固结树脂金刚石工具抛光钛合金叶片叶缘工艺
2024-12-06张万一徐成宇季冬锋张天鸿朱永伟秦凤鸣












摘要 叶缘作为航空发动机叶片的关键部位,其加工精度直接影响叶片的气动性能,降低叶缘表面粗糙度和轮廓度对延长发动机服役寿命至关重要。为此,设计并开发了固结树脂金刚石弹性抛光轮,基于机器人平台研究钛合金叶片叶缘的抛光工艺。采用正交试验法探索主轴转速、进给速度、加工压力、磨料粒径 4 个主要工艺参数对叶缘表面粗糙度及轮廓度的影响规律。试验确定的最佳工艺参数组合是:主轴转速为800 r/min,进给速度为 6 mm/min,加工压力为 4 N,磨料粒径为 10~14 μm。在此最佳参数组合下,钛合金叶片叶缘抛光的综合效果较好,其表面形貌得到改善,面型精度提高,表面粗糙度由初始的 1.165 μm 降为 0.213 μm ,轮廓度由初始的 0.048 mm 降为 0.016 mm,可满足使用要求。
关键词 金刚石弹性抛光轮;叶缘抛光;表面粗糙度;面型精度
中图分类号 TG58; TG74 文献标志码 A
文章编号 1006-852X(2024)06-0807-09
DOI 码 10.13394/j.cnki.jgszz.2023.0272
收稿日期 2023-12-14 修回日期 2024-01-22
钛合金叶片是事关航空发动机安全性能的重要零部件,属于薄壁零件,面型复杂。而叶片的叶缘是空气流动的出入口,直接影响叶片的使用寿命和发动机的效率[1-2] 。
抛光作为叶片成型的最终工序,决定了叶片的表面质量与几何精度[3] 。一般来说,加工后要求叶缘的圆角 半 径< 0.3 mm, 轮 廓 度 < 0.07 mm, 表 面 粗 糙 度R a <0.4 μm[4] 。目前,国内外叶缘抛光主要有轮式工具抛光、砂带抛光、磁性磨料抛光等。因砂带自锐性好且有一定弹性,可更好地贴合叶缘,砂带抛光可实现叶缘的高精度加工,但存在定位精度低、力控不准确等问题[5] 。磁性磨料抛光属于柔性加工,具有加工表面质量好、温升小等特点,但存在加工不均匀、去除效率低等问题[6] 。轮式工具抛光具有耐磨性好、加工效率高、加工精度好的优点,但如果工具弹性低,与叶片是刚性接触,容易产生叶缘过抛或叶片变形[7] 。
为实现叶缘的高精度抛光,对机器人磨抛工艺开展了理论与技术研究[8] 。为提高砂带磨削叶片叶缘的精度,赵欢等[5]采用力控与包络式磨抛叶缘工艺,使叶缘的轮廓误差由−0.060~0.070 mm 提高到−0.015~0.050 mm,表面粗糙度由 3.200 μm 下降到 0.175 μm。琚春等[4]使用百叶轮对叶缘进行加工并分析磨抛过程中百叶轮压缩量与抛磨力的关系,磨抛后的叶缘表面粗糙度 R a <0.4 μm,轮廓误差<0.08 mm。邱阳[9]使用固结磨料粘贴到海绵上制作了弹性固结磨料抛光轮,由于其具有高弹性,可以完全贴合叶片曲面进行加工,加工后叶缘的表面粗糙度 R a 为 0.307 μm,轮廓度为0.035 mm。王健杰[10]采用固结磨料技术设计了固结磨料磨头,其由树脂与金刚石磨粒混合、固化到刀杆上成型,在三轴雕刻机床上使用该磨头研磨 TC4 钛合金,对研磨时的进给速度、磨料粒径、磨头转速等工艺参数进行优化,经最优工艺参数试验发现 TC4 钛合金表面粗糙度为 0.7 μm。刘纪东[11]基于固结磨料技术制作了亲水性固结磨料柔性抛光工具,工具采用球形设计,以聚氨酯基体保证工具的弹性,且球冠处粘贴一层磨料,其抛光后叶片的表面粗糙度值达到 0.217 μm。
目前,叶缘抛光技术还存在表面质量差、欠抛导致的轮廓度过高、表面粗糙度与轮廓度不能同时考虑的问题。因此,提出一种固结树脂金刚石弹性抛光轮来抛光叶缘。由弹性基体制作的弹性抛光轮借助其弹性实现贴合工件曲面的加工,尤其是设计开发出与叶缘曲率变化大、型面复杂特点相适应的弹性抛光轮,是实现叶缘良好抛光的关键。另外,聚集体金刚石磨料具有耐磨性好、强度高、锋利度高、自锐性好等特点,采用聚集体金刚石固结磨料抛光技术在材料加工尤其在钛合金等难加工材料中的应用效果极好[12] 。但固结磨料工具弹性较小,不能很好地贴合工件自由曲面。因此,将固结磨料技术与弹性抛光技术结合,制作固结树脂金刚石弹性抛光轮,并在 6R 机器人抛光平台上探索弹性抛光轮抛光叶片叶缘的工艺可行性。在此基础上,探索工艺参数对固结树脂金刚石弹性抛光轮抛光叶片叶缘的表面粗糙度及轮廓度的影响,并对加工工艺参数进行优化。
1
固结金刚石弹性抛光轮设计与制备
叶片叶缘是一种复杂曲面,其圆角半径较小且精度要求高,直接抛光难以达到期望要求。要求合格的叶缘轮廓均在上下极限轮廓内,但如果抛光工艺不合理则会产生不合格的工件形状,如图 1 所示的尖头形状、钝头形状等。
图 2 为固结金刚石弹性抛光轮模型及实物图。结合叶缘的形状特点设计如图 2a、图 2b 所示的弹性抛光轮,图中的坐标系为工具原坐标系,抛光轮的弹性主要通过高弹性树脂基体实现。要抛光的叶片长度约为 70mm,宽度约为 35 mm,考虑到叶片尺寸以及防止加工过程中发生干涉,抛光轮设计尺寸如图 2c 所示,抛光轮抛光区域直径在 40 mm 左右。由于抛光轮使用时需夹装到电动主轴下方,所以抛光轮中间留有轮柄的位置,将抛光轮固结到轮柄上。轮柄直径根据机器人抛光平台参数选择为 8 mm。在加工过程中,弹性抛光轮的抛光区域会产生弹性变形,使抛光轮与叶缘实际形成面接触,更好地贴合叶缘的型面结构。
抛光轮使用周面加工叶缘,叶缘受到压力后与其形成接触区域,而当曲面工件与凹形抛光轮接触时,其接触区域可近似为椭圆。抛光轮与叶缘接触区域示意图如图 3 所示。
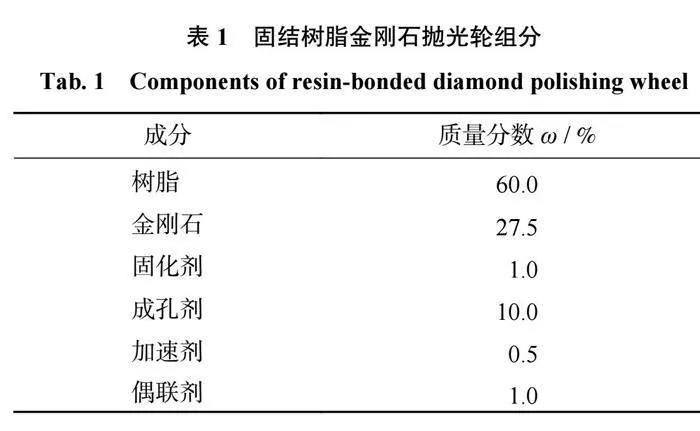
制作抛光轮需要用树脂为基体,还需要金刚石磨料、成孔剂、固化剂、偶联剂等,其制作流程如图 4 所示。抛光轮具体制作过程为:首先采用树脂为基体,根据树脂的质量按比例称量磨料和各添加剂的质量(各组分配比如表 1 所示),其中添加偶联剂以增加树脂与磨料之间的结合强度;所有物料称量后放入搅拌机充分搅拌,搅拌均匀后将混合料注入模具,模具需提前喷脱模剂便于脱模;之后按照表 2 的制备参数放入硫化机热固化成型;脱模时将上下模分离之后再将抛光轮取出。
2
试验设计
2.1
叶缘抛光试验设计
选用不同磨料基本颗粒尺寸(简称磨料粒径)的金刚石,分别制作不同的抛光轮。抛光轮组分中金刚石的添加比例是由试验确定的,既保证了加工效率还防止了磨料对树脂基体的弹性产生太大的影响。除此之外,还需对进给速度、主轴转速和加工压力等工艺参数进行控制。因此,设计了 4 因素 3 水平正交试验,以抛光后叶缘的表面粗糙度和轮廓度为评价指标对试验结果进行分析,并进行工艺参数优化。根据前期准备工作中的单因素实验,选定每个因素对应的 3 个水平。各参数的因素与水平如表 3 所示,使用 L 9 ( 34 ) 正交试验表进行方案设计。
抛光试验在 6 自由度机器人抛光平台上进行,抛光试验装置如图 5 所示。抛光轮外观呈凹形,轮柄装夹在机器人末端的电动主轴上,钛合金叶片固定在平口钳上,平口钳固定在加工平台上防止叶片移动产生加工误差。抛光轮按照规划的轨迹进行运动,同时在电主轴的带动下按照设定的转速转动。机器人平台安装了力传感器,采集力信号并反馈给电脑端的 Force-Control 软件,实时进行末端执行部分的恒力控制。
2.2
性能评价指标
叶缘轮廓度和表面粗糙度 R a 是评价加工性能的主要指标。通过 KEYENCE VR-6000 型激光光谱共聚焦显微镜检测加工后的叶缘轮廓形状及轮廓度,当轮廓形状符合标准要求的形状时,才可以证明基于机器人平台的固结金刚石工具抛光钛合金叶片叶缘有效,且通过检测的叶缘轮廓度和表面粗糙度验证设计的固结金刚石抛光轮是否满足叶缘抛光要求。
3
结果与分析
3.1
叶缘轮廓分析
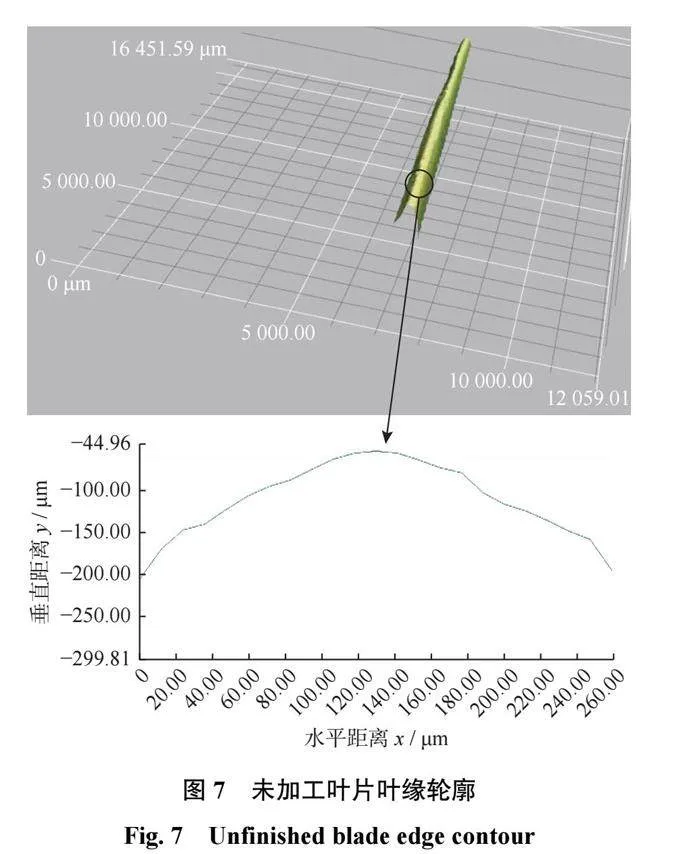
图 6 是通过叶片三维模型中的轮廓截面坐标提取并使用 Matlab 拟合后的叶缘理想轮廓二维轮廓图。图 7 是使用激光光谱共聚集显微镜拍摄的未加工叶片叶缘的三维轮廓以及二维轮廓。经过对比发现:原始叶缘中间轮廓峰值较高,且轮廓度较大,为 0.048 mm;而要求加工的叶片较小,叶缘半径在 0.3 mm 左右。因此,在加工时要注意不能出现去除量过大现象,否则会造成叶缘缺陷或报废。
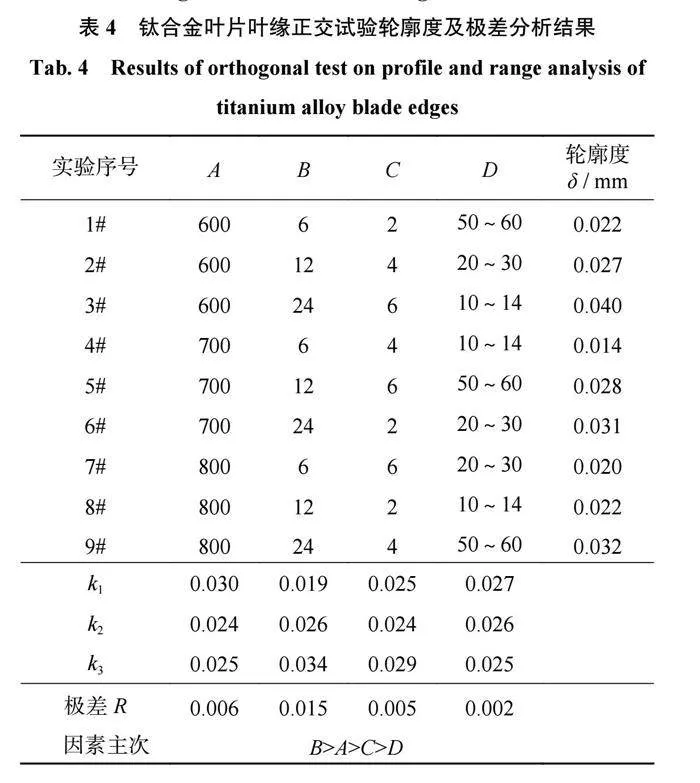
使用试验设计的 3 种粒径的金刚石磨料分别制作3 种抛光轮进行正交试验,表 4 为正交试验获得的叶缘抛光后的轮廓度以及各因素极差分析结果。根据表 4的极差分析结果可得:在弹性抛光轮抛光叶缘试验研究的 4 个工艺参数中,进给速度(B)对叶缘轮廓度的影响最大,其次是主轴转速(A)和加工压力(C),影响最小的为磨料粒径(D)。最优的工艺参数组合为A 2 B 1 C 2 D 3 ,即主轴转速为 700 r/min,进给速度为 6 mm/min,加工压力为 4 N ,磨料粒径为 10~14 μm。
图 8 为各因素对叶缘抛光后轮廓度的影响趋势。由图 8 可以看出:随着主轴转速增大,叶缘抛光后的轮廓度先大幅降低再略有升高;主轴转速增大会使材料去除更快,但由于抛光轮有一定弹性,抛光轮旋转时的接触区域并不是严格的圆周运动从而产生轻微晃动,当转速最大时加工区域略微不均匀,轮廓度增大。且轮廓曲面同时也会因为材料去除量大,产生了轻微过抛现象导致轮廓度略有增大。随着进给速度增大,叶缘抛光后的轮廓度呈持续上升趋势;进给速度越小,抛光区域单位面积的有效抛光时间越长,材料去除更充分,所以轮廓度越小,反之轮廓度越大。随着加工压力增大,抛光轮的抛光能力越强,轮廓度先降后升;当压力最小时,抛光轮不能很好地贴合曲面,工件轮廓度大;当增大一定压力时,抛光轮贴合工件曲面较好,抛光效果好,其轮廓度降低;但当压力增大到一定程度后,会使电主轴的扭矩变大导致转速减小,从而使加工效果下降,工件的轮廓度反而上升。随着磨料粒径减小,叶缘轮廓度呈现下降趋势且下降趋势较为明显。大粒径磨料切削深度与去除量都较大,不易控制面型加工精度,工件的轮廓度变大。反之,小粒径磨料材料去除量小,容易控制面型加工精度,抛光后工件的轮廓度下降。
表 4 的 9 组叶缘工件经过抛光后的轮廓及与理想轮廓对比如图 9 所示,图 9 中的蓝色为理想轮廓线,黄色为上极限线,紫色为下极限线,浅褐色为轮廓实测线。从图 9 可以明显看出:9 组试验后的叶缘轮廓都在上下极限线范围内且没有出现如图 1 所示的叶缘缺陷特征,因此属于标准型轮廓,符合叶缘抛光对轮廓形状与轮廓度的要求。
3.2
叶缘表面粗糙度分析
表 5 所示为正交试验获得的叶缘抛光后的表面粗糙度以及各因素极差分析结果。根据表 5 的极差结果分析可得:金刚石弹性抛光轮抛光叶缘试验的 4 个工艺参数中,进给速度(B)对叶缘表面粗糙度影响最大,其次是磨料粒径(D)和主轴转速(A),影响最小的为加工压力(C)。最优的工艺参数组合为 A 3 B 1 C 2 D 3 ,即主轴转速为 800 r/min,进给速度为 6 mm/min,加工压力为 4 N ,磨料粒径为 10~14 μm。
图 10 为各因素对叶缘抛光后表面粗糙度的影响趋势。由图 10 可以看出:随着主轴转速增大,叶缘表面粗糙度持续降低。主轴转速越大,单位时间内经过叶缘表面的磨粒越多,可以有效去除其表面缺陷,对于叶缘表面具有较好的光整效果。随着进给速度增大,叶缘抛光后的表面粗糙度呈持续上升趋势;进给速度越小,抛光区域单位面积的有效抛光时间越长,材料去除量增加,表面粗糙度降低;且进给速度增大,抛光不充分,原始缺陷残留较多,表面粗糙度较高。随着加工压力增大,叶缘表面粗糙度先下降后上升;当加工压力较小时,磨粒切削深度较小,随着加工压力增大切削深度加深,更有效地去除工件表面凹痕和突起,降低了其表面粗糙度;当压力达到 6 N 时,磨粒切削深度最大,划痕深度最深,表面粗糙度增大;同时可能导致过度去除表面材料,造成表面损伤。随着磨料粒径减小,叶缘表面粗糙度呈下降趋势。因为小粒径磨粒的切削深度更小,更容易控制工件表面的粗糙度。小粒径的磨料颗粒在与工件表面接触时的接触区域较小,降低了在接触区域内的局部压力,减少了切削过程中的微观不规则性。同时,小粒径磨粒的抛光过程中产生的热量较少,减小了工件表面变形和残余应力产生的可能性,从而有助于降低工件表面粗糙度。但磨料太细容易被磨屑堵塞,会使抛光轮导热情况变差而导致工件烧伤,所以使用小粒径抛光轮加工时要进行修锐。
3.3
加工工艺参数优化
对钛合金叶片叶缘进行抛光试验,研究各个工艺参数对抛光后叶缘的表面粗糙度以及轮廓度的影响[9] 。
通过优化这些工艺参数,降低叶缘表面粗糙度和轮廓度,从而提高发动机性能。
在试验中,主轴转速(A)作为影响因素被评估。对于表面粗糙度而言,A 属于次要影响因素,最优水平选择为 A 3 ;对于轮廓度而言,A 属于主要影响因素,最优水平选择为 A 2 。从 A 2 到 A 3 时,表面粗糙度降低 8.4%,轮廓度增加 4.2%。虽然 A 2 水平对于降低轮廓度效果较好,但 A 2 与 A 3 水平差距并不明显,同时 A 3 水平加工后的轮廓度依然符合要求。并且从对表面粗糙度影响的角度来看,A 3 水平对降低表面粗糙度影响更大,因此主要参考表面粗糙度指标,选择 A 3 为最优水平。
另一工艺参数进给速度(B)被发现对叶缘表面粗糙度和轮廓度都为主要影响因素。同时很明显可以看出 B 因素对表面粗糙度影响更大,从 B 1 到 B 3 时,表面粗糙度增加 55.0%,轮廓度增加 78.9%,因此选择 B 1为最优水平。
对于第 3 个工艺参数加工压力(C),明显可以看出 C 因素对于两者影响都较小,为次要影响因素,但对于均匀抛光还是必不可少。从 C 1 到 C 2 时,表面粗糙度降低1.3%,轮廓度降低4.0%,因此选择C 2 为最优水平。最后一个工艺参数磨料粒径(D)对表面粗糙度的 影 响 为 主 要 因 素; 对 于 轮 廓 度 来 说 , D 为 次 要影响因素。从实验数据看,从D 1 到D 3 时,工件表面粗糙度降低 15.3%,轮廓度降低 7.4%,因此最优水平选择为 D 3 。
3.4
优化结果的实验验证
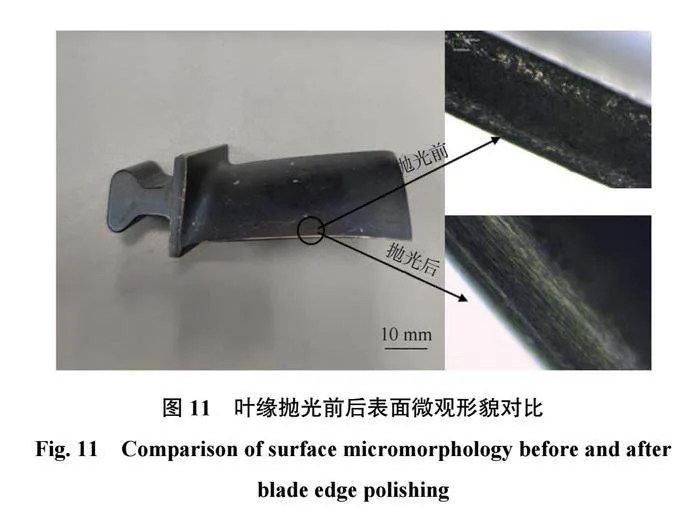
根据优化结果得到的最优参数组合是 A 3 B 1 C 2 D 3 ,即主轴转速为 800 r/min、进给速度为 6 mm/min、加工压力为 4 N、磨料粒径为 10~14 μm。在此参数下进行抛光试验,抛光后叶缘的表面粗糙度由初始的 1.165μm 降 为 0.213 μm, 轮 廓 度 由 初 始 的 0.048 mm 降 为0.016 mm,能够获得叶缘表面精度、轮廓度符合要求的钛合金叶片。
叶缘加工前后的微观形貌对比如图 11 所示。
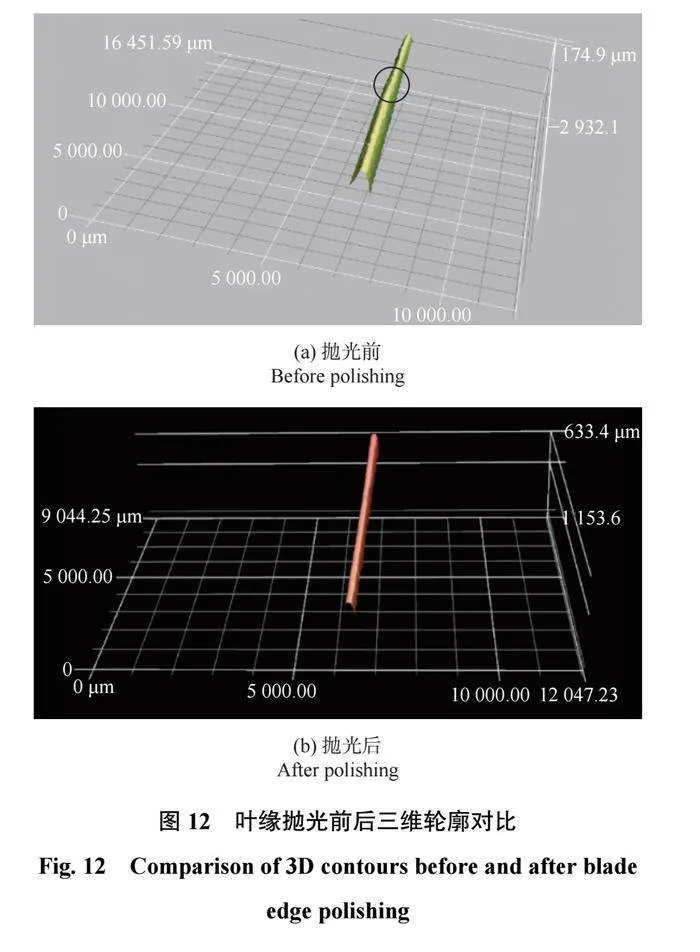
叶缘加工前后的三维轮廓对比如图 12 所示。由图 12 可知:抛光前轮廓形状不规则,轮廓度较高,表面存在凹坑和不规则突起(图 12a 中的圆圈标注部位);抛光后的轮廓形状符合标准型,表面缺陷被去除,轮廓度降低(图 12b)。
4
结论
本研究创新性地设计了一种与叶缘曲率变化大、型面复杂的特点相适应的新型抛光工具,结合固结磨料技术与弹性抛光技术,提出固结金刚石弹性抛光轮,并采用该工具在 6R 机器人抛光平台上进行叶片叶缘的抛光试验,探索弹性抛光轮抛光叶片叶缘的工艺可行性。在此基础上,探索工艺参数对固结金刚石弹性抛光轮抛光叶片叶缘的表面粗糙度以及轮廓度的影响,并进行加工工艺参数优化。通过分析正交试验结果证明:设计并开发的弹性抛光轮适用于抛光钛合金叶片的叶缘,加工后叶缘的表面粗糙度与轮廓度均能满足需求。对正交试验结果进行工艺参数优化后发现:当主轴转速为 800 r/min、进给速度为 6 mm/min、加工压力为 4 N、磨料粒径为 10~14 μm 时叶缘的综合抛光效果最好,抛光后叶缘的表面粗糙度 R a 由初始的1.165 μm 降为 0.213 μm,轮廓度由初始的 0.048 mm 降为 0.016 mm,获得了叶缘表面粗糙度低、轮廓度高的钛合金叶片。
参考文献:
[1]乔志杰. 工业机器人辅助抛磨叶片工艺规划及实验研究 [D]. 太原: 太原理工大学, 2022.
QIAO Zhijie. Industrial robot-assisted blade polishing process planning
and experimental research [D]. Taiyuan: Taiyuan University of
Technology, 2022.
[2]陈雷, 李大力, 王婧雯, 等. 航空发动机叶片进排气边缘形状自动评价方法 [J]. 航空动力学报,2023,38(4):986-993.
CHEN Lei, LI Dali, WANG Jingwen, et al. Automatic shape evaluation
method of aeroengine blade inlet and exhaust edges [J]. Journal of
Aerospace Power,2023,38(4):986-993.
[3]张军锋. 整体叶盘叶片前后缘柔性拋光工艺及参数优化 [D]. 西安: 西北工业大学, 2018.
ZHANG Junfeng. Flexible polishing technology and parameters
optimization for the leading and trailing edges of blisk blade [D]. Xi′an:
Northwestern Polytechnical University, 2018.
[4]琚春, 刘佳, 杨胜强, 等. 叶片前后缘识别及百叶轮抛磨工艺研究 [J].中国机械工程,2023,34(22):2674-2683, 2692.
JU Chun, LIU Jia, YANG Shengqiang, et al. Identification of blade
leading edge and trailing edge and study on polishing process by flag
wheel [J]. China Mechanical Engineering, 2023, 34(22): 2674-2683,2692.
[5]赵欢, 姜宗民, 丁汉. 航空发动机叶片叶缘随形磨抛刀路规划 [J]. 航空学报,2021,42(10):256-266.
ZHAO Huan, JIANG Zongmin, DING Han. Tool path planning for
profiling grinding of aero-engine blade edge [J]. Acta Aeronautica et
Astronautica Sinica,2021,42(10):256-266.
[6]任泽, 朱永伟, 董彦辉, 等. 弹性磁极磨头磁力研磨 TC4 钛合金的工艺优化 [J]. 金刚石与磨料磨具工程,2023,43(2):257-264.
REN Ze, ZHU Yongwei, DONG Yanhui, et al. Process optimization of
magnetic grinding TC4 titanium alloy with elastic magnetic pole grinding
head [J]. Diamond amp; Abrasives Engineering,2023,43(2):257-264.
[7]刘明佳. 镍基合金叶片叶尖精密磨削实验及其振动特性影响研究 [D].长沙: 湖南大学, 2020.
LIU Mingjia. Study on precision grinding experiment of nickel-based
superalloy blade tip and its effect of vibration characteristics [D].
Changsha: Hunan University, 2020.
[8]王洋. 叶片自适应磨抛工具系统研制及实验研究 [D]. 长春: 吉林大学,2023.
WANG Yang. Development and experimental study of blade adaptive
grinding and polishing tool system [D]. Changchun: Jilin University,2023.
[9]邱阳. TC4 钛合金曲面固结磨料抛光研究 [D]. 南京: 南京航空航天大学, 2023.
QIU Yang. Research on fixed abrasive polishing for TC4 titanium alloy
curved surface [D]. Nanjing: Nanjing University of Aeronautics and
Astronautics, 2023.
[10]王健杰. 固结磨料研磨 TC4 钛合金的材料去除机理研究 [D]. 南京: 南京航空航天大学, 2020.
WANG Jianjie. Material removal mechanism of lapping TC4 titanium
alloy by fixed abrasive [D]. Nanjing: Nanjing University of Aeronautics
and Astronautics, 2020.
[11]刘纪东. 机器人固结磨料工具抛光叶片轨迹规划 [D]. 南京: 南京航空航天大学, 2021.
LIU Jidong. Robotic trajectory planning of polishing blade with fixed
abrasive tool [D]. Nanjing: Nanjing University of Aeronautics and
Astronautics, 2021.
[12]盛鑫, 朱永伟, 任闯, 等. 固结硅基聚集体金刚石磨料垫的研磨性能 [J].
光学精密工程,2023,31(6):839-848.
SHENG Xin, ZHU Yongwei, REN Chuang, et al. Lapping performance
of fixed silicon-based agglomerated diamond abrasive pad [J]. Optics and
Precision Engineering,2023,31(6):839-848.
作者简介
通信作者: 朱永伟,男,1967 年生,教授、博士生导师。主要研究方向:精密超精密加工、表面工程等。
E-mail:meeywzhu@nuaa.edu.cn
(编辑:周万里)
Polishing"process"of"titanium"alloy"blade"edges"using"bonded-resin"diamond"tools
ZHANG Wanyi
1 , XU Chengyu 1 , JI Dongfeng 1 , ZHANG Tianhong 1 , ZHU Yongwei 1 , QIN Fengming 2
(1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics,
Nanjing 210016, China)
(2. State Key Laboratory for High Performance Tools, Zhengzhou Research Institute for Abrasives and Grinding Co.,
Ltd., Zhengzhou 450001, China)
Abstract
Objectives: Aero engine blades are important components in engines, and the machining accuracy of theblade edge directly affects the aerodynamic performance of the blade. Improving the surface roughness and the profileaccuracy of the blade edge are crucial to improving the service life and the performance of the engine. However, thecurvature radius of the blade edge surface varies greatly to even less than 0.05 mm, which puts higher requirements onprocessing equipment and technology. Therefore, the polishing process of blade edges is studied and a fixed resin dia-mond elastic polishing wheel adapting to the shape of the blade edge is developed to explore its feasibility on a 6R ro-bot polishing platform when polishing blade edges. Methods: The fixed resin diamond elastic polishing wheel is de-veloped based on the characteristics of small curvature radius and complex surface shape of the blade edge, and a robotpolishing platform is built to study the polishing process of Ti alloy blade edges. Firstly, by combining UG secondarydevelopment with robot kinematics, the polishing path of the wheel based on the robot platform for polishing bladeedges is planned. Secondly, the orthogonal experimental method is used to explore the influences of four main processparameters, namely spindle speed (A), feed rate (B), machining pressure (C), and abrasive particle size (D), on the sur-face roughness and contour of the blade edge. The optimal combination of process parameters is then obtained. Finally,the titanium alloy blade edge workpiece is polished using the optimal parameter combination, and the surface roughnessand the contour of the workpiece after polishing are measured to determine whether the polishing quality of the work-piece meets the requirements for use. Results: The orthogonal experiments are conducted on titanium alloy blade edgepolishing using the fixed resin diamond elastic polishing wheel on the 6R robot polishing platform. The experimentaldata show that: (1) Among the four process parameters A, B, C and D, B has the greatest impact on the blade edge pro-file with a range R 1 of 0.015. The second greatest influences are from A and C, and the least influence is from D. The op-timal combination of process parameters is A 2 B 1 C 2 D 3 , that is, the spindle speed is 700 r/min, the feed speed is 6 mm/min,the processing pressure is 4 N, and the abrasive particle size is 10~14 μm. (2) B has the greatest effect on the surfaceroughness of the blade edge, with its range R 2 being 0.136, which is much higher than that of other parameters. Thesecond greatest influences are from D and A, and the least influence is from C. The optimal combination of processparameters is A 3 B 1 C 2 D 3 , that is, the spindle speed is 800 r/min, the feed speed is 6 mm/min, the processing pressure is 4N, and the abrasive particle size is 10~14 μm. Conclusions: A new type of resin diamond elastic polishing wheel is in-novatively designed by combining fixed abrasive technology and elastic polishing technology, which is suitable for thecharacteristics of large curvature changes and complex surfaces of the blade edge. It is used for orthogonal experimentsof blade edge polishing on the 6R robot polishing platform. The experimental results show that the designed and de-veloped elastic polishing wheel is suitable for polishing the edges of titanium alloy blades, and the surface roughnessand profile accuracy of the processed edges can meet the requirements for use. At the same time, the optimized processparameter combination for polishing the edge of titanium alloy blades is A 3 B 1 C 2 D 3 , which includes a spindle speed of800 r/min, a feed rate of 6 mm/min, a processing pressure of 4 N, and an abrasive particle size of 10~14 μm. Underthese parameters, the overall effect of blade edge polishing is the best, with the surface roughness R a decreasing from theinitial 1.165 μm to 0.213 μm, and the profile decreasing from the initial 0.048 mm to 0.016 mm.
Key"words
diamond elastic polishing wheel;blade edge polishing;surface roughness;surface flatness
