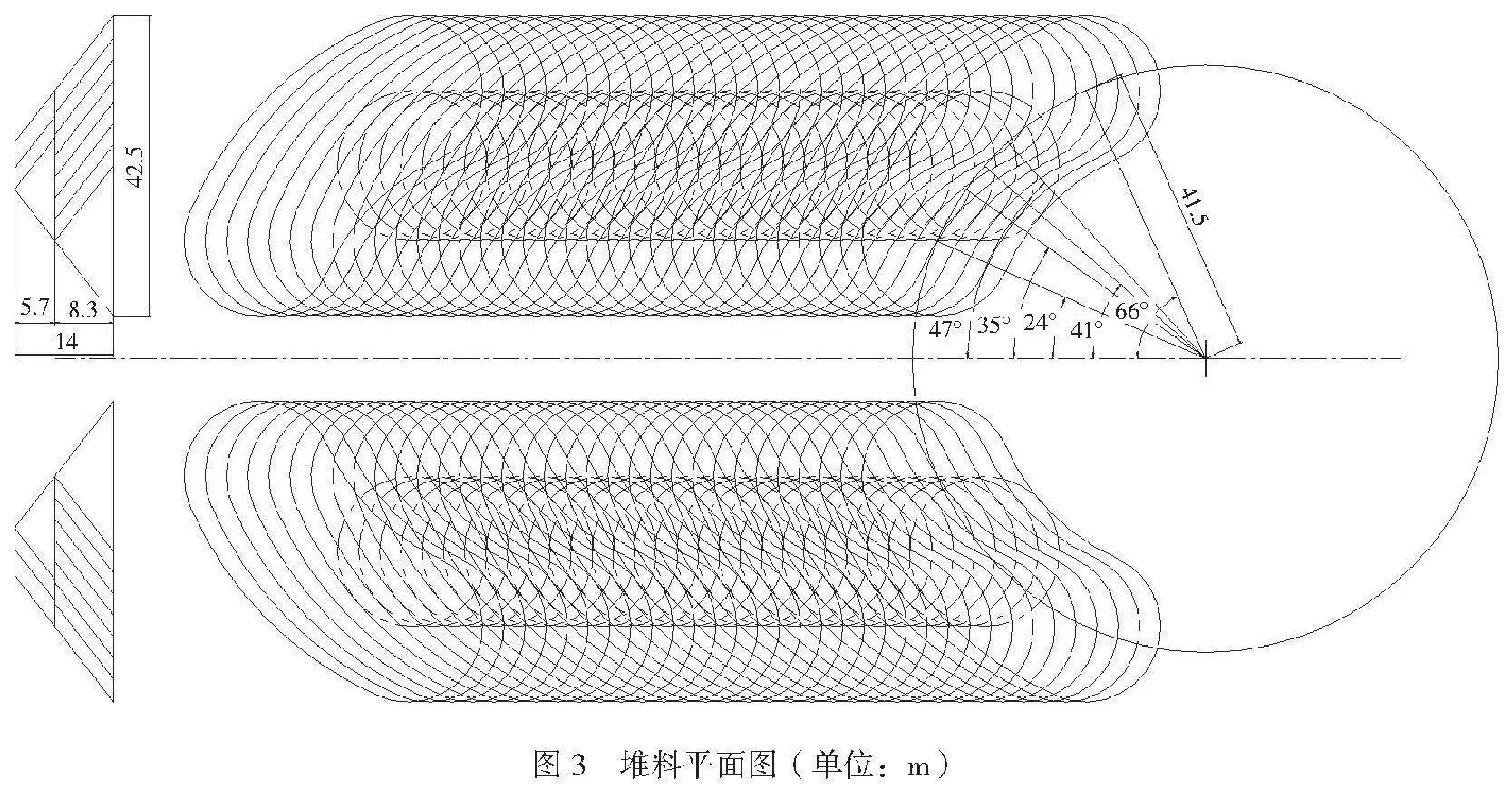
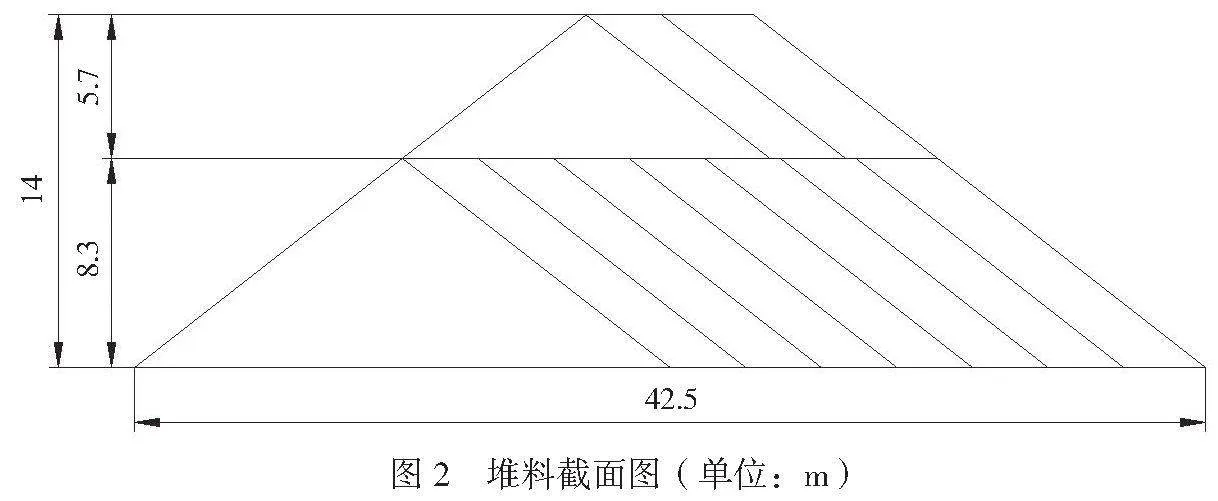
程控定点堆料采用旋转鳞状堆料工艺。将14m高的料堆分为2层,第一层(下层)8.3m高,第二层(上层)为5.7m(如图3所示)。
第一层堆料:手动将设备开至欲开始堆料的位置,回转角度与轨道夹角为66°,悬臂架下俯至-10°,准备完毕后,开始程控堆料;堆第一堆A1,当超声波传感器探测到物料后,悬臂架自动抬高0.5m(可调),继续堆料,依次抬起直至将第一堆到8.3m高(此时悬臂架与地面夹角约为2°)。悬臂架开始向轨道方向旋转4°堆B1堆,当B1堆积物料到8.3m高度时,悬臂架再旋转4°堆C1堆,依此类推,堆料夹角为24°~66°。堆成A1、B1、C1、D1、E1、F1、G1、H1、I1、J1、K1共11小堆,旋转10次。大车后退3m进行回转,向相反方向堆料,依次为A2、B2、C2、D2、E2、F2、G2、H2、I2、J2、K2。大车再后退3m,此时完成了一个循环。照此工艺堆下去,直到达到业主要求料条长度,此时循环次数为n。
第二层堆料:大臂抬高至+9.5°,并旋转大臂使之与斗轮中心约为47°,设备回到第一层堆料时的起始位置进行第二层的第一堆堆料,此堆为a1堆,每次转角为3°,动作与第一层的方式相同。堆料夹角为35°~47°。堆成a1、b1、c1、d1共4小堆,循环次数为n-2次,即n-2次循环将第二层堆成。料堆中间部分空隙采用手动堆料填平。
2 重心计算机液压缸压力计算
按俯仰方式分类,斗轮堆取料机可以分为液压俯仰和钢丝绳俯仰。液压俯仰即指斗轮机依靠液压缸推动、拉伸,从而完成整机上部的俯仰动作,以满足不同高度物料的堆取需求,而钢丝绳俯仰则是靠电动葫芦缠绕钢丝绳增加、减少钢丝绳长度来完成上部结构的俯仰。
如果要计算液压缸的压力,首先就要知道液压缸承受了多大的力矩,被液压缸支撑的上部金属结构等部件类似于一个杠杆机构[2],而斗轮上部金属机构共有6种工况,即空载上仰、空载水平、空载下俯、满载上仰、满载水平、满载下俯,其中重心偏移量最大的工况为空载上仰和满载下俯2个工况,对这2种情况进行单独计算,计算其重心偏移量。
2.1 上仰时重心位置计算
主机的上仰极限为9.5°,把回转中心到斗轮方向的距离定位正,把回转中心到配重方向的距离定位负,以每个部件的质量乘以其重心到回转中心的距离来计算各个部件到回转中心的力矩,所有力矩相加即为整个部件的合力矩,如公式(1)、公式(2)所示。
∑M上仰(L101×M1+L102×M2+L103×M3+…+L122×M22)×g=(40.828×2003+39.363×13071+38.177×1200+(-7.401×8960))×10=-4153.38kN‧M (1)
∑G上仰总重=(M1+M2+…+M2)×g=(2003+13071+…+8960)×10=2241.02kN (2)
根据公式(1)、公式(2)可以计算整机重心相对于回转中心的位置,如公式(3)所示。
L上仰=∑M上仰/∑G上仰总量=-4153.38/2241.02=-1.85 m" (3)
2.2 下俯时重心位置计算
计算下俯时受力情况,此时应按最恶劣工况考虑,除设备本身质量外,还应考虑斗轮的挖掘力、斗轮整体黏料和皮带机上物料。
2.2.1 斗轮挖掘力计算
计算挖掘力首先要计算斗轮功率,整机取料能力Q=1500t/h,物料密度ρ=2.2t/m³,斗数Z=8,转速n=6.6r/min,斗轮直径D=5.85m,取料容积能力Qm如公式(4)所示。
Qm=Q/ρ=1500/2.2=681.8 m³/h (4)
P挖掘功率如公式(5)所示。
式中:K为挖掘系数阻力,矿的K=22.5。
计算可得,P挖掘功率=45.3kW。
P提升功率如公式(6)所示。
P提升功率=2×Q×g×D/3×3600×η (6)
式中:η为斗轮机构整体效率,η=0.9。
P提升功率=18.1kW,P摩擦功率=0.15×(P挖掘功率+P提升功率)=9.51kW,
P总功率=P挖掘功率+P提升功率+P摩擦功率=72.91kW。
出于安全考虑,取安全系数1.2,P电机功率=1.2×P总功率=87.5kW。
电机选用90kW电机,斗轮挖掘力功率按电机额定功率1.3倍计算,P挖掘力功率如公式(7)所示。
P挖掘力功率=1.3×P电机实际功率-P提升功率-P摩擦功率=1.3×90-18.1-
9.5=89.4kW (7)
得到挖掘力矩如公式(8)所示。
M挖掘力矩=9550×P挖掘力功率×η/n=9550×89.4×0.9/6.6=77615 N·m
挖掘力与挖掘力矩时间的关系如公式(9)、公式(10)所示。
M挖掘力矩=F挖掘力×D/2 (9)
F挖掘力=2×M挖掘力矩/D=26535 N (10)
2.2.2 物料质量计算
已知取料量为1500t/h,皮带带速为2m/s,皮带总长为42m,皮带上运量为1500×1000÷3600=416.7kg/s,物料在皮带上存在时间为42÷2=21s,皮带上物料质量为416.7×21=8751kg
2.2.3 下俯重心位置计算
下俯时合力矩∑M下俯、下俯时总重量∑G下俯总重、下俯时重心偏移量L下俯分别如公式(11)~公式(13)所示。
M下俯=(L201×M1+L202×M2+…+L221×M21+L223×M23+L224×M24)×
g+L222×F=(41.038×2003+39.486×13071+…+9.285×1140+39.486×1500+20374×8751)×10+41.069×26335)=4101.596 kN·m
∑G下俯总重=(M1+M2+…+M22+M24+M25)×g+F=2369.865 kN " (12)
L下俯=∑M下俯=/∑G下俯总重=4101.596/2369.865=1.73 m " "(13)
回转支承选用直径为4m规格,由于回转半径为2m,大于2个最差工况下重心所偏离回转中心(回转中心即为回转支撑中心)1.85m和1.73m(为防止设备倾翻,需要保证重心位置在回转直径内部),因此通过验证,配重和回转支承选型正确。
2.3 油缸压力计算
以选用以下缸径为例:选用油缸外径为320mm,内径为200mm,双缸。
液压缸单缸无杆腔面积、液压缸有杆腔面积分别如公式(14)、公式(15)所示。
S无杆腔面积=π(D外径/2)²=80384 mm² (14)
S有杆腔面积=S无杆腔面积-π(D内径/2)²=48984 mm²" " (15)
上仰时,重心在回转中心后方,液压缸整体受拉力,上仰时液压缸合拉力、上仰时液压缸压强分别如公式(16)、公式(17)所示。
F上仰=∑M上仰/L上仰液压缸力矩=4153.38/3.564=1165.37kN=116.537t (16)
P上仰=(F上仰/2)/S有杆腔面积=11.89 MPa (17)
下俯时,重心在回转中心前方,液压缸整体受压力,下俯时液压缸合压力、下俯时液压缸压强分别如公式(18)、公式(19)所示。
F下俯=∑M下俯/L下俯液压缸力矩=4101.596/3264=125.662 t (18)
P下俯=(F下俯/2)/S无杆腔面积=7.8 MPa (19)
液压缸系统压力等级为6.3MPa、16MPa、25MPa等[3],根据计算,油缸压力等级选用16MPa。
3 结语
本文从斗轮堆取料机的结构及运动特性入手,运用实际案例,重点阐述了斗轮堆取料机的堆取料工艺、斗轮重心计算以及液压缸压力等级选择,对其他斗轮堆取料机设计有一定的参考价值。
参考文献
[1]邵明亮,于国飞,耿华,等.斗轮堆取料机[M].北京:化学工业出版社,2006.
[2]李树军.机械原理[M].沈阳:东北大学出版社,2000.
[3]成大千.机械设计手册[M].第四版.北京:化学工业出版社,2002.
