水电厂机组转轮上冠止漏环裂纹分析及处理
2024-05-12陈世程邵飞燕方戊强
陈世程,邵飞燕,方戊强
(四川省紫坪铺开发有限责任公司,四川 成都 610039)
0 引言
紫坪铺水力发电厂位于成都市西北60 余km的岷江上游(汶川映秀至都江堰段),是一座以灌溉和供水为主,兼有发电、防洪、环境保护等综合效益的I 等大(1)型水利枢纽工程,控制流域面积22 662 km2,占岷江上游流域面积的98%。紫坪铺水力发电厂由挡水大坝、泄洪排沙系统和引水发电系统组成,主要建筑物钢筋混凝土面板大坝、溢洪道、泄洪排沙洞、冲沙放空洞、引水发电系统进水口为1 级建筑物,按1 000 年一遇洪水设计洪峰流量8 300 m3/s,最大洪水校核洪峰流量12 700 m3/s,地震设计烈度为Ⅷ度。正常水位877.00 m,死水位817.00 m,汛限水位850.00 m,防洪高水位861.60 m,设计洪水位871.20 m,校核洪水位883.10 m,水库库区面积18.16 km2,总库容11.12 亿m3;总装机容量76 万kW,多年平均发电量34.17 亿kW·h。
1 概述
紫坪铺水力发电厂总装机容量为76 万kW,安装4 台单机容量为19 万kW 的混流式水轮发电机组,最高水头132.76 m,最低水头68.40 m,水头变幅较大,开停机次数较多,对机组的运行稳定性和灵活性的要求高,要求水轮机设备能安全、可靠运行。因此,水轮机转轮选用俄罗斯LMZ 公司提供的PO140-LJ-485 型转轮,转轮最大压力脉动双振幅值为△H/H=7%,叶片为钢板模压成型数控加工,将上冠、下环和叶片焊接成一体,转轮为整体转轮,并且只出现在低水头的部分负荷地方,该工况运行时间很少,能量性能符合紫坪铺电站要求,高效区宽广,运行区域优良,并有相当大的超出力能力。
1.1 转轮主要附件
转轮主要附件见表1。
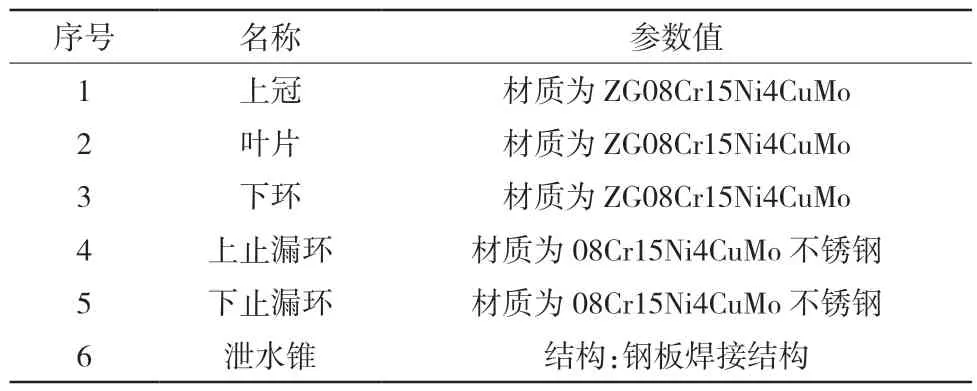
表1 转轮主要附件
1.2 转轮技术参数
转轮技术参数见表2。
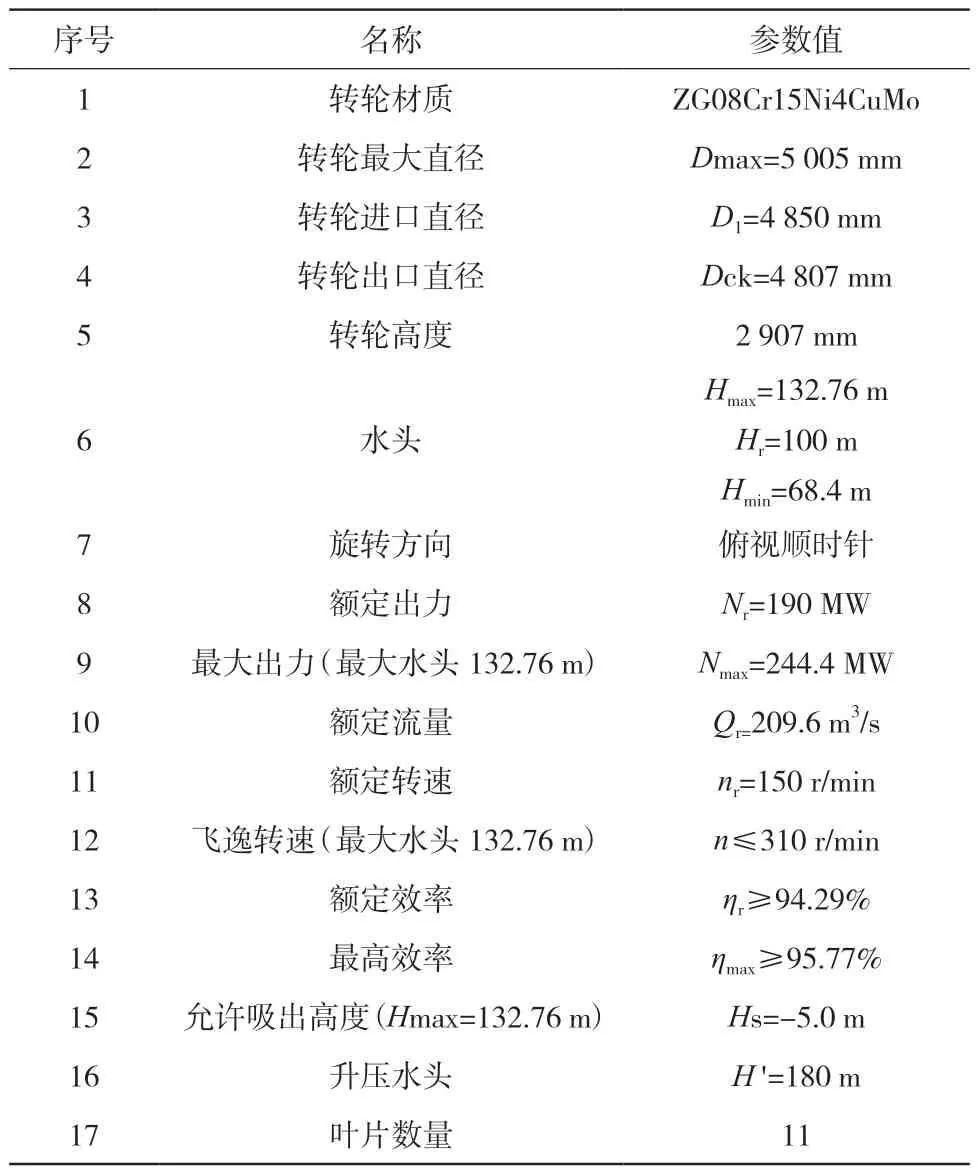
表2 转轮技术参数
1.3 基本原理
把水流的能量如动能、势能转变为机组的机械能。
2 裂纹的发现与检测
紫坪铺水力发电厂2 号机组汛后检修时对转轮上冠进行渗透探伤检测(PT),检测发现转轮上冠与上止漏环封焊焊缝存在3 处缺陷:4 号叶片附近存在400 mm 裂纹,其中连续裂纹长度达250 mm;9 号、10 号叶片附近存在较少裂纹,长度仅几毫米;11 号叶片附近存在150 mm 裂纹且较为明显。
2.1 缺陷情况
缺陷情况见图1~图3。

图1 4 号叶片附近焊缝缺陷

图2 9 号~10 号叶片附近焊缝缺陷

图3 11 号叶片附近焊缝缺陷
2.2 转轮及止漏环剖视图
转轮及止漏环剖视图见图4。

图4 转轮及止漏环剖视图
3 转轮上冠止漏环裂纹缺陷原因分析
3.1 运行工况的因素
2019 年04 月,四川电网采用小网运行,系统容量小,容易受到负荷波动影响,省调要求紫坪铺电厂投入AGC 运行,以便于随时调频。在AGC 投运前,电厂运行人员主要根据四川省调值班调度员的指令或当日负荷曲线进行有功功率调整,可人为对每台机组的有功负荷进行单独调整,亦可对负荷变化趋势进行预判,具有一定的灵活性,能最大限度地避免机组频繁地跨振动区运行。在AGC 投运后,系统无法对负荷变化趋势进行预判,机组是否跨越振动区运行完全由负荷情况决定,当AGC 有功设定值与实际值超差大于跨振动区有功死区且机组不跨越振动区无法调整时,就会有机组跨越振动区运行。AGC 控制实质上是根据系统负荷“差值”进行调节,而系统负荷总在不断地变化,新的负荷给定值源源不断地下发,AGC 的调节在不断进行,因此,发电厂在投入AGC 后,机组运行时“调节过程”所占的时间将远大于“非调节”时间,大部分机组的运行工况由原固有的静态运行转换为动态运行,动态调节成为发电机组的常有工况。这段时间内,机组在特定水头、特定负荷以及负荷变化过大导致涡流现象,转轮受到冲击出现强烈振动、异常响声,虽设置了强迫补气装置减少水工建筑、水轮机各部件的振动、异响问题,但是在特定工况下依然存在影响机组转轮等重要部件的振动及交变应力。
3.2 设备的因素
2 号机组在汛后A 级检修后,进行定、转子空气间隙测量,上端轴止口中心复测,转子磁极圆度、垂直度及中心高程测量,机组中心及轴线调整等,其中定、转子空气间隙部分数据超标见表3。
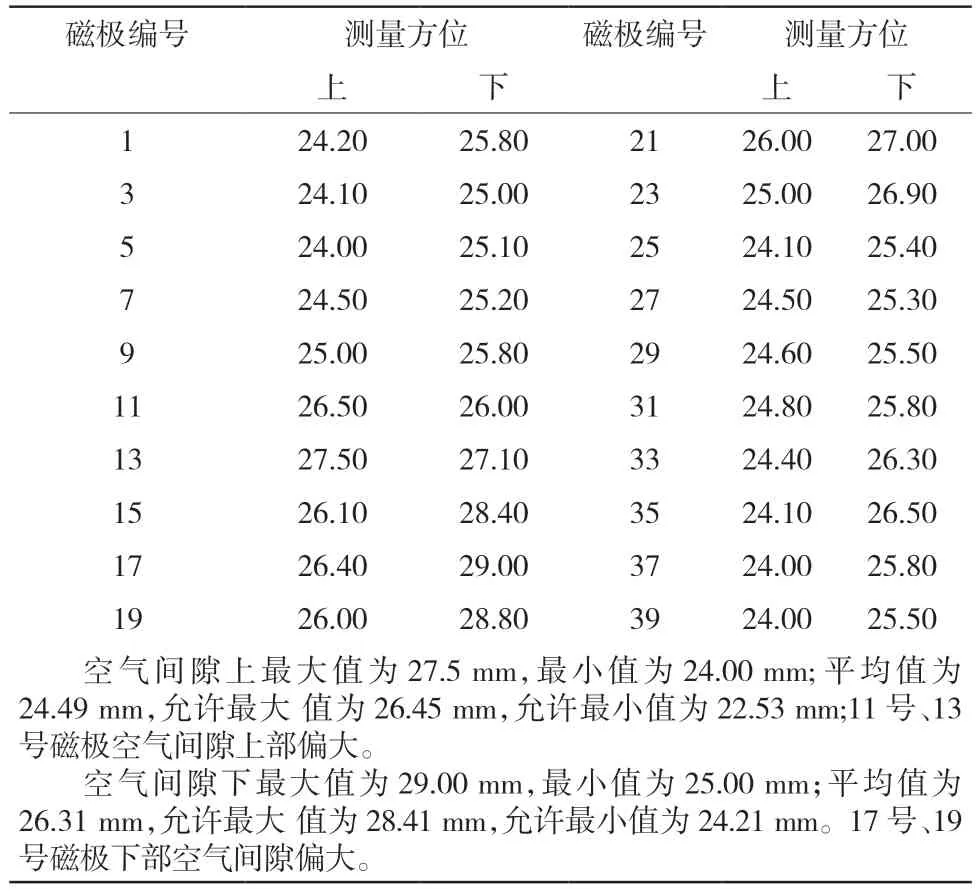
表3 2 号机组A 级检修定、转子空气间隙测量记录 单位:mm
2 号机组空气间隙部分数据超标,磁场会不均匀,可能导致定转子之间磁拉力变化引起振动及噪声,通过主轴传递到水轮机设备,主轴摆动产生的谐振可能导致转轮部件焊接处疲劳失效区域的产生和扩展。分别在2 号机组正常运行状态、异常状态、停机状态下,对2 号机组上导、下导/推力、水导轴承振摆、上机架、下机架、顶盖振动,3 部轴承瓦温、油温进行检查,各部振摆、温度均正常。
3.3 水力的因素
紫坪铺水力发电厂水轮机的运行,既要适应蓄水位的大幅度变化,又必须适应供水期满足下游综合用水要求的低负荷长期运行考验,HLPO140 水轮机转轮具有良好的空化指标,但是长时间在特定负荷工况下运行也将使水轮机上冠部分、叶片出水边靠上冠部分、叶片进水边背面产生较为严重的汽蚀破坏;HLPO140 水轮机转轮不可调节的特性,使其在偏离最优工况时会受到冲击和脱流,此间,在高水头时产生转轮进口边背面脱流及较大出口负环量,形成复杂旋涡运动,随着振摆幅度增大发生压力脉动,而旋涡受尾水管壁的作用,形成一个上下反复浮动的激振源,使转轮上冠、下环、叶片不断受压;在低水头时产生转轮进口边背面脱流及较大的出口正环量,使水轮机在区域内出现较强的涡带和严重的叶道涡,水流分离成片状涡串通过转轮上冠、下环、叶片的流道流出,导致水轮机振动加剧,诱发转轮设备出现裂纹缺陷[1]。
3.4 应力的因素
紫坪铺电厂水轮机转轮工作时,水流带动转轮转动,在水压力及离心力的作用下产生震荡应力区,大应力区主要分布在转轮叶片周边,大应力区中的4 个高应力区分别为:叶片进水边正面靠近上冠处、叶片出水边背面靠近上冠处、叶片出水边正面中部、叶片与下环连接处;转轮周期性的负载变化会导致应力发生急剧变化,这些变化对转轮金属材料的疲劳抗性产生缓慢影响;加之转轮上冠、下环和叶片焊接成一体,在焊接过程中,如果存在夹渣、气孔等不当工艺,或者消氢处理不彻底,就会造成局部应力集中缺陷以及氢致裂纹,这些缺陷在外部应力的作用下最终会转变为微裂纹源,虽然裂纹会延迟发生,但转轮在长期运行下会导致金属材料老化及疲劳裂变,最终裂纹加深、扩大,造成设备缺陷[2]。
3.5 磨蚀的因素
水轮机过流部件在含沙水流中工作时发生空蚀和冲蚀统称磨蚀。紫坪铺水力发电厂为高比速混流式水轮机,磨蚀严重的主要部件是转轮叶片进水边靠近上冠和下环处、下环内表面和叶片出水边靠近下环内表面处;转轮叶片与上冠下环的连接处磨蚀最严重,从进口到出口边磨蚀范围逐渐加大,磨蚀程度逐渐加深,形成一个磨蚀三角区。形成三角区磨蚀的主要原因是转轮叶片间的二次回流引起的脱流,在二次回流的作用下,脱流涡使沙粒以较大的冲角打击转轮;此区域也是最高流速区和焊接影响区,水流含沙浓度最大,在高转速下获得附加动能,加速转轮的磨蚀;在水库上游区域出现暴雨、山洪、泥石流等自然灾害时,磨蚀更为严重。
通过以上分析,水轮机转轮裂纹是由多种因素共同引发的,2 号机组转轮上冠止漏环裂纹产生的主要原因为转轮运行中上冠处承受的基本压力较高,3 类情况下的应力集中,产生的交变应力在高频振动工况下不断加剧,致使上冠止漏环处金属材料疲劳,而磨蚀加剧了破坏程度及区域面积的扩大,最终导致不同程度的裂纹产生。
4 裂纹的处理
4.1 清理及加热工艺
转轮裂纹,尤其是高应力区的裂纹,一经发现就应尽早补焊处理。①要有经过验证的成熟工艺,由具有专门经验的焊接工程师指导,选择优秀焊工严格按工艺认真完成补焊工作,同时做好焊接过程和焊后的锤击去应力和焊缝质量检查;②选择焊接材料熔敷金属力学性能(≥580 MPa)、抗裂性能优良的不锈钢焊材为佳。由于是在现场处理,转轮室内环境潮湿,相对湿度大于90%,存在机组渗水等恶劣环境。焊条按说明书烘焙,并保存在保温箱中,保温箱应预先加热,温度保持在120~150℃;针对线性缺陷,采用角磨机和旋转锉的方式清理缺陷,缺陷清理部位按ASME 标准进行PT 探伤,确认缺陷清理干净;将待焊区域及附近50 mm 的油污、水分等杂质和异物清理干净。施焊前,用火焰加热方式预热待焊区域及邻近区域,加热应均匀,使待焊区域及其附近75 mm 范围内≥80℃;焊接过程中,在焊接覆盖前一道熔敷金属以前,应清除所有焊渣,同时焊缝及邻近的母材亦应采用磨、刷或用其他合适的方法清理干净;焊接修复转轮缺陷后,采用保温毯覆盖缓冷处理[3]。
4.2 焊接及打磨探伤
将待补焊部位四周50 mm 范围内进行局部预热,预热温度大于等于80℃,预热后,采用AWS E309MoL 电焊条进行焊接,焊前焊条必须按焊条使用说明书进行烘干。手工电弧焊焊接工艺规范按表4 要求进行;焊接时,焊缝表面应高于母材表面3 mm,作为打磨余量。粗磨焊缝表面,特别注意过渡区域的打磨和防止打磨缩颈;精磨和抛光焊缝表面,与周边区域平滑过渡;对相关打磨区域按ASME标准PT 检查;按上述要求2 号机组转轮上冠止漏环裂纹处理后,经VT、PT、UT 检查探伤合格。
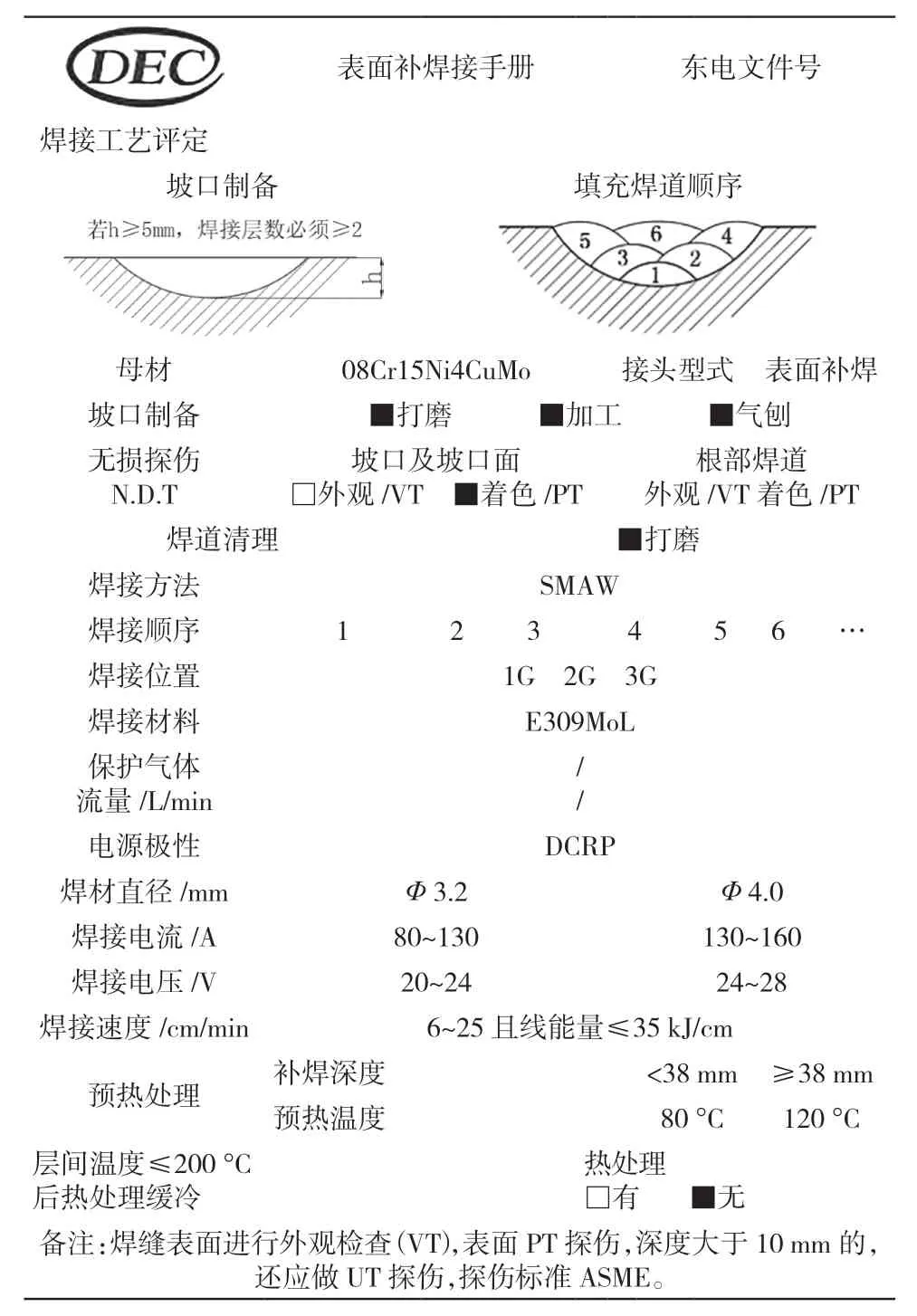
表4 手工电弧焊焊接工艺规范
5 结语
紫坪铺水利发电厂2 号机组转轮上冠上止漏环裂纹修复完成后投入使用,截止到目前为止设备运行良好。水轮机转轮上冠止漏环出现裂纹缺陷,严重影响水轮机设备安全稳定运行及经济效益的发挥,合理安排发电负荷,采取合理的运行方式优化水头区间进行预防,坚持避振运行,在检修中采取无损探伤检测后进行打磨补焊处理,发现的缺陷及时处理,可以降低类似缺陷的发生从而提高水轮机的安全稳定性,保证机组稳定运行。
