三菱PLC与变频器和触摸屏的综合应用
2024-05-25朱峰刚臧能义
朱峰刚,臧能义
新疆工程学院,新疆乌鲁木齐,830011
0 引言
随着自动控制技术在各行业的应用越来越广泛,PLC、触摸屏与变频器的应用也越来越深入和广泛。一个完整的自动控制系统,往往是PLC、触摸屏与变频器等部件的综合应用。在生产中的工件上下料作业,广泛应用于机械、航空等行业流通中心和配送中心。
本文所涉及的是一个在车间用的自动上下料系统,自动上下料机械手控制系统的搭建是为了保证设备运行精度,选用PLC作为控制系统主控单元,由PLC向伺服电机的编码器发送脉冲指令,控制伺服电机对自动上下料机械手工作位置进行精准定位,同时PLC可以接收连接的各传感器和其他的IO接口信号,进而控制整机。选用工业触摸屏作为人机交互界面,通过对触摸屏控制界面的布局设计,用户可以在触摸屏上进行操作,发送信号控制自动上下料机械手,同时可以随时调整控制系统的相关参数,实时监控系统的运行状态。
1 上下料机械手控制系统设计
PLC一般指的是可编程逻辑控制器,专门为工业环境下应用设计的数字运算操作系统,具有可靠性高、编程容易、安装方便和运行速度快的特点。
1.1 PLC选型
本设备控制系统选用的是三菱FX3U-48MT/ES系列,内置64K大容量RAM存储器,内置由CPU、电源、程序内存、输入输出组成的基本单元,同时具有48个IO接口,包括24个输入点和24个输出点,基本满足该自动上下料机械手控制系统的IO配置要求。此外,FX3U-48MT/ES系列PLC采用的是晶体管漏型的输出形式,可以直接连接直流负载,相比于其他输出方式使用寿命长,稳定性也高,更适合作为机械手控制系统的控制器[1]。具体技术参数如表1所示。
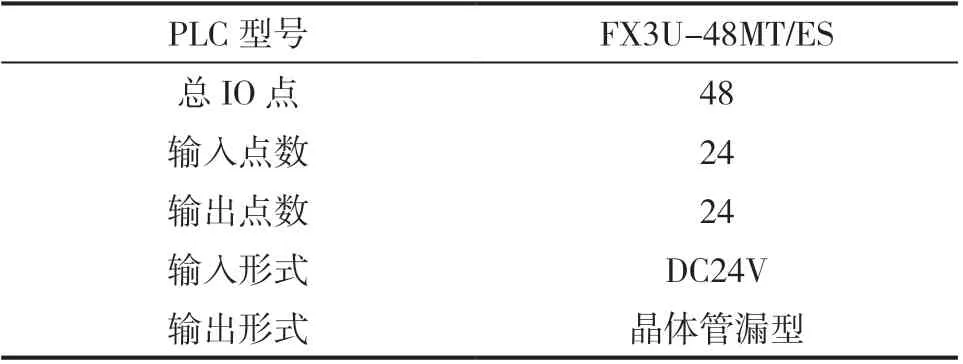
表1 PLC 技术参数
1.2 触摸屏型号选型
作为现代工业PLC控制系统中人机交互的组成部分,触摸屏可以代替传统的按钮控制。借助触摸屏设计软件,可以实现界面的布局和触摸屏界面的功能设计,并且可以添加指示虚拟按钮和显示程序运行数据的图标。通过将三菱PLC和触摸屏相结合,可以实现人为远程对控制系统的操作,触摸屏作为上位主机,可以对连接的一个或多个PLC进行远程控制,不仅可以完成信号触发,还可以将PLC程序中设定的各项数据完整地显示在触摸屏上,方便用户对控制系统的操作和监视[2]。
本次设计的构成自动上下料机械手控制系统的触摸屏,选用的是三菱GOT2000系列触摸屏。触摸屏外观尺寸为316mm×246mm,采用的是模拟电阻膜的触摸方式,支持100万次以上的使用寿命。触摸屏主要技术参数如表2所示。
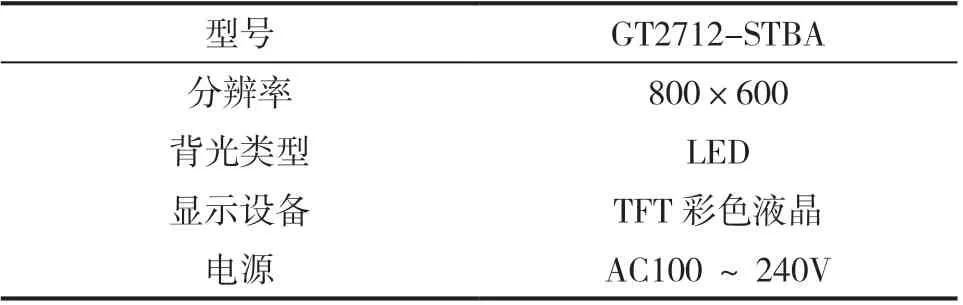
表2 触摸屏技术参数
1.3 PLC程序设计
1.3.1 工作流程
为了方便调试自动上下料机械手,对机械手的控制系统设计了手动模式和自动模式两种控制模式。在手动模式下,用户可以通过触摸屏控制三个操作轴之一的移动,实现在目标区域的正确放置。此外,在手动控制模式下,控制速度可以由触摸屏进行调整。
机械手根据系统确定的逻辑顺序自动执行动作。机械手的上下料操作分为4个运行点:取料点上、取料点、放料点上、放料点。这4个程序点的定位由示教确定。运作过程中,需要由用户手动将各轴操作回零点,随后再按下自动运行按钮。首先,机械手会从零点位置运动到原点位置,再由原点快速运动到取料点的上方,待取料点上的工件到位后,机械手开始缓慢下降到取料点,当真空吸盘接触到工件时,吸盘电磁阀开始接通,通过真空气压吸附工件,等待吸附稳定后,机械手缓慢上升,再快速移动到放料点上方,到达放料点上方后,机械手慢速下降到放料点位置,吸盘电磁阀关闭,吸盘松开工件,工件落在指定的放料点上,工作流程结束后,机械手再缓慢上升到放料点上方,随后快速回到原点位置,进行相同的自动工作过程[3]。在自动运行的整个过程中,如果中途出现紧急情况,可以快速拍下急停按钮,使机械手运行强制停止,待断开急停按钮后,再重新进行回零点的操作,方可重新进行自动运行。图1为自动上下料机械手自动运行流程图。
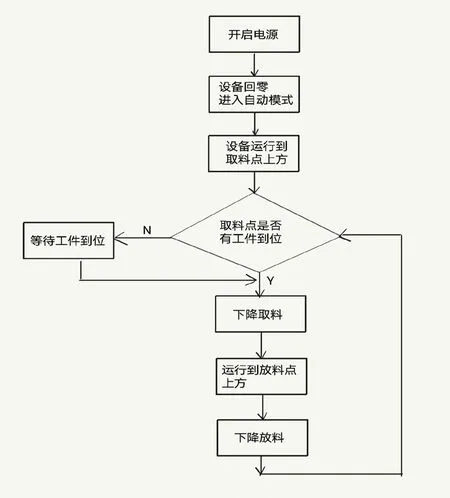
图1 控制系统运行流程
1.3.2 I/O接口分配
IO接口是主机和被控制对象进行信息交换的纽带,是控制系统中信号传递的通道,控制器借由IO接口与连接的设备完成信号传递。在设计PLC程序之前,需要先对PLC上的IO接口根据要求分配好各个接口的地址。PLC控制器的IO接口中,输入端口和输出端口多为数字信号,属于离散信号,PLC控制器的IO接口地址分配如表3所示。
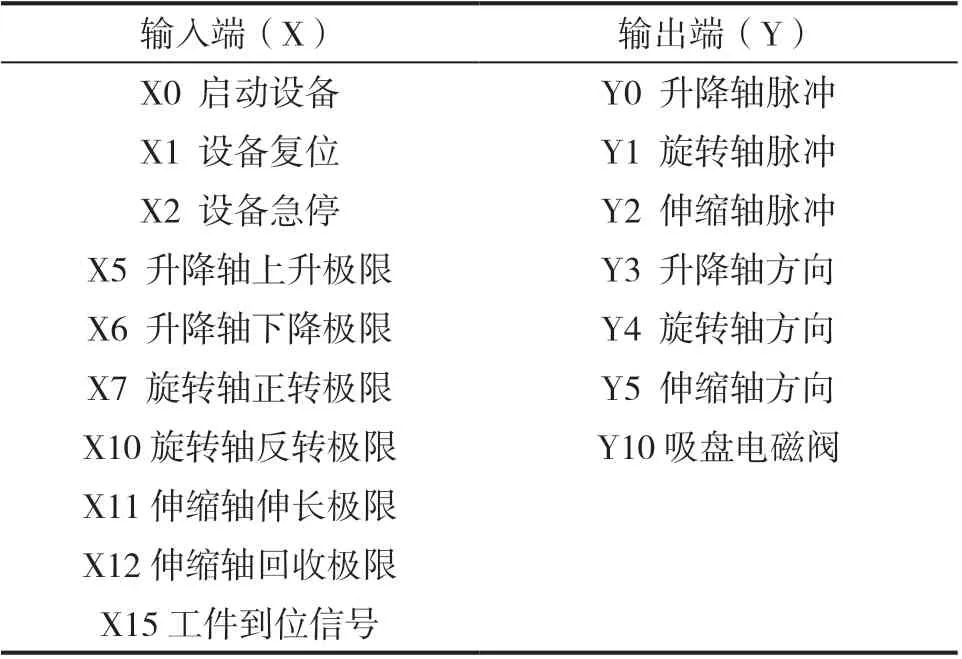
表3 PLC 的IO 接口分配
1.3.3 程序梯形图设计
本次设计的自动上下料机械手是使用PLC控制器作为机械手控制系统的控制器,需要先对PLC进行程序设计,本次使用的是FX3U/FX3UC机型,梯形图作为程序语言。针对三菱FX3U系列PLC,使用的是GX works2软件作为编程软件。
根据要求先对手动模式下的各轴进行编程,使用的是DDRVI相对定位指令,同样是作为常用定位指令,相对定位指令也被称为增量定位,以相对驱动的方式来执行单速定位的指令。结合触摸屏使用,实现三个轴的手动控制程序。按照流程图要求,机械手运动之前需要对设备进行回零点操作,通过复位按钮对设备进行自动回零点操作。同样使用相对定位DDRVI指令,使运行轴从当前位置运动到原点位置。同时,为了可以在手动控制模式下时,更精准地控制机械手的运动位置,设置寸动程序,使机械手在手动控制模式下可以精准移动一定的位置,同时设置方向控制寸动方向,设计出寸动程序梯形图。
在完成自动控制程序的设计时,考虑到机械手在工作过程中是由单个机械手完成整个冲压过程中上下料的取料和放料过程,所以,需要先设置完成好上下料机械手的信号对接,即需要在控制系统中添加相应的取料区域的工件到位信号,同理,也需要添加放料区域的工件放置到位信号。这样才能在工件到达取料区位置时,通过信号发送控制机械手由待命区域运行至取料点进行取料,再根据系统设计的运行流程完成上下料的工作[4]。
1.4 触摸屏界面设计
触摸屏作为控制系统中实现人机交互作用的操作元件,可以与控制器和PLC实现互联。根据本文选型使用的触摸屏型号,运用GT Designer3软件对触摸屏的界面进行编辑布局,根据设备要求设置触摸屏基础参数。
设定好触摸屏主要的技术参数后,进入触摸屏设计界面,将触摸屏左上方设置一个按键,显示机械手的手动工作模式和自动工作模式,右下方分别设有自动模式指示灯、启动指示灯和急停指示灯。下方分为三个运动轴,设定可读取手动控制模式下时,三轴的当前运动位置和手动输入的运行速度,右边有寸动按钮,可以使机械手每次前进指定的距离。在触摸屏下半部分为机械手自动工作模式下的数据读取面板,自动运作模式下机械手在自动运行程序的同时,触摸屏上可以实时显示自动上下料机械手当前运行到的位置。
2 实验结果与分析
2.1 自动上下料机械手的运行结果
将PLC程序写进触摸屏,在手动模式控制下,在触摸屏中点击手动/自动模式切换,当设备处在手动模式中时,自动模式指示灯熄灭。此时在触摸屏中的“轴手动速度”处输入数值,可用于调节指定轴的速度,此时,可在程序监控中读取到轴位置的数据变化。点击“手动速度”旁边的调试按键,自动上下料机械手对应的轴会沿着程序设定方向进行运动,运动的距离会随着按键触发时间的长短发生变化,并将数值显示在触摸屏中“轴当前位置”处。此外,设置寸动按键,点击对应数值的按键可以控制机械手移动程序指定的距离。
在自动控制模式下,自动模式指示灯亮起,此时需要先将自动上下料机械手控制模式切回“手动模式”,通过“回原点”按键在手动模式下,将机械手各轴完成回原点操作,完成后再切回“自动模式”。随后点击启动自动按键,设备会自动循环运行程序,并且会检测工件到位信号,按设定流程完成循环工作。由于受到实验设备限制,在对机械手自动控制系统设计时,另外使用SFC程序语言设计一个自动控制程序,并且设计一个触摸屏界面作为自动控制流程的监视。
根据实验要求,设计的观察触摸屏界面如图2所示,重新设计好SFC程序后,将程序写进GOT进行模拟。在触摸屏界面中,用开关控制机械手运行过程中的定位,用指示灯显示自动上下料机械手的当前运动状态。
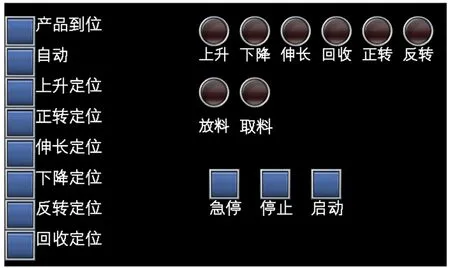
图2 自动程序触摸屏
启动程序后,在触摸屏中点击“启动”和“自动”按键,自动上下料机械手会进行上升、伸长、正转以到达取料待机位置。触摸屏中“上升”“伸长”“正转”三个指示灯会亮起,以表示自动上下料机械手当前状态,如图3所示,此时机械手自动运行到取料待机点。当机械手到达待机点时,会接通“上升定位”“正转定位”“伸长定位”三个开关,当工件到达指定位置时,机床工件位置会发出信号,即“产品到位”开关接通,此时,自动上下料机械手会开始下降到取料位置并进行取料。随后机械手会再次“上升”“回收”“反转”,到达放料点上方,再进行“下降”“伸长”进行放料,结束后再次回到取料待机位置[5]。
2.2 实验结果与误差分析
从系统实际运行效果看,在手动模式下,按下启动按钮接通后,在触摸屏上点击各轴回原点按钮,升降轴、旋转轴和伸缩轴会自动退回原点。按下“上升”或“下降”,升降轴会根据程序设定的方向进行运动,同时可以在触摸屏上随时更改手动模式操作时的各轴手动运行速度。在自动模式下,要先手动进行回原点操作,随后通过触摸屏切换成自动模式,随后开始运行程序,完成原点出发、取料、放料、回原点的流程,并循环工作。系统在运行过程中,有时会有一定的偏差,比如取料时,会因为末端执行器定位的误差导致取料时位置偏移,其中动态误差是因为伺服电机运作时产生的震动,这种情况属于不可控因素,无法做到完全控制。
3 结语
自动上下料机械手的零部件或各轴在设计、安装、调试生产的过程中,可能受到精度和加工条件等因素的限制,使得加工完成出来的机械手各零部件或模组的理论值与实际值出现一定的差异,并且在实际安装机械手的过程中,可能会出现人为因素的外部安装受力使得模组杆件发生轻微变形,导致机械手在工作过程中末端执行器会出现定位误差。
