40Cr圆钢热顶锻开裂原因
2024-05-23王妍
王 妍
(天津航天长征技术装备有限公司,天津 300301)
40Cr钢是一种低淬透性的调质合金结构钢,该钢经过调质处理后具有良好的力学性能,是使用最广泛的合金调质结构钢。在机械制造领域,40Cr钢用于制造机床齿轮、轴销、连杆等;在五金工具领域,该钢用于制造各种刀具;在标准件领域,该钢用于制造螺钉、螺铆、套筒等。经过加工后的40Cr钢零件在使用过程中要承受不同载荷外力的作用,因此要求零件具有较高的抗拉强度、屈服强度和韧性,在瞬间冲击过高或过载条件下,零件不能出现断裂或变形。另外,还要求40Cr钢在加工过程中具有良好的性能,这就要求40Cr钢的化学成分符合国家标准要求,同时还必须具有良好的内部和表面质量,因此在40Cr钢的生产过程中,要严格控制铸坯中的夹杂物含量,及铸坯中心偏析、皮下裂纹等缺陷,40Cr圆钢表面也不能有裂纹及划伤等缺陷[1-2]。
按照YB/T 5293-2006 《金属材料顶锻试验方法》的要求,对热轧圆钢进行表面质量检测的方法为热顶锻。热顶锻的定义是在热状态下沿圆钢试样轴向方向施加载荷,将一定长度的圆钢试样压缩,然后检验圆钢在规定锻压比下(一般将圆钢试样热锻压为原来长度的1/3)承受热顶锻塑性变形的能力。圆钢试样经过变形之后,如果其表面存在缺陷,就能够明显地显示出来。当圆钢试样锻压比达到要求且试样表面未出现肉眼可见的裂纹、折叠等缺陷时,评定该圆钢热顶锻合格;如果圆钢热顶锻试样表面产生肉眼可见的裂纹缺陷(例如缺陷宽度≥0.2 mm),评定该圆钢热顶锻不合格。
在40Cr圆钢的实际生产过程中,其力学性能合格,但是在热顶锻试验时,圆钢表面出现裂纹缺陷的现象时有发生,该现象引起了相关技术人员的高度重视,由相关文献[3-4]可知:40Cr圆钢热顶锻开裂的原因是圆钢在轧制过程中变形量较大引起表面缺陷,在随后的热顶锻过程中,表面缺陷位置产生应力集中,最终导致圆钢开裂。另有研究认为,由于连铸坯自身存在缺陷,如角部裂纹、皮下气泡、皮下夹杂等,在轧制过程中缺陷进一步扩展,因此在随后的热顶锻过程中,圆钢发生开裂现象。
某钢厂生产的直径为60 mm 的40Cr圆钢在热顶锻时发生表面开裂现象,为了提高40Cr 圆钢热顶锻的合格率并找出其开裂原因,笔者采用一系列理化检验方法分析该热轧圆钢的开裂原因,并提出了一些改进措施,以防止该类问题再次发生。
1 理化检验
1.1 宏观观察
40Cr圆钢的生产工艺流程为:120 t顶复吹转炉冶炼→120 t 钢包精炼炉精炼→连铸150 mm×150 mm(长×宽)方坯(配有结晶器电磁搅拌和凝固末端电磁搅拌)→棒材工序→圆钢成品。
截取热顶锻缺陷试样,对试样进行热酸浸,热酸浸的方法为:将体积分数比例为1∶1的盐酸和水配置成盐酸水溶液,将其加热到80 ℃后保温10 min,取出缺陷试样,清洗、烘干试样后,观察试样。热顶锻试样表面存在明显的裂纹,裂纹与圆钢的轴向平行,并贯穿整个试样表面,裂纹有一定的深度。40Cr圆钢热顶锻缺陷宏观形貌如图1所示。

图1 40Cr圆钢热顶锻缺陷宏观形貌
对其母材进行取样,并对试样进行热酸浸,发现母材表面也存在裂纹缺陷,该缺陷与圆钢的轴向平行,贯穿整个试样表面,40Cr圆钢母材表面缺陷宏观形貌如图2所示。

图2 40Cr圆钢母材表面缺陷宏观形貌
1.2 化学成分分析
在40Cr圆钢热顶锻开裂处截取试样,将试样磨平,采用直读光谱仪对其化学成分进行分析,结果如表1 所示。由表1 可知:试样的化学成分符合GB/T 3077—2015 《合金结构钢》的要求。
表1 40Cr圆钢的化学成分分析结果 %
1.3 扫描电镜(SEM)分析
在酸洗后圆钢的裂纹处截取规格为10 mm×10 mm×10 mm(长×宽×高,下同)的试样,将试样置于扫描电镜下观察,结果如图3所示。由图3可知:裂纹末端呈圆顿形貌,没有向基体内部延伸。经过测量,裂纹深度约为50 μm,裂纹的宽度约为250 μm。

图3 圆钢试样裂纹的SEM 形貌
1.4 金相检验
在含裂纹的圆钢上截取并制备规格为10 mm×60 mm×10 mm 的金相试样,再用体积分数为4%的硝酸乙醇溶液对试样进行腐蚀,分别观察圆钢心部及裂纹附近的显微组织形貌,结果如图4所示。由图4可知:40Cr圆钢心部和裂纹处的显微组织均为网状铁素体+珠光体,圆钢心部和边部的晶粒度没有明显差异;裂纹附近没有脱碳现象,裂纹末端圆顿处没有明显分叉形貌。
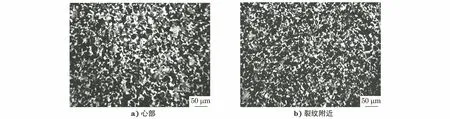
图4 40Cr圆钢心部及裂纹附近显微组织形貌
2 综合分析
由40Cr圆钢缺陷试样的金相检验结果可知:缺陷处组织为铁素体+珠光体,与心部组织一致,缺陷处没有脱碳现象及异常组织,可以推断出该缺陷不是由铸坯缺陷(皮下裂纹、角部裂纹、皮下气泡等)导致的,而是在将铸坯轧制成圆钢的过程中产生的。
由40Cr圆钢缺陷试样的SEM 分析结果可知:缺陷沿着圆钢轴向方向平行并且贯穿试样;缺陷末端呈圆顿形貌,没有向基体内部延伸,同时还能观察到整条贯穿缺陷是等宽的。
由轧制理论和材料力学理论可知:在材料轧制的过程中,如果材料表面产生裂纹缺陷,裂纹的前端就会存在一个塑性变形区;随着轧制的进行,裂纹不断扩展延伸,使材料发生塑性变形,并引起材料的加工硬化,如果要让材料继续变形就需要施加更大的外力;由于材料存在加工硬化,随着裂纹的扩展,较难发生塑性变形,如果裂纹要持续扩展,就要消耗更多的塑性变形能量,从而使裂纹沿单一方向扩展的阻力相应增大,这时裂纹会选择向阻力最小的方向扩展,这样裂纹的延伸方向、深度及宽度就会发生改变,呈无规则状[5-7]。由于缺陷呈一条直线状形貌,并与圆钢的轴向平行,同时裂纹深度一致,可以推断出圆钢在铸坯轧制成圆钢的过程中存在划伤缺陷,正常情况下划伤容易导致圆钢表面的裂纹呈直线状。
产生裂纹缺陷的主要原因有:在圆钢轧制过程中,材料处于高温状态,钢材表面硬度较小,在轧制设备出现问题或精度较差时,高速轧制过程中的圆钢表面会留下贯穿的直线型划伤。
圆钢表面存在划伤缺陷时,其划伤处在热顶锻或冷挤压过程中非常容易成为裂纹源而导致圆钢表面开裂。
3 结论及改进措施
(1) 划伤在圆钢表面呈现直线形并贯穿整个试样,可以推断出这不是铸坯问题产生的缺陷。
(2) 缺陷附近组织为网状铁素体+珠光体,与心部组织一致,并且二者晶粒尺寸大致相同,没有发现异常组织;缺陷附近没有出现脱碳现象,故可以排除是组织异常导致的缺陷。
(3) 在轧制过程中,圆钢表面存在划伤导致热顶锻表面开裂。可采用对轧线辊道、机架进行检查导位,提高导卫装置的加工精度并及时清理进口夹板内的异物、毛刺等方法来减少划伤缺陷。
