定制化被动式木门窗材柔性分类智能控制系统设计
2024-07-10石昌玉,丁禹程,曲文,任长清,吴哲,杨春梅
石昌玉,丁禹程,曲文,任长清,吴哲,杨春梅

摘要:针对行业内被动式木门窗扇及窗框等集成材根据订单要求完成定长截断、四面刨铣后,需要对尺寸各异的门窗材进行优化分类堆叠的现状设计柔性分类智能远程控制系统。通过Modbus通信协议及多种传感器协同完成现场数据的实时采集,运用消息队列遥测传输(Message Queuing Telemetry Transport,MQTT)协议和通信模块将采集的数据上传至云平台,终端用户通过手机App或Web端实时查看系统运行数据及进行远程操控,实现基于物联网的远程监控与报警。结果显示,设计的控制系统尺寸信息采集系统的鲁棒性较高,系统故障率低,同时提高分类堆叠效率。控制系统的设计实现了门窗材定制化分类堆叠的自动化、数据实时采集与传输以及远程监控,为实木加工的智能化与信息化应用提供了技术支撑。
关键词:定制化门窗材;分类堆叠;智能化;远程监控;被动式建筑
中图分类号:S776.9文献标识码:A文章编号:1006-8023(2024)03-0162-08
Design of Customized Passive Wood Door and Window Material Flexible Classification Intelligent Control System
SHI Changyu, DING Yucheng, QU Wen, REN Changqing, WU Zhe, YANG Chunmei*
(College of Mechanical and Electrical Engineering, Northeast Forestry University,Harbin 150040, China)
Abstract:In view of the situation that integrated materials such as passive wood doors, window sashes, window frames in the industry need to optimize the classification and stacking of doors and windows of different sizes after completing fixed-length cutting and four-sided milling according to the order requirements, a flexible classification intelligent remote control system is designed. Real time collection of on-site data is achieved through the Modbus communication protocol and the collaboration of multiple sensors. The collected data is uploaded to the cloud platform using the Message Queuing Telemetry Transport (MQTT) protocol and communication module. End users can view system operation data in real time and perform remote control through mobile APPs or web terminals, achieving remote monitoring and alarm based on the Internet of Things. The results show that the designed control system for collecting size information has high robustness, low system failure rate, and improved classification and stacking efficiency. The design of the control system realizes the automation of customized classification and stacking of door and window materials, real-time data collection and transmission, and remote monitoring, providing technical support for the intelligent and information-based application of solid wood processing.
Keywords:Customized windows and doors; categorized stacking; intelligent; remote monitoring; passive building
0引言
发展被动式建筑是推动我国建筑行业绿色转型,实现“碳达峰、碳中和”目标的重要途径。绿色被动式建筑对门窗材加工的精度要求越来越高,给定制化被动式门窗产业带来巨大挑战[1-3]。定制化生产给分类堆叠环节带来压力,现阶段的分拣、堆叠大多以人工方式完成,企业自动化、智能化程度低、工人劳动强度大,且近几年人力成本在逐年增高,传统的人工堆叠方式需要革新,使用机械手或者机器人等自动化装备来替代人工堆叠是一个很重要的发展方向,因此定制化门窗材柔性分类堆叠控制系统的设计具有现实意义[4-8]。国内诸多学者对堆叠技术进行了研究,例如,李燕等[9]通过数字孪生技术对堆叠机器人进行了研究,提出一种数字孪生模型构建方法,实现了对堆叠机器人的可视化在线监测;Guo等[10]应用PID参数优化原理,对控制器进行优化,提高了堆叠效率;张建强等[11]设计了依靠同步带轮、链条等传动方式让袋装物料完成高位自动码垛,实现了高速、稳定的自动化码垛。但大多学者研究的都是对于产品尺寸变化较小的堆叠技术,该技术不适用于订单多样化的问题,本研究针对定制化尺寸各异的被动式门窗材分类堆叠,设计一套用于分类堆叠的自动化控制系统,进而解决企业在面对堆叠数量较大、种类较多的订单时出现的堆叠效率较低、堆叠错误以及劳动成本较高等问题。
1分类堆叠系统总体设计
分类堆叠系统主要由进料辊台、物料传送带、分类台、分类机械手、堆叠机械手及托盘等结构构成,具体结构如图1所示。
定制化门窗材按订单需求进行定长截断、四面刨铣,然后,经过长宽厚测量传感器完成尺寸识别再被运送到进料辊台上,由物料传送带完成换向传输,系统根据堆叠算法模型判断工件能否被直接堆叠,能被堆叠的工件由分类机械手直接夹取运送到堆叠区,不能被堆叠的工件需由物料传送带将其运送到分类台的靠尺区,等待后续需被堆叠时再由分类机械手将其夹取运送到待堆叠区,进入堆叠区的工件直接被堆叠机械手吸取,并按堆叠模型将工件堆叠在托盘上。重复运行上述工作流程直到该单批工件被堆叠完成,由叉车将其运送到下一个生产线,切换订单。
鉴于定制化门窗材订单的多样化,应用传统的刚性堆叠系统来解决此类问题已显得捉襟见肘。本系统运用柔性堆叠系统来完成多样化订单的堆叠。该柔性堆叠系统的机械手末端执行机构进行特殊设计,每组夹爪和吸盘都有独立的X轴动力系统和位置传感器,打破了传统的刚性堆叠无法应对物料尺寸变化各异缺陷,该系统抓取对象比较多样化,可完成不同长度、不同截面物料的堆叠[12-15]。同时该系统采用多轴同步控制技术,电控同步方式采用主令同步的方式,机械手的每个轴都配备单独动力系统,每个驱动器都用同一的命令信号源进行控制,控制器会对信号源进行合理分配,使得每个电机驱动器都能收到分配好的信号,从而保证机械手可以同步完成控制过程[16-18]。
2分类堆叠控制系统硬件设计
2.1系统的组成与控制方式
根据企业的实际需求,分类堆叠控制系统分为2层机构:现场监控,由各种PLC控制器、触摸屏、信息采集元件、执行元器件及电源模块等组成;远程监控,由移动端的手机、ipad或者电脑、西门子IOT智能网关、云平台服务器和摄像头等组成。
现场监控的信息采集元件主要有激光距离传感器、长度检测传感器、采集温度和湿度信息的变送器、光电开关、物料到位检测微动开关、机械手接近开关、机械手气缸压力传感器;执行元件主要有电机、顶升气缸、机械夹爪和真空吸盘等。
系统的远程监控是采用了西门子的IOT智能网关,PLC与智能网关之间通过RS485连接,PLC将采集到的数据信息传输到云服务器后,云服务器可对数据进行处理和保存,继而实现Web端的数据可视化功能,并且移动端还可以对PLC发出指令修改参数,来控制元器件的动作,其原理如图2所示。
2.2系统电源及驱动设备
系统的控制电路部分主要核心为PLC,包括与PLC相连接的信息采集元件、执行元器件、电源模块以及触摸屏等。PLC通过输入端口接受转换采集元件采集到的各种信息,通过程序设置来控制执行元件运动。电源模块将220 V强电转换为24 V或更小的直流弱电,为PLC、扩展模块、触摸屏、信息采集元件和西门子IOT智能模块进行供电。
2.3系统主要硬件配置
1)主控器件。西门子SIMATIC S7-1200、CPU1215 DC/DC/RLY(订货号:6ES7215-1HG40-0XB0)。PLC1200系列性能较高,具有比其他系列更快的处理速度和更高的通讯速率,可支持更高的精度和更复杂的应用程序。还具有更好的可扩展性和灵活性,可满足不同应用的需求;并且拥有多种通讯接设备进行通讯,如人机交互界面(HMI)、数据采集和远程监控等,PLC模块实物与硬件组态如图3所示。
2)远程监控模块。西门子IOT2040智能网关,通过4G/5G或Wi-Fi与海为云平台连接;萤石云智能摄像头,将摄像头嵌入到交互界面编程软件中,在操控机床时可在人机界面实时查看现场监控状况;移动端的手机、PC和ipad等可通过APP、网页端或者微信公众号登录云平台查看实时监控画面、查看数据,遇到紧急报警可通过现场触摸屏、手机短信及微信公众号推送,还可直接在线进行指令操控[19]。
3)信息采集模块。尺寸识别部分:深视智能(SSZN)SD33-195-485-V激光位移传感器、PT100温度传感器、深浦SP-345TZ光电开关、深浦DL-QM025P限位开关。
激光位移传感器测量原理:使用三角测量原理,激光器发出的光束照射在目标上,接收镜头聚集目标表面漫反射或反射的光线并在感光元件上聚焦。当与目标的距离产生变化时,穿过接收镜头光线的角度也会随之变化。如图4所示。
Ov=[(Osh-Osl)×(Iv-IsL)/(Ish-Isl)]+Osl。(1)
式中:Ov为实际测量距离;Iv为模拟量信号值;Osh为换算结果的最大值;Osl为换算结果的最小值;Ish为模拟量输入信号最大值;Isl为模拟量输入信号最小值。
2.4系统控制要求
此系统主要由物料传送装置、分类台配合分类机械手和堆叠机械手完成相应的动作,动作过程如图5所示。主要功能是分类机械手将工件从某仓位A移动到某仓位B,最后由堆叠机械手将此工件从某仓位B移动到某仓位C的具体位置。可将机械手的原点位置设定在龙门架上的左上方,机械手的工作循环顺序为:启动→左右移动→下降→夹料(吸料)→上升→左右移动→下降→放料→上升→移动回原点。PLC程序设计的工作方式有3种模式,即:手动控制(SD)、半自动控制(BZD)和全自动控制(QZD)。
3分类堆叠控制系统软件设计
3.1MQTT
MQTT(Message Queuing Telemetry Transport)是一种消息队列遥测传输协议,可将同一信息在2个机器间进行互传,IOT(internet of things)想要实现多个机器间的交互,需要在没有服务器进程的状况下,因此MQTT成为了工业物联网不可或缺的重要因素。该协议采用发布/订阅模式,可提供一对多的消息传输机制,可以实现与应用程序的解耦。MQTT协议的实现需要客户端和服务器端通讯共同完成,在通讯时,MQTT协议有Publish(发布者)、Broker(代理服务器)和Subscribe(订阅者)3种身份[20-21]。
MQTT所传输的消息内容主要包括:主题(Topic)和负载(payload)。发布者将Topic和playload发送到代理服务器,由代理服务器将该消息转发给订购过该Topic的订购者。为了避免信息丢失以及满足对不同类型消息的传输质量,MQTT协议同时提供了3种消息服务质量QoS(Quality of Service levels)等级,见表1。
3.2PLC 程序设计
根据本次堆叠系统设计所要完成的功能,部分重要的PLC输入/输出分配见表2。
该控制系统由工控机发送堆叠数据到PLC中,将PLC上电使能后,对所有轴、气缸进行复位,然后
等待各个轴数据的写入,分类机械手接受到夹取移动位置信号后,移动到指定位置,同时夹爪位置变距,以上步骤完成后进行夹取,移动到待堆叠区位置后,检测下方是否允许放料,允许即可进行放料,否则发出报警;同理堆叠机械手接收到堆叠取料移动位置信号后,移动指定位置,到位后吸盘进行吸料,再等待堆叠放料移动位置信号后,移动至指定位置,进行放料,完成后回到零点,循环此过程。机械手的单轴控制程序如图6所示。
机械手的操作模式有3种调用方式,其中每种方式直接形成互锁,错开使用不可以同时调用。即:SD模式(手动控制)、BZD模式(半自动控制)和QZD模式(全自动控制)。SD模式全过程由人工进行控制,根据工况实时操作;BZD模式和QZD模式都是将机械手的循环流程命令进行封装,由上位机进行直接调用,见表3。
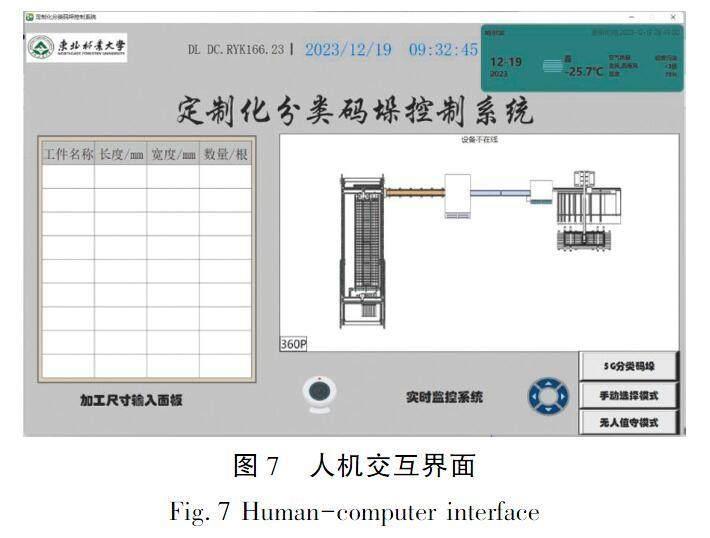
3.3人机交互界面设计
定制化门窗材分类堆叠系统的人机交互界面主要有:主界面、手动控制模式界面和无人值守模式界面。在主页面可以直观地看到当天时间温度天气等基本信息,有一个加工尺寸输入面板需要对一批料的订单信息进行输入,并且可以在监控模块实时查看机床运行状况;在手动控制模式界面可以对每一个输出执行元件(气缸、电机和吸盘等)进行单独控制;在无人值守模式界面可看到加工实时画面、加工流程、工件尺寸位置信息及报警情况。如图7所示。
4云平台远程监控
堆叠系统云平台功能可实现对机床的远程监控、远程操控、参数修改、云组态、故障检测及报警等功能。该功能实现了设备的智能化控制、预防机床故障和无地域限制查看设备工况,为企业提供极大便利。
4.1云组态
为了更加便捷、清晰地查看系统数据,更加高效地监控设备指标,在云组态中搭建监控画面,可直观查看设备数据、参数设置、执行元器件等控制、系统故障和现场环境参数等模块,提供更加人性化的监控系统。
4.2云端报警
设备在运行过程中,出现堆叠故障、堆料、机械手运行故障以及托盘未就位等状况,系统可自动以短信、微信等方式发送报警信息,使企业技术人员及领导不在现场也能对设备运行情况了如指掌,可对突发事件及时采取应急措施,避免现场事故发生。
4.3云地图
云地图用来实时显示同类设备的数量和位置,对定制化门窗材分类堆叠设备ID、设备名称和工厂信息与报警信息进行显示。
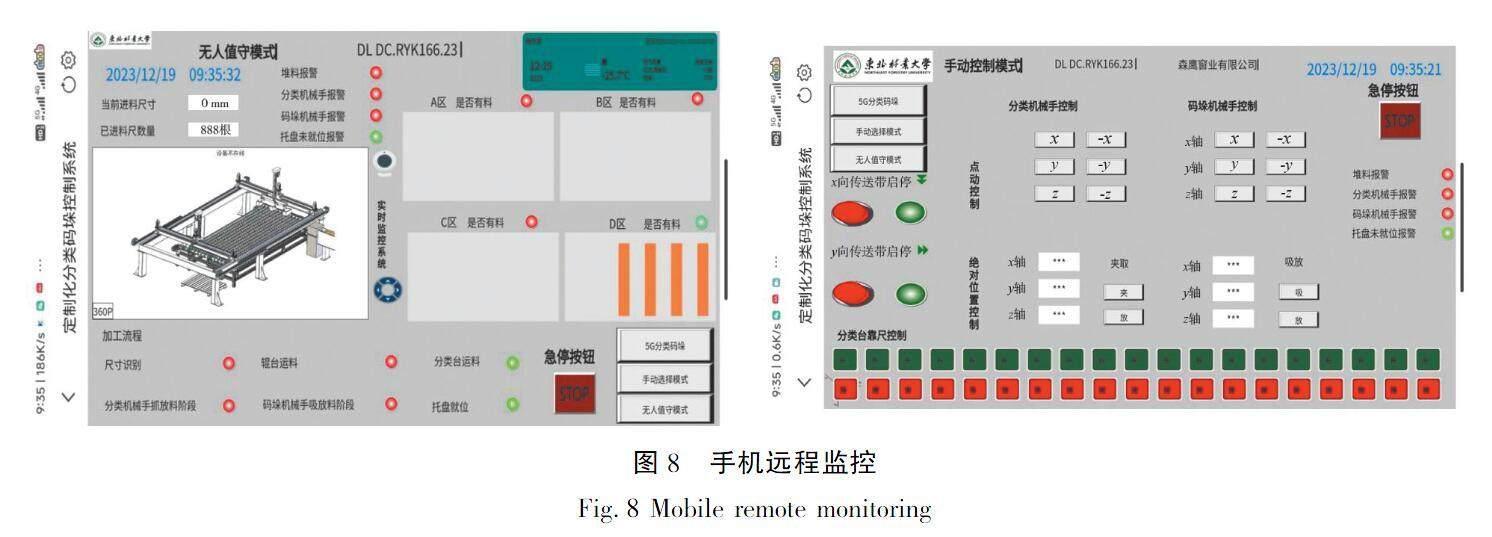
4.4手机远程监控
将云平台和微信绑定后,即可通过手机或者平板等移动端随时随地监控设备情况,图8为手机远程监控组图,包括设备状况、工件尺寸位置信息、实时画面和报警信息等。
5试验验证分析
为了验证定制化门窗材柔性分类堆叠系统的稳定性及可靠性,进行了6组定制化门窗材分类堆叠试验,通过自动化堆叠控制系统和传统人工堆叠方式进行效率对比分析,具体分类码试验垛数据见表4,其加工方式对比如图9所示。
通过表4的数据可以看出,定制化门窗材柔性分类堆叠系统堆叠的平均效率为8 s/根,传统的人工堆叠堆叠在订单数量小于50时的平均效率为11 s/根,但随着订单数量的增多效率会降低,通过上述分析可知,相同批次下的工件自动化堆叠效率明显高于传统人工堆叠效率。在同一批次下,随着堆叠工件数量的增加,人工堆叠效率会更低,这是因为每次堆叠都需要工人弯腰放料,随着上班时间的加长,在机械单一和劳动力强度较大的状况下,工人体力下降,堆叠效率会有所下降,同时针对于尺寸差异较小的工件人工堆叠还会出现堆叠错误,影响下一步工序,对于自动化堆叠系统来说加工效率比较稳定,受外界干扰因素较小。由此可知,定制化门窗材柔性分类堆叠系统具有良好的稳定性和实施可行性,可满足门窗材加工企业的应用要求。自动化堆叠系统效率明显高于传统人工堆叠效率,其效率比较稳定,每天工作时间可远远高于人工,可替代2~3个工人工作,为企业带来可观的经济效益。
6结论
本研究提出柔性分类智能远程控制系统的设计,是从企业的实际应用问题出发,设计定制化门窗材的分类堆叠生产线,打破了原有的定制化门窗材只能由人工堆叠的局限性,减少企业的人工成本,同时还可以提高企业的自动化、智能化,随着门窗行业的快速发展,人工堆叠必将被自动化堆叠系统所替代。
1)该堆叠系统是以SIMATIC S7-1200作为控制核心,采用通信模块配合多种传感器实现数据的实时采集与传输,编写设计上位机监控的人机交互界面,采用云平台技术,实现移动端、PC端分类堆叠系统的远程监控、报警及操控。
2)该堆叠系统很大程度上解决了现阶段定制化门窗材分类堆叠人工依赖程度高、智能化水平低下、工作环境恶劣等一系列问题,提高了企业的自动化水平,为企业的智能化、数字化发展提供了一个良好的平台,进而促进企业综合生产能力的提高。
【参考文献】
[1]李九阳,陈立,郭金鹏,等.双碳背景下被动式超低能耗建筑发展的影响因素及对策[J].建筑经济,2023,44(S1):364-366.
LI J Y, CHEN L, GUO J P, et al. Research on the development and suggestions of passive ultra-low energy buildings in the context of carbon peak and neutrality[J]. Construction Economy, 2023, 44(S1): 364-366.
[2]金文.“定制化”时代门窗行业的发展方向[J].中国建筑金属结构,2020(1):14-21.
JIN W. Development direction of door and window industry in the era of “customization”[J]. China Construction Metal Structure, 2020(1): 14-21.
[3]朱孜,钟应.浅议建筑智能门窗发展意义及发展趋势[J].低碳世界,2021,11(5):136-137.
ZHU Z, ZHONG Y. Discussion on the development significance and trend of intelligent doors and windows in buildings[J]. Low Carbon World, 2021, 11(5): 136-137.
[4]王祥傲,郭建勇,苏鹏,等.基于物联网和PLC的物料分拣码垛监控系统设计[J].衡水学院学报,2022,24(4):11-16,28.
WANG X A, GUO J Y, SU P, et al. Design of material sorting and stacking monitoring system based on IOT and PLC[J]. Journal of Hengshui University, 2022, 24(4): 11-16, 28.
[5]彭林鹏.基于RGB-D的多尺寸箱体智能分拣与码垛规划[D].杭州:浙江大学,2021.
PENG L P. Intelligent picking and palletizing planning of muti-dimensional boxes based on RGB-D[D]. Hangzhou: Zhejiang University, 2021.
[6]赵云涛,徐建佳,吴凯弟.连杯酸奶自动分拣装箱与码垛一体化系统设计与实现[J].制造业自动化,2021,43(8):18-21.
ZHAO Y T, XU J J, WU K D. Design and implementation of the integrated system for automatic packing and stacking of continuous cups yogurt[J]. Manufacturing Automation, 2021, 43(8): 18-21.
[7]成慧翔,张虎,刘攀,等.智能码垛机械手控制系统的设计[J].现代农业装备,2019,40(2):47-49,76.
CHENG H X, ZHANG H, LIU P, et al. Design of the control system of intelligent palletizing manipulator[J]. Modern Agricultural Equipment, 2019, 40(2): 47-49, 76.
[8]赖文雅,王心海,凌永发,等.采摘机械手运动控制及避障研究:基于PLC和物联网远程控制[J].农机化研究,2019,41(1):201-205.
LAI W Y, WANG X H, LING Y F, et al. Research on motion control and obstacle avoidance of picking manipulator based on PLC and Internet of Things remote control[J]. Journal of Agricultural Mechanization Research, 2019, 41(1): 201-205.
[9]李燕,张洁洁,奚方园,等.基于数字孪生的码垛机器人工作站在线监测研究[J].现代制造工程,2023(1):116-121.
LI Y, ZHANG J J, XI F Y, et al. Research on online monitoring of palletizing robot workstation based on digital twin[J]. Modern Manufacturing Engineering, 2023(1): 116-121.
[10]GUO H F, WANG Y Y, LI W Y. Motion control technology of PLC industrial palletizing robot[J]. Automation and Machine Learning, 2022, 3:38-43.
[11]张建强,陈星,刘智鹏.基于同步带传动的高位袋装码垛机设计[J].食品与机械,2020,36(5):111-115,132.
ZHANG J Q, CHEN X, LIU Z P. Design of high bag palletizing machine based on synchronized belt drive[J]. Food & Machinery, 2020, 36(5): 111-115, 132.
[12]刘慧,熊先青,于克,等.板式定制家具智能分拣系统及其应用[J].林产工业,2019,46(5):54-58.
LIU H, XIONG X Q, YU K, et al. Panel customized furniture intelligent sorting system and its application[J]. China Forest Products Industry, 2019, 46(5): 54-58.
[13]张新英,连金峰.木材加工智能数控机械自动化改造浅析[J].林产工业,2020,57(4):77-79,82.
ZHANG X Y, LIAN J F. Analysis on the automation transformation for intelligent numerical control machinery of wood processing[J]. China Forest Products Industry, 2020, 57(4): 77-79, 82.
[14]任长清,赵号,杨春梅,等.数控梁柱材六面加工生产线控制系统设计[J].包装工程,2021,42(3):190-199.
REN C Q, ZHAO H, YANG C M, et al. Design of control system for CNC beam and column material six-sided machining production line[J]. Packaging Engineering, 2021, 42(3): 190-199.
[15]于文吉,石昌玉,魏明,等.基于响应面法与NSGA-Ⅱ的重组竹翻转夹爪优化设计[J].包装工程,2023,44(19):187-195.
YU W J, SHI C Y, WEI M, et al. Optimization design of flipping grippers for bamboo scrimber based on response surface methodology and NSGA-Ⅱ[J]. Packaging Engineering, 2023, 44(19): 187-195.
[16]周宇.基于多轴同步的送料机械手控制系统设计[D].荆州:长江大学,2022.
ZHOU Y. Design of control system of feeding manipulator based on multi-axis synchronization[D]. Jingzhou: Yangtze University, 2022.
[17]孙文慧.基于PLC的多轴同步控制系统研究[J].水电站机电技术,2021,44(6):106-107,111.
SUN W H. Research on multi axis synchronous control system based on PLC[J]. Mechanical & Electrical Technique of Hydropower Station, 2021, 44(6): 106-107, 111.
[18]孙学武,谭辉,杨安坤,等.基于SIMOTION的工业CT多轴同步控制方法[J].控制工程,2016,23(10):1591-1596.
SUN X W, TAN H, YANG A K, et al. Multi-axis synchronous motion control system based on SIMOTION for industrial computed tomography[J]. Control Engineering of China, 2016, 23(10): 1591-1596.
[19]黄东岩,朱龙图,贾洪雷,等.基于GPS和GPRS的远程玉米排种质量监测系统[J].农业工程学报,2016,32(6):162-168.
HUANG D Y, ZHU L T, JIA H L, et al. Remote monitoring system for corn seeding quality based on GPS and GPRS[J]. Transactions of the Chinese Society of Agricultural Engineering, 2016, 32(6): 162-168.
[20]孙洁,王兴楠,孙晔,等.基于PLC的工业云平台控制系统设计[J].电气传动,2020,50(7):69-73.
SUN J, WANG X N, SUN Y, et al. Design of industrial cloud platform control system based on PLC[J]. Electric Drive, 2020, 50(7): 69-73.
[21]李成严,马金涛,赵帅.基于空间域注意力机制的车间人员检测方法[J].哈尔滨理工大学学报,2022,27(2):92-98.
LI C Y, MA J T, ZHAO S. Workshop staff detection method based on spatial domain attention mechanism[J]. Journal of Harbin University of Science and Technology, 2022, 27(2): 92-98.
