细径金刚石线锯锯缝内切削液流场仿真研究
2024-12-06陈佳虎葛培琪

摘要 随着工件大尺寸化及锯丝细线化,锯切加工过程中的锯缝越来越深且窄,切削液在锯切过程中无法充分发挥作用,对切片质量影响较大。基于计算流体力学(computational fluid dynamics,CFD)数值模拟,通过建立 CFD 锯缝模型,对金刚石线锯锯切加工材料时锯缝内切削液流场进行分析研究。仿真分析发现:在小尺寸锯缝内,随着走丝速度增大至 25 m/s,切削液更能充分进入锯缝,在锯丝与工件接触区域及非接触区域充满液体后,接触区域流体压力在 0.179 0 MPa 左右,非接触区域流体压力在 0.159 0 MPa 左右;切削液黏度和表面张力在一定范围内的降低,有利于保证锯缝内切削液的相对饱和与稳定,同时可以使锯缝内切削液压力分布更为稳定。
关键词 金刚石线锯;计算流体力学;小尺寸锯缝;切削液流场
中图分类号 TG58; TG74; O357 文献标志码 A
文章编号 1006-852X(2024)06-0781-08
DOI 码 10.13394/j.cnki.jgszz.2023.0235
收稿日期 2023-11-07 修回日期 2023-12-21
切削液在金刚石线锯锯切加工过程中具有非常重要的作用,其润滑冷却作用可以减少锯丝与工件的摩擦,吸收加工过程中产生的热量,降低局部加工区域温度,防止切片热变形,提升锯丝使用寿命[1] 。随着锯丝逐渐细线化,锯切大尺寸工件时,锯缝越来越深且窄,切削液不能大量进入锯切区域,这使得金刚石线锯锯切加工过程中,切削液的润滑冷却效果变差,进而导致切片表面质量下降[2] 。因此,为充分发挥切削液在锯切过程中的作用从而保证切片质量,需要对金刚石线锯锯切过程中切削液在锯缝内的流场进行进一步研究。
MÖLLER 等[3]提出一种二维模型分析浆料的弹性流体动力学行为,发现浆液的动力学行为及其与锯丝的相互作用是影响锯切效果的重要因素。ZHU 等[4]将锯丝振动特性引入模型中,探究了锯丝振动与流体动压效应的相互影响。GE 等[5]引入了自柔顺系数,通过有限差分法对一维模型进行数值求解,分析了不同工艺下的弹性流体动压力分布和膜厚分布。ISHIKAWA等[6]采用高速摄像的方法分析游离磨粒线切割中的流体,观察了浆料在线网上的成膜状态以及在锯缝内的流动状态。NASSAUER 等[7]通过实验观测,发现随着锯丝的运动,锯切通道内会出现气泡的产生和溃灭现象。林麟[8]利用计算流体力学(computational fluid dy-namics,CFD)数值模拟,系统探究了切削液施加于锯丝及锯缝 2 种不同供液方式下,线锯锯切加工过程中的流体行为。除此之外,郑忠利[9]以增加进入锯切区域有效切削液为基本思想,采用静电喷雾供液方式代替传统的浇注式供液,发现静电喷雾供液方式获得的硅片质量比浇注式供液获得的硅片质量好。QIU 等[10]采用将硅锭浸入水箱中(水浴锯)的方法锯切硅片,并与传统浇注式供液方法在相同锯切参数下比较,发现改进的金刚石线锯冷却润滑方法能获得表面质量更好的硅片。施郁虎[11]将微量润滑技术应用于金刚石线锯锯切加工中,发现硅片表面粗糙度下降,加工效率提高。此外,宁培桓等[12]研究了线锯锯切加工过程中切削液的挂线能力与其黏度和表面张力的关系,发现具有合适表面张力及黏度的切削液在线锯锯切加工过程中有助于提高切片效率,切出表面质量更好的切片。可见,在游离与固结磨料线锯锯切加工过程中,切削液在锯缝内的流动状态与锯切效果密切相关。随着锯丝细线化以及工件大尺寸化,实际锯切加工中将出现更小的流体尺度,但当下对于细径金刚石线锯锯切加工过程中,切削液充分进入锯缝以发挥润滑冷却作用及其在锯缝内的分布状态的研究较少。因此,在金刚石线锯锯切加工过程中,对切削液在小尺寸锯缝内流场的研究具有重要意义。本研究中通过建立 CFD 锯缝模型,仿真分析了金刚石线锯锯切过程中切削液在小尺寸锯缝中的流场,为研究金刚石线锯锯切加工过程中切削液的冷却润滑效果提供了理论基础。
1
锯缝流场仿真几何模型
基于切削液喷射至锯丝且由锯丝运动携带切削液进入锯缝内的供液方式建立锯缝流场仿真几何模型,如图 1 所示。
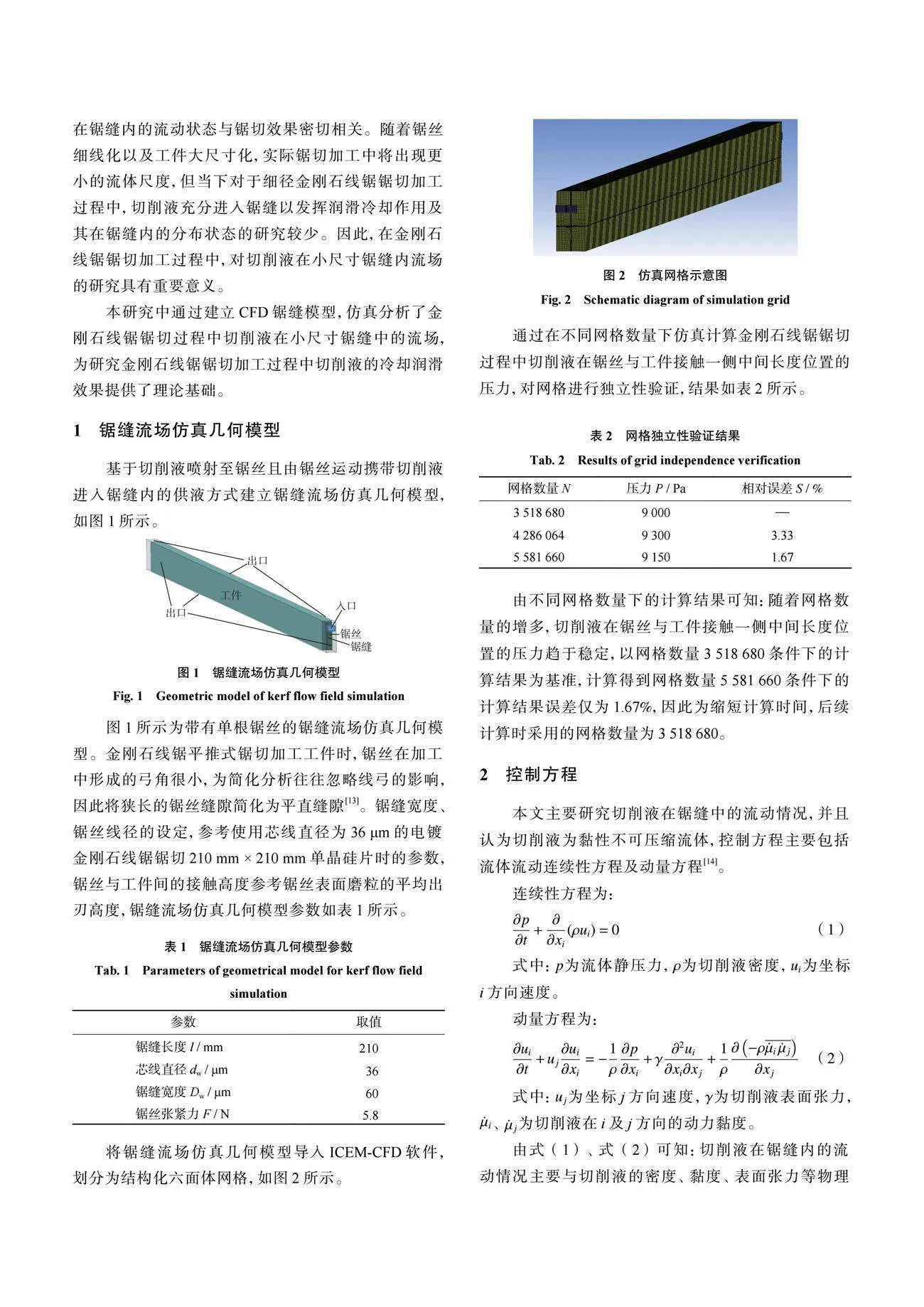
图 1 所示为带有单根锯丝的锯缝流场仿真几何模型。金刚石线锯平推式锯切加工工件时,锯丝在加工中形成的弓角很小,为简化分析往往忽略线弓的影响,因此将狭长的锯丝缝隙简化为平直缝隙[13] 。锯缝宽度、锯丝线径的设定,参考使用芯线直径为 36 μm 的电镀金刚石线锯锯切 210 mm × 210 mm 单晶硅片时的参数,锯丝与工件间的接触高度参考锯丝表面磨粒的平均出刃高度,锯缝流场仿真几何模型参数如表 1 所示。
将锯缝流场仿真几何模型导入 ICEM-CFD 软件,划分为结构化六面体网格,如图 2 所示。通过在不同网格数量下仿真计算金刚石线锯锯切过程中切削液在锯丝与工件接触一侧中间长度位置的压力,对网格进行独立性验证,结果如表 2 所示。
由不同网格数量下的计算结果可知:随着网格数量的增多,切削液在锯丝与工件接触一侧中间长度位置的压力趋于稳定,以网格数量 3 518 680 条件下的计算结果为基准,计算得到网格数量 5 581 660 条件下的计算结果误差仅为 1.67%,因此为缩短计算时间,后续计算时采用的网格数量为 3 518 680。
5
仿真结果
对于各方程的求解方法,动量方程由基于压力的求解器求解,通过隐式时间离散化求解连续性方程,对于压力速度耦合,使用 PISO 算法,得到的结果如下。
5.1
走丝速度的影响
随着工件大尺寸化及锯丝细线化的发展,锯缝尺寸越来越小,因此需要研究小尺寸锯缝条件下如何使切削液充分进入锯切区域。进入锯缝的切削液流体主要是剪切流,在剪切流体中,影响流体运动状态的因素主要为走丝速度,因此在小尺寸锯缝(D w =60 μm)以及切削液入口供液量 Q=2.25 × 10−5 L 的条件下,对走丝速度的影响进行了分析计算。
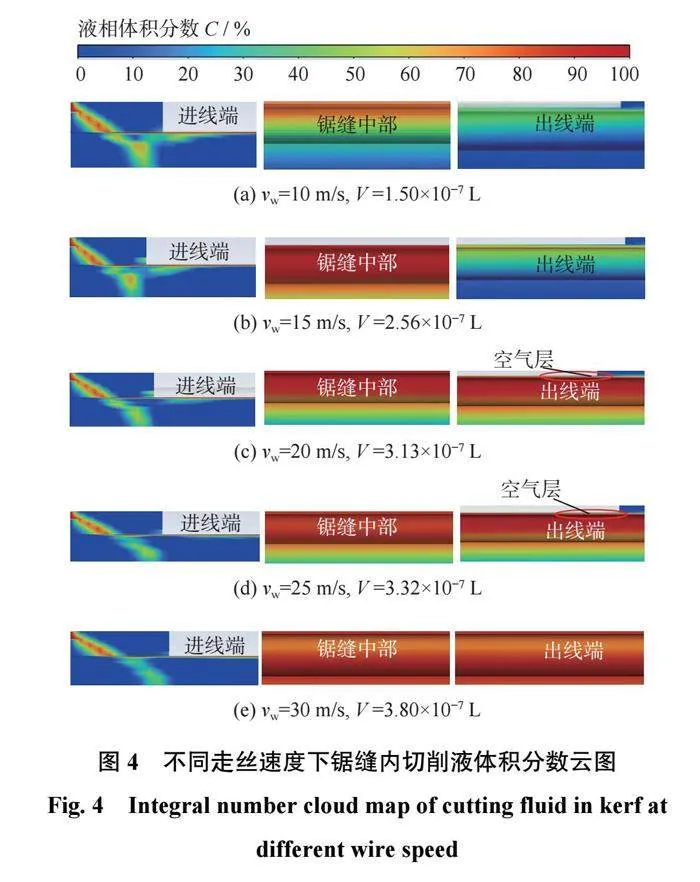
因锯缝狭长,为能更好地对切削液在锯缝内的分布情况进行观察,在后续计算获取切削液在锯缝内体积分数分布云图时,重点观察了锯丝轴向方向平面上的锯丝进线端、锯缝中部及锯丝出线端的切削液体积分数分布云图。图 3 为所观察锯缝位置的示意图,图 4为不同走丝速度条件下切削液在锯丝与工件接触一侧及非接触一侧的体积分数分布云图,并且提取了最终进入锯缝内部的切削液量,图中用 V 表示。
锯缝内锯丝与工件的接触区域一侧以及非接触区域一侧均未完全充满液体,且在接触区域液相体积分数<100%,区域内存在空气层,这将对切片质量产生不利影响,该结果也与文献 [7] 中实验观测到的现象相吻合。随着走丝速度的增大,进入锯缝的切削液也增多,当v w gt;25 m/s 时,接触区域一侧及非接触区域一侧均充满液体,切削液的充分进入将会提升切片质量。
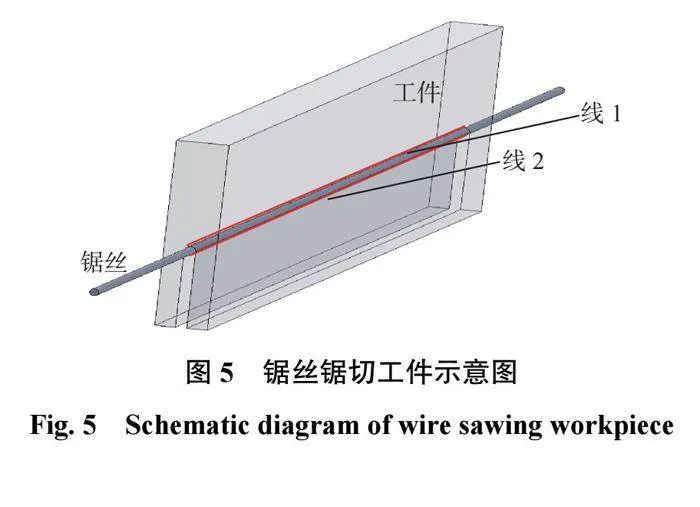
单晶硅等高硬脆材料的断裂韧性越大,单位截面积所受的锯切力也越大,因此降低锯切力可以有效改善切片的表面质量[17] 。金刚石线锯锯切加工过程中,切削液附着在锯丝上并形成液体膜,由锯丝运动带入锯缝,锯缝内部的切削液压力会与锯切力部分抵消,因此,为探究锯缝中切削液的压力分布,在锯丝与工件接触侧和非接触侧进行了压力分布捕捉。如图 5 所示,切削液的压力将沿着线 1 及线 2 测量。
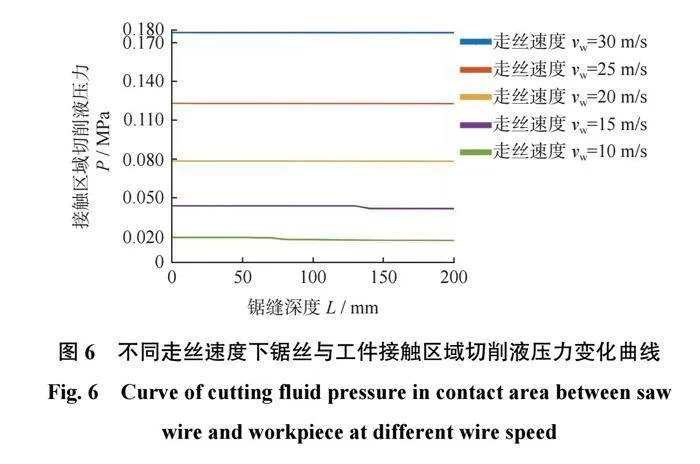
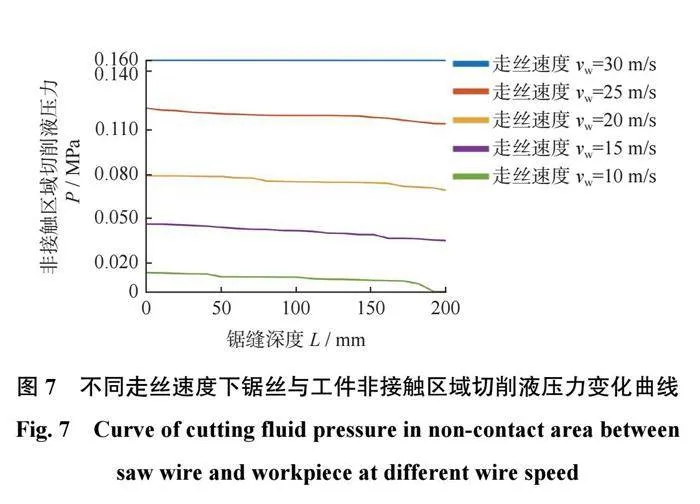
图 6 及图 7 为不同走丝速度条件下,切削液在锯丝与工件接触区域一侧及非接触区域一侧的压力分布曲线图。
由图 6 及图 7 可知:锯缝内切削液压力在锯丝与工件的接触区域一侧和非接触区域一侧随着走丝速度的增大总体上呈增大趋势,两侧的压力差也总体上呈增大趋势,两侧压力分布更加平稳,这将更有利于提高金刚石线锯锯切加工后切片的表面质量。锯缝两侧均充满液体后,接触区域一侧压力在 0.179 0 MPa 左右,非接触区域一侧压力在 0.159 0 MPa 左右。接触区域一侧及非接触区域一侧的切削液压力分布与液体在锯缝中的分布状态密切相关,当切削液在锯切区域分布不均时,锯丝附近出现空气层,这使得气体存在区域与液体存在区域的压力存在差值,从而引起压力波动,对锯切加工后的切片表面质量产生不利影响。
5.2
切削液物理属性的影响
切削液的物理属性与其在锯缝内的流动状态密切相关。为了研究切削液物理属性对金刚石线锯锯切加工过程中锯缝内切削液流场的影响,进行了 5 种切削液(见表 3)在 v w =10 m/s 条件下的物理性质仿真研究。
图 8 为不同切削液物理属性条件下,切削液在锯丝与工件接触区域一侧及非接触区域一侧的体积分数分布云图。
由图 8 可知:随着切削液黏度及表面张力的逐渐减小,切削液逐渐充满锯缝,但当切削液的黏度及表面张力过小时,进入锯缝的切削液会有减少的趋势。文献 [12] 发现,切削液黏度及表面张力过大或过小都不利于切削液的挂线性能,合适的黏度及表面张力更有利于切削液黏附在锯丝上。在金刚石线锯锯切加工过程中,切削液通过黏附在锯丝上,由锯丝运动携带进入锯缝,所以进入锯缝的切削液量越多,说明切削液黏附在锯丝上的量越多,因此仿真结果与文献 [12] 实验得到的不同黏度及表面张力液体挂线性能的规律相吻合,由此说明本次仿真研究结果的正确性。
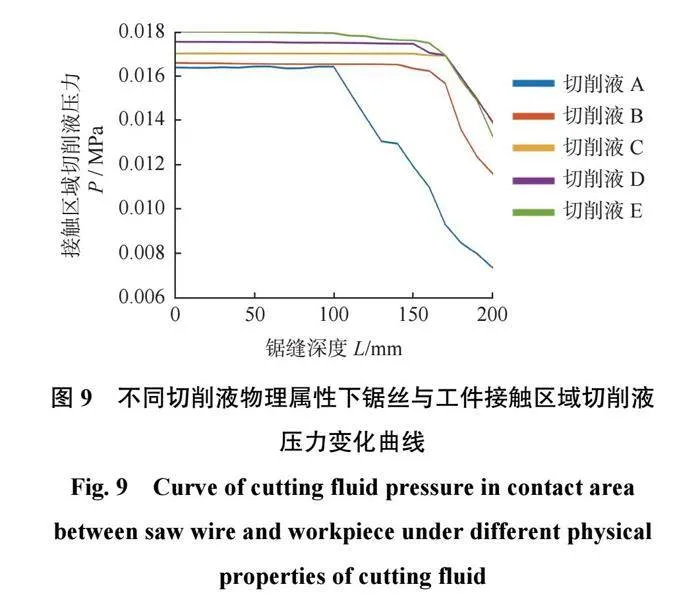
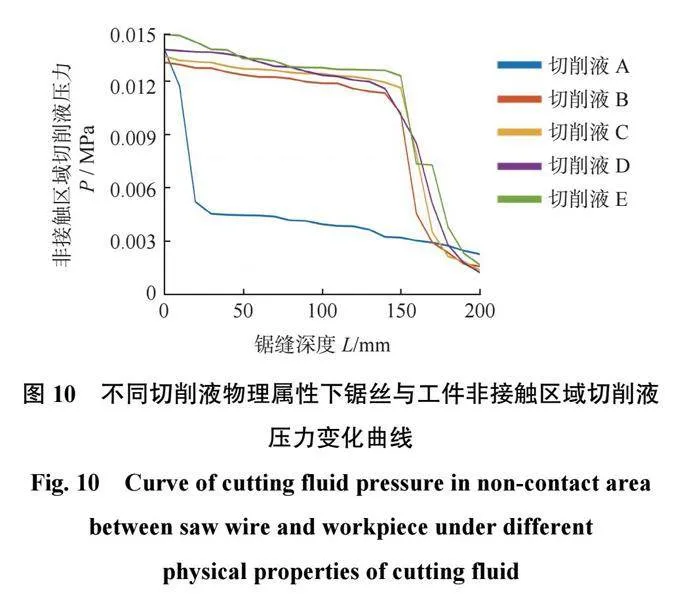
图 9 及图 10 为不同切削液物理属性条件下,切削液在锯丝与工件接触区域一侧及非接触区域一侧的压力分布曲线图。由图 9 和图 10 可知:锯缝内切削液压力在锯丝与工件的接触区域一侧和非接触区域一侧随着切削液黏度及表面张力的减小总体呈增大趋势,且压力分布更加平稳。但黏度及表面张力过小时,压力也会产生一定的波动,这是因为此时切削液不能很好地黏附在锯丝上,进入锯缝内的切削液减少,进而会影响切片质量。接触区域一侧及非接触区域一侧的压力分布与锯缝内切削液分布密切相关,对比分析 5 种切削液,在切削液 C 的物理属性下,接触区域一侧及非接触区域一侧的切削液压力分布更为平稳,接触区域一侧的最大压力在 0.016 9 MPa 左右,非接触区域一侧的最大压力在 0.013 2 MPa 左右。
6
结"论
(1)在小尺寸锯缝下,走丝速度较小时,切削液难以充分进入锯切区域发挥作用,随着走丝速度的增大(v w gt;25 m/s),锯丝与工件接触区域及非接触区域内逐渐充满液体,接触区域与非接触区域的切削液压力及压力差整体呈增大趋势,当接触区域及非接触区域内均充满切削液时,锯缝内切削液压力分布较为稳定,接触区域的压力在 0.179 0 MPa 左右,非接触区域的压力在 0.159 0 MPa 左右。
(2)液体黏度和表面张力在一定范围内的降低,有利于保证锯缝内切削液的相对饱和与稳定,同时可以使锯缝内切削液压力分布更为稳定。综合对比 5 组切削液的物理属性,金刚石线锯锯切加工过程中切削液 C 的物理属性(密度为872.5 kg·m−3 ,黏度为1.15 mPa·s,表面张力为 34.02 mN·m−1 ,与单晶硅表面接触角为 20 °,与锯丝表面接触角为 33 °)更有利于其进入锯缝。
参考文献:
[1]葛培琪, 陈自彬, 王沛志. 单晶硅切片加工技术研究进展 [J]. 金刚石与磨料磨具工程,2020,40(4):12-18.
GE Peiqi, CHEN Zibin, WANG Peizhi. Review of monocrystalline
silicon slicing technology [J]. Diamond amp; Abrasives Engineering,2020,40(4):12-18.
[2]BHAGAVAT S, KAO I. A finite element analysis of temperature
variation in silicon wafers during wiresaw slicing [J]. International
Journal of Machine Tools and Manufacture,2008,48(1):95-106.
[3]MÖLLER H J. Basic mechanisms and models of multi-wire sawing [J].
Advanced Engineering Materials,2004,6(7):501-513.
[4]ZHU L Q, KAO I. Galerkin-based modal analysis on the vibration of
wire–slurry system in wafer slicing using a wiresaw [J]. Journal of Sound
and Vibration,2005,283(3/4/5):589-620.
[5]GE P Q, SANG B, GAO Y F. The numerical analysis on action
mechanism of slurry in free abrasive wiresaw slicing [J]. Key
Engineering Materials,2007(359/360):455-459.
[6]ISHIKAWA K I, SUWABE H, ITOH S I, et al. A basic study of the
behavior of slurry action at multi-wire saw [J]. Key Engineering
Materials,2003(238/239):89-92.
[7]NASSAUER B, HESS A, KUNA M. Numerical and experimental
investigations of micromechanical processes during wire sawing [J].
International Journal of Solids and Structures,2014,51(14):2656-2665.
[8]林麟. 磨粒线切割中的流体行为研究 [D]. 厦门: 华侨大学, 2020.
LIN Lin. Study on fluid behavior in abrasive wire cutting [D]. Xiamen:
Huaqiao University, 2020.
[9]郑忠利. 静电喷雾金刚石线锯切割液吸附特性及切割实验研究 [D].杭州: 浙江工业大学, 2020.
ZHENG Zhongli. Adsorption characteristics and cutting experiments of
electrostatic spray diamond wire saw cutting fluid [D]. Hangzhou:
Zhejiang University of Technology, 2020.
[10]QIU J, LI X F, ZHANG S B. Research on an improved bath cooling and
lubrication method for diamond wire sawing [J]. The International
Journal of Advanced Manufacturing Technology,2021,112:1-10.
[11]施郁虎. 基于金刚石线锯的微量润滑与工艺研究 [D]. 镇江: 江苏科技大学, 2020.
SHI Yuhu. Micro lubrication and process research based on diamond
wire saw [D]. Zhenjiang: Jiangsu University of Science and Technology,2020.
[12]宁培桓, 周建伟, 刘玉岭, 等. Si 单晶片切削液挂线性能的研究 [J]. 半导体技术,2008,33(11):981-984.
NING Peihuan, ZHOU Jianwei, LIU Yuling, et al. Study on the
capability of adhesion of monocrystalline Si wafer cutting fluid [J].
Semiconductor Technology,2008,33(11):981-984.
[13]冯勇, 王晓宇, 徐振钦. 单晶硅料摆辅助多金刚线切片的锯切力模型研究 [J]. 机械工程学报,2021,57(19):260-272.
FENG Yong, WANG Xiaoyu, XU Zhenqin. Research on cutting force
model of diamond wire saw with single crystal silicon swing [J]. Journal
of Mechanical Engineering,2021,57(19):260-272.
[14]章梓雄, 董曾南. 黏性流体力学 [M]. 北京: 清华大学出版社, 2011.
ZHANG Zixiong, DONG Zengnan. Viscous fluid mechanics [M].
Beijing: Tsinghua University Press, 2011.
[15]任玉新, 陈海昕. 计算流体力学基础 [M]. 北京: 清华大学出版社, 2006.
REN Yuxin, CHEN Haixin. Fundamentals of computational fluid
dynamics [M]. Beijing: Tsinghua University Press, 2006.
[16]L·普朗特. 流体力学概论 [M]. 郭永怀, 陆士嘉, 译. 北京: 科学出版社,1984.
L PRANDTL. Introduction to fluid mechanics [M]. GUO Yonghuai, LU
Shijia, translated. Beijing: Science Press, 1984.
[17]雷娟棉, 谭朝明. 基于 Transition SST 模型的高雷诺数圆柱绕流数值研究 [J]. 北京航空航天大学学报,2017,43(2):207-217.
LEI Juanmian, TAN Zhaoming. Numerical simulation for flow around
circular cylinder at high Reynolds number based on Transition SST
model [J]. Journal of Beijing University of Aeronautics and Astronautics,2017,43(2):207-217.
作者简介
通信作者: 葛培琪,男,1963 年生,教授。主要研究方向:金刚石线锯技术。
E-mail: pqge@sdu.edu.cn
(编辑:李利娟)
Simulation"study"of"cutting"fluid"flow"field"in"kerf"of"fine"diameter
diamond"wire"saw
CHEN Jiahu
1 , GE Peiqi 1,2
(1. School of Mechanical Engineering, Shandong University, Jinan 250061, China)
(2. Key Laboratory of High Efficiency and Clean Mechanical Manufacture of Ministry of Education,
Shandong University, Jinan 250061, China)
Abstract
Objectives:"Electroplated diamond wire saws are widely used in the field of slicing hard and brittle materi-als such as monocrystalline silicon and sapphire. Cutting fluid should give full play to its role in the sawing process,which is conducive to the improvement of wafer quality. As the size of the wafer increases and the diameter of the wiresaw decreases, the kerf in the sawing process becomes deeper and narrower, and the cutting fluid cannot enter the kerf inlarge quantities, resulting in worse lubrication and cooling effects during the sawing process, which leads to the declineof the surface quality of the wafer. Based on computational fluid dynamics (CFD) numerical simulation methods, thecutting fluid flow field in the cutting seam of the diamond wire saw was analyzed and studied. Methods:"In this paper,based on CFD numerical simulation methods, the cutting fluid flow field in the sawing seam of the diamond wire saw isanalyzed and studied. Firstly, according to the actual situation of the diamond wire saw cutting process, a 3D simulationgeometric model is established based on the liquid supply mode, where cutting fluid flows along the sawing wire and isbrought into the sawing area by the motion of the sawing wire. Heat transfer is not considered in this study, and the cut-ting fluid is assumed to be a viscous incompressible fluid. The governing equations of fluid flow include the continuityequation and the momentum equation. It is found from the equations that the main factors affecting the flow field distri-bution of cutting fluid in the kerf are wire speed and cutting fluid density. By calculating Reynolds number and Webernumber, the fluid model studied in this paper is selected as the Transition SST model. The VOF method is determined tocharacterize the fluid state of cutting fluid in the saw joint, and the CSF model is introduced into the VOF method tocharacterize the influence of surface tension. Considering the influence of physical properties of cutting fluid, the dens-ity, viscosity, surface tension, and wall contact angle of cutting fluid are measured experimentally. The momentumequation is solved by a pressure-based solver, the continuity equation is solved by implicit time discretization, and thePISO method is used for pressure-velocity coupling. Result: With the increase of chip size and the decrease of wire sawdiameter, the size of the saw seam is getting smaller and smaller. The main fluid entering the saw seam is shear flow,and the main factor affecting the fluid motion state is the wire speed. Under the condition of small-size sawing, when thewire speed is low (v w ≤25 m/s), both the contact area and the non-contact area of the saw wire in the sawing joint are notcompletely filled with liquid, and the liquid volume fraction in the contact area is lt; 100%, with an air layer in the area.With the increase of wire speed, more and more cutting fluid enters the sawing joint. With the increase of wire speed,more and more cutting fluid enters the saw seam. When v w gt;25 m/s, both the contact area and the non-contact area arefilled with liquid. The cutting fluid pressure in the saw seam increases with the increase of wire speed on both the con-tact area side and the non-contact area side, and the pressure difference on both sides also increases generally. The pres-sure distribution on both sides becomes more stable. After both sides of the saw seam are filled with liquid, the pressureon one side of the contact area is about 0.179 0 MPa, and the pressure on one side of the non-contact area is about 0.159 0MPa. With the gradual reduction of the viscosity and surface tension of the cutting fluid, the cutting fluid gradually fillsthe saw joint. Howver, when the viscosity and surface tension of the cutting fluid are too small, the cutting fluid enter- ing the saw joint will tend to decrease. The cutting fluid pressure in the saw seam increases with the decrease of the cut-ting fluid viscosity and surface tension in both the contact area and the non-contact area, and the pressure distributionbecomes more stable. However, when the viscosity and the surface tension are too small, the pressure will also fluctuate.Under the physical properties of the cutting fluid C, with a density of 872.5 kg·m−3 , viscosity of 1.15 mPa·s and surfacetension of 34.02 mN·m−1 , the pressure distribution of the cutting fluid on the contact area side and the non-contact areaside is more stable. The maximum pressure on the contact area side is about 0.016 9 MPa, and the maximum pressure onthe non-contact area side is about 0.013 2 MPa. Conclusions: (1) Under small sawing sizes, when the wire speed is low,the cutting fluid is difficult to fully enter the sawing area to play its role. With the increase of the wire speed (v w gt;25m/s), the contact area and non-contact area between the saw wire and the workpiece are gradually filled with liquid, andthe cutting fluid pressure and pressure difference between the contact area and the non-contact area show an overall in-creasing trend. When the contact area and non-contact area are full of cutting fluid, the cutting fluid pressure distribu-tion in the saw joint is relatively stable, with the pressure in the contact area being about 0.179 0 MPa and the pressurein the non-contact area being about 0.159 0 MPa. (2) The reduction of liquid viscosity and surface tension within a cer-tain range is conducive to ensuring the relative saturation and stability of the cutting fluid in the saw joint, and at thesame time, it can make the pressure distribution of the cutting fluid in the saw joint more stable. A comprehensive com-parison of the physical properties of the 5 groups of cutting fluids shows that the physical properties of the cutting fluidC during the diamond line saw cutting process are more conducive to its entry into the saw joint.
Key"words
diamond wire saw;computational fluid dynamics;small size kerf;cutting fluid flow field
