套磨铣工具硬质合金耐磨层制备工艺研究进展*
2024-05-07李方坡王世清
邓 浩,李方坡,王世清
(1.西安石油大学 材料科学与工程学院, 西安 710065;2.中国石油集团工程材料研究院有限公司, 西安 710077)
0 前 言
石油工程井下作业中,解卡及打捞工具是修井作业的必备装备,是恢复油井产能、降低成本的重要手段之一。在石油天然气工业投资中装备占比约为60%,我国现有油气井和注水井约50 万口,每年新钻油气井约3 万口,使用各类管材超350 万t,在石油工程井下作业时,越来越多的使用高强度和复合材料的工具,以提高井下工作效率和装备使用率。在工程应用中,套管损坏问题严重,钻井过程中管柱失效频发,造成了经济、人员、环境的重大损失。因此,石油工程作业对套磨铣工具的性能提出了越来越高的要求。
磨铣工具的磨削性能主要和套磨铣鞋的强度、切削能力、使用寿命以及套磨铣方式和套磨铣技术参数等有关,因此需要设计出强度高、抗冲击、耐磨损、切削能力高、具有优良综合性能的高效套磨铣鞋。铣鞋主要利用其前端的柱形工具表面所堆焊的硬质合金研磨,修复内落物或套管。因此,如何得到结合性能和耐磨性能良好、使用寿命高的硬质合金耐磨层是提升磨铣工具磨铣性能的关键。
硬质合金材料是以元素周期表中ⅣA、ⅤA、ⅥA 族的9 种高熔点金属化合物作为基体,用Co、Fe、Ni 等过渡族金属作为粘结相制备的粉末冶金金属陶瓷材料。碳化物基体赋予硬质合金足够的高硬度和耐磨性能,粘结相则保证其强韧性。按照应用分类,硬质合金可以分为切削刀具、模具、量具、耐磨零件以及矿山石油地质用硬质合金[1]。目前强化井下套磨铣工具最有效、最经济的是采用各种类型的WC 基金属陶瓷复合堆焊材料,由具有高耐磨性的WC 基金属陶瓷颗粒和良好塑韧性的铁基合金、镍基合金、钴基合金或铜基合金基体组成,具有较好的综合性能。
目前对于硬质合金耐磨层的研究可以归纳为以下几个方面[2-3]:
(1)硬质合金元素组分的选择与优化。高熔点硬质合金是硬质合金耐磨堆焊层的主要部分,既要满足高硬度高耐磨性的需求,又要满足良好的润湿性、一定的韧性以及低成本的要求,工程应用中WC和Cr3C2较为常用。
(2)填料金属的优化与改性。填料金属是硬质合金耐磨层的重要组成部分,是评估耐磨层综合性能的关键,常用的填料有铜基金属和镍基金属,与硬质合金有良好的润湿性,给耐磨层提供良好的强韧性,如CuZnNi、CuMnNi、NiCrBSi等。
(3)硬质合金耐磨层制备方法的优化与创新。硬质合金耐磨层根据其用途,不同应用工具有多种制备工艺选择,如激光熔覆、电弧堆焊、等离子堆焊、钎焊堆焊等,在这些基础上再进行改进优化,如氩弧堆焊、真空钎焊、氧乙炔火焰钎焊等。
1 硬质合金耐磨层国内外研究现状
1.1 硬质合金的性能
大量研究表明,在硬质合金涂层组织中进行颗粒强化、晶粒细化、提高相间结合强度、减少组织缺陷等,可有效提高硬质合金耐磨涂层的耐磨性,钨钴类硬质合金性能不同于传统的高硬低韧硬质合金,其Co 元素有良好的增韧作用,并且通过工艺优化或过渡族金属元素等可进一步增强其强韧性。WC本身硬度很高,而Co金属硬度较低,并对碳化物润湿性效果良好。因此两种材料制备得到的钨钴硬质合金在受到载荷作用时,碳化物颗粒所形成的组织具有足够的承压能力,并且硬度很高,Co 粘结相则作为缓冲带吸收形变能,抑制裂纹的延展,使合金表现出较好的耐磨性与韧性。此外,WC与Co的溶解度较低,从而避免了元素聚集偏析不均匀化,保证了合金的高强度,因此钨钴硬质合金在WC 基硬质合金中的性能更为理想[4-7]。
通过调控硬质合金内部元素成分从而改变性能是最常见的研究方向之一。黄瑞明[8]对四种合金的断裂韧性以及抗弯强度进行了研究,Co 含量的增加对抗弯强度呈先增后减的影响趋势,对合金疲劳敏感性呈先减后增的影响趋势。在粘结相含量相同时,Ni和Cr会降低材料的抗弯强度。另外,在钨钴硬质合金的制备中加入氧化石墨烯,发现对其致密化过程、晶粒尺寸和硬度影响都不大,主要作用是在晶粒内部阻止了Co 相的塑性变形和微磨损,并阻碍了WC 晶粒在滑动过程中的裂纹扩展,提高了断裂韧性,摩擦系数和磨损率也有所降低[9]。为提高高温抗氧化性与耐磨性,Liu等[10]在钨钴硬质合金中添加WCoB,初期磨损时效果不明显,在快速氧化阶段时其磨损率比纯WC-Co 硬质合金更好,主要由于WCoB通过在氧化层中形成液态B2O3,并在氧化前与WC 基体分担应力,抑制了超粗硬质合金的氧化,提高了其耐磨性。Zou 等[11]对CoCrNiCuFe 质量浓度为10%的WC-CoCrNiCuFe 硬质合金的摩擦学性能进行销盘式滑动磨损试验,其摩擦系数随载荷和线速度增大而减小,当时间由10 min延长至60 min时,摩擦系数与磨损率均升高,主要因为长时间摩擦的磨损状态使WC 颗粒发生破碎位移,磨损状态由刮擦磨损变为塑性犁沟。
有的研究者选择对硬质合金进行表面改性处理以提高其性能。徐洋等[12]对常用的YG类硬质合金典型材料(YG6、YG8)进行了表面改性处理,强流脉冲电子束表面改性能在YG硬质合金中产生一系列特殊的相和组织转变,从而使材料的相应性能得到提高和改善,并减少了其表面的孔隙与空洞缺陷。Zheng等[13]对YG8硬质合金进行表面织构改进,有效降低了硬质合金的摩擦系数与磨损率,磨损初期织构表面凹槽容纳金属碎屑,防止金属碎屑刮擦表面,后期则由于织构方向与摩擦方向的差异不能及时去除碎屑,进而形成具有更好稳定性与摩擦学性能的软硬复合表面。
由以上研究可知,除了常用的调控合金元素,对其制备、后处理工艺的改善也可有效改善性能。因此,通过合理选择硬质合金的组织和成分以及涂层的加工工艺,可有效提高涂层的耐磨性,满足其多种摩擦磨损应用的性能。
1.2 硬质合金耐磨层的制备方法
硬质合金耐磨层的制备有多种方式,熔焊如电弧焊、高能束焊等能产生良好冶金结合,激光熔覆和等离子堆焊具有良好的发展前景[14],非熔化焊如钎焊具有工艺简单且成本低的特点。而硬质合金焊接易产生过烧,不易被钢润湿导致结合性差,生成η相和碳化物脆性相等缺陷,通常采用调控钎料元素、预置中间层、控制焊接热输入等方式来改善其焊接质量[15]。
1.2.1 激光熔覆
激光熔覆是通过高能量密度的激光束做热源将异种材料合金粉末和基体表层材料瞬间熔接,在基体表面快速凝固生成与其基体材料组织性能和成分组成均不相同却又与基体达成冶金结合的熔覆层,被广泛应用于异种材料的连接。
李春燕等[16]研究钛合金表面激光熔覆WC-Co复合涂层的组织及力学性能,WC-Co在钛合金表面激光熔覆后基体综合力学性能提升,并且WC含量比例增加时效果更好,但在含量达45%后其硬度反而下降,达到60%时甚至出现熔覆层开裂现象。翁志坤[17]以Ni基、Co基合金为粘结相,在不锈钢表面熔覆了不同铸造WC含量的Ni/WC、Co/WC熔覆层以及Ni包60%球形WC熔覆层,发现随着WC颗粒含量的增加,熔覆层硬度越高、耐磨性越好,三种熔覆层中Ni包60%球形WC熔覆层性能最好。采用基材预热与添加稀土元素的方法可获得成型较好、无裂纹及气孔缺陷且高温耐磨的熔覆层。熔覆过程中涂层中的元素与基体可产生各种金属间化合物和碳化物,这些强化相与基体形成了良好的冶金结合,所形成涂层也具有优异的耐磨性、抗氧化性和高温稳定性[18]。加入TiC增强硬质相,能够促进CoTi2的生成,可得到理想的耐磨性能,同时Co元素有助于熔覆层与基体间的结合[19]。Van等[20]在低碳钢上沉积WC/W2C碳化物增强镍基基体,采用三种不同粒度碳化物增强,球盘磨损结果表明碳化物浓度的增加和碳化物尺寸的减小都有利于提高涂层的耐磨性,而对轻度磨料球磨试验中磨损能力影响不大,因此根据磨损方法的不同,还会有其他因素影响耐磨性,如恒定的内应力、碳化物与基体间的内聚等。
激光熔覆制备硬质合金耐磨层微观结构实例如图1[20]所示。这些涂层的孔隙率很低且无裂纹,气孔多数分布于涂层与基材界面上,用Ni 基合金作为填充材料能更良好地包覆钨钴硬质合金,辅以焊前预热和焊后预处理可以抑制其高热输入与加工快导致的η 脆性相生成,在熔覆厚度高、硬质合金含量少或硬质合金颗粒尺寸较大等情况下会使得硬质颗粒出现沉底、烧损等问题,图中大尺寸颗粒在界面处明显集中。
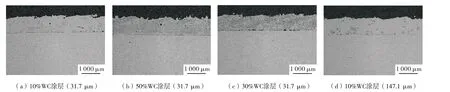
图1 激光熔覆制备硬质合金耐磨层微观结构
1.2.2 电弧焊
电弧焊作为熔化焊易在硬质合金的焊接中产生各种脆性相,或是硬质合金没能良好覆盖在表面实现耐磨层的作用,如过烧、溶入基体下表面等稀释现象,因此众多学者针对这些问题进行了相应研究。
任登义等[21]使用纯Ni 芯焊条对WC-Co 硬质合金和45 钢进行电弧熔焊,因为利用了Co 与Ni金属与钢材的良好结合与集C性预防了碳化物的不均匀生成,熔覆金属与WC-Co 能够产生良好的熔合,η相等脆性相数量也较少。添加了Ni元素的焊条可抑制界面η碳化物的生成,并且通过调整工艺措施可使其弯曲强度达到母材强度90%以上。因此可见Ni 与Co 元素的配合和WC 硬质合金有良好的适配性[22]。
在制备硬质合金耐磨层的工艺方法中,扩散焊由于其生产设备要求较高,且形成耐磨层的界面容易形成具有损害性能的η相,结合部位的抗弯强度也较低,这是由于在扩散焊形成耐磨层的过程中硬质合金中的碳元素容易向基体钢侧扩散,使得硬质合金的碳元素流失形成η 相[23]。而钨极气体保护焊(TIG 焊)可以适用于多种位置加工且速度快,成本较低,容易实现自动化,其形成焊缝具有一定的宽度,可以有效控制焊缝处的贫C 和高Fe 现象的出现,从而控制η 相形成[24],并且适当增加焊丝中的C 元素浓度也可以减少或抑制η 相产生。Wang 等[25]对TIG 熔覆碳化钨颗粒增强耐磨涂层进行研究,发现含Nb 的粉芯焊丝不仅晶粒细小均匀不易开裂,且涂层的硬度和耐磨性都有良好提升,涂层中碳化钨颗粒的显微组织如图2[25]所示,其中碳化钨颗粒组织的边缘被轻微溶解形成过渡层(图2(b)),碳化钨颗粒与周围基体形成了可靠的冶金结合,因此,碳化钨颗粒在涂层中以增强颗粒的形式存在。当热输入增加时过渡层变厚,W 和C 元素向基体扩散会生成大量碳化物(图2(c))。Zhao 等[26]采用Ni-Fe-C 填充合金对硬质合金YG30 和45 钢进行TIG 焊,发现适当添加C、Ni 的含量可以抑制η 相形成,且提高了接头抗弯强度。Singh[27]等使用TIG 堆焊制备堆焊耐磨层试验中发现只有高热输入试验组得到的耐磨层才具有足够的冶金结合,也无法避免出现WC 颗粒的下沉与分解,并且形成粗糙的枝晶WC 结构。
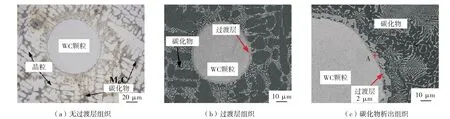
图2 涂层中碳化钨颗粒的显微组织照片
电弧堆焊制备耐磨层主要问题在于电弧保护不好,易产生各种缺陷、稀释率高和硬质颗粒烧损等,各种研究通过调控元素、涂层设计来强化耐磨层性能,其中填充合金中的Ni和C元素可有效抑制η 脆性相。TIG 焊的良好可控性对脆性相的预防较为有效,但堆焊效率不高。
1.2.3 等离子焊
等离子弧粉末堆焊技术是采用等离子弧焊接法中送料装置,用粉末替代焊丝作为填充材料发展而来的一门堆焊技术,具有熔敷率高、稀释率低、堆焊用粉末使用范围广等突出优点。
张国栋等[28]用等离子弧粉末堆焊技术在Q235钢表面分别堆焊高铬铸铁和WC增强型高铬铸铁,WC 的加入不影响耐磨层与基体间的冶金结合与堆焊质量。王光等[29]按照冶金结合的方式将Ni60、WC、Cr3C2和TiC等混合粉末以一定的比例熔覆在42CrMo 钢基体表面,利用这些材料高温时形成的强化相提高了使用寿命。通过微观组织发现WC 可有效防止裂纹延伸,并且在耐磨层中发现的鱼骨状组织由Cr3C2和WC构成,可以提高耐磨层耐磨性,且具有熔点高、硬度大的特点。WC 颗粒在基体中均匀分布,耐磨层孔隙率较低,基体析出的二次相含量很少,认为是WC破坏了二次相的形核导致。WC 硬质合金耐磨层属于非均匀磨损,其耐磨性比相同含量的Cr3C2耐磨层低,是由于硬质合金在等离子堆焊过程中容易下沉,使得磨面的硬质相含量较低[30]。刘元彬[31]选用含60%WC 的Ni 基自熔性合金粉末,采用粉末等离子堆焊技术在45钢板表面进行堆焊。当堆焊电流较低、粉末熔化过热程度不高时,耐磨层中形成比较完整的WC 颗粒团簇球典型形貌,但WC 颗粒容易沉积在堆焊层底部。而熔化过热程度高时,WC 颗粒大体上呈弥散分布。提高堆焊电流,WC 颗粒与基体间逐渐形成Fe6W6C、Co6W6C 等新的金属间化合物,属于脆性的η相,稀释率随之增加,耐磨层的硬度因此降低。
等离子堆焊粉末利用率高,其高致密性的耐磨层减少了孔洞、裂纹等缺陷,堆焊工艺同样需要调控热输入以抑制脆性相产生,但相比其他熔透性堆焊具有更低的稀释率。目前研究着重探讨粉末元素调控和堆焊工艺的改进,而堆焊过程中硬质合金颗粒沉底问题仍然容易出现,对大颗粒硬质合金耐磨层的耐磨性能不利。
1.2.4 钎焊
钎焊作为传统的焊接方法,冶金结合性能较低的问题一直是研究的重点之一,主要通过调控钎料元素并改善焊接工艺获得良好的接头性能。
部分学者采用能够在基体与硬质合金间良好结合的中间过渡层来解决耐磨层与基体材料性质不同导致难以牢固结合的问题。陈健等[32]用Cu箔、Ni 箔两种中间层以降低YG6 硬质合金与40Cr钢真空钎焊焊接接头残余应力,两种材料对基体与耐磨层的结合性都符合标准,而Ni 中间层对焊接接头的强化作用更好,因此更适合作为填充材料。Lee 等[33]采用Cu、Ni 板作为填充层,将油冷后的钎焊接头残余应力降到了最低。Chiu等[34]在真空条件下采用Cu作为过渡层,结果表明用铜作为填料的钎焊过程中,在1 140 ℃、15 min时的接头剪切强度最大。
真空钎焊技术可极大程度防止制备耐磨层过程中出现的氧化现象,从而提升其性能。丁恒楠[35]结合真空钎焊技术与柔性涂层布技术在Q235A 钢基体表面制备WC-10Ni/NiCrBSi 包覆涂层,其涂层厚度可控且能随意裁剪,能适应各种复杂尺寸或位置的工件,良好的韧性和低内应力也解决了一般涂层连接时会产生的问题,随WC-10Ni 质量分数的增加其磨损机理由主要的黏着磨损逐渐转变为磨粒磨损。Terasaki等[36]选择Ag-Cu 钎料,发现富Ag 相和富Cu 相界面与WC 晶粒界面间都形成了2~7 nm 的含Co偏析层。
由于氧乙炔火焰钎焊的通用性和经济性的原因,手工熔合是最常用的,因手工施焊操作方便、成本较低且非熔透焊对硬质颗粒的烧损率小的优点,在井下套磨铣工具表面耐磨层制备中较为常见,而由于硬质合金耐磨层中线膨胀系数的差异容易出现形成的界面结合较弱,发生开裂分层的现象,这也是其需要改进的薄弱环节。Usana 等[37]用火焰喷涂制备WC 与NiCrBSi 的混合涂层,WC 不会溶解,而其W 元素会在Ni 中形成固溶强化,使得涂层硬度升高,但会使涂层的粘结性由于脆性而下降,并且涂层底部并未出现WC 下沉或熔化现象。Chen 等[38]在不锈钢基体上制备了不同WC 添加量的Ni 基石墨/WC 复合涂层,WC 颗粒与Ni 基体结合良好,无熔融或溶解现象,磨损结果显示WC 颗粒在涂层中嵌入良好,与Ni 基体之间具有良好的附着力,抑制了分层裂纹的扩展,从而缓解了涂层材料的脱落。Kim 等[39]对火焰喷涂和熔凝镍基涂层的磨损性能进行评估,WC 在加热时不会融化但会分解并失去碳,在2 600 ℃区间形成W2C,比WC 更脆。销盘磨损试验中,用更高硬度对磨材料表现出来的WC颗粒低应力耐磨性不如无WC 基体,表现出脆性,而低于其耐磨性的对磨材料则表现出更高的WC 耐磨性。Wang 等[40]发现虽然火焰喷涂沉积涂层有较多的缺点,如高孔隙率(10%~20%)以及与基体的粘附性差,但重熔层大大减少孔隙率,并与基材形成冶金结合,可提高涂层颗粒之间的凝聚力。Maslarevic 等[41]研究了两种含WC 涂层在等离子转移电弧焊和氧乙炔火焰钎焊时的侵蚀行为,火焰喷涂工艺下的WC 颗粒由于孔隙率更高,WC 颗粒对硬度的贡献降低,即使1 000 ℃热处理降低孔隙率含量后仍可以看出孔隙率较高。
由以上研究可知,钎焊堆焊制备硬质合金耐磨层可以通过选择合适的钎料来改善接头性能,从而满足工程应用的要求。硬质合金与基体钢的物理性能相差较大,钎焊过程中虽不会出现硬质合金颗粒烧损现象,但元素分解流失的问题仍然存在,因此仍然会有生成η 脆性相的情况,所以选择的钎料不仅需要有良好的润湿性,还需要加入含有抑制硬质合金元素流失的材料。目前铜基钎料和银基钎料强度较低,所得到的耐磨层接头性能也较低,镍基钎料强度较高且具有抑制η 脆性相生成的优点,但因为其熔点较高会使得钎焊温度升高,从而影响接头应力的控制。因此选择高强度、高润湿性、低应力焊接接头的钎料仍然需要进一步研究。
1.3 硬质合金与钢焊接接头的成分与性能
表1 中列举了近年来硬质合金耐磨层接头的化学成分、连接工艺及其最佳力学性能。钎焊接头的剪切强度大多约为400 MPa,抗弯强度为1 000 MPa 以下,相比其他高热输入焊接接头,其冶金结合性能较低。在接头成分方面,钨钴硬质合金中Co 元素含量的增加明显提高了接头强度,即使将一部分Co 元素换成等比例的Ni,其接头性能也不如原比例的钨钴硬质合金。而采用Ni 基合金的钎料接头强度要高于Cu 基合金,Ni 基钎料中的Ni 元素降低了接头脆性相的生成,Fe 元素可与钨钴硬质合金中的Co 元素互溶形成固溶体,减少η 类脆性相的生成。另一方面,Cu、Ag 等都属于低强度金属,虽然可以有效降低接头应力,但需要加入一些强化合金元素弥补其接头强度不足的缺点,成本也随之提高。焊接工艺方面,常规钎焊接头性能普遍低于高热输入焊接接头性能,高频感应钎焊在真空钎焊的基础上加热速度更快,可以获得较高的钎焊接头性能。
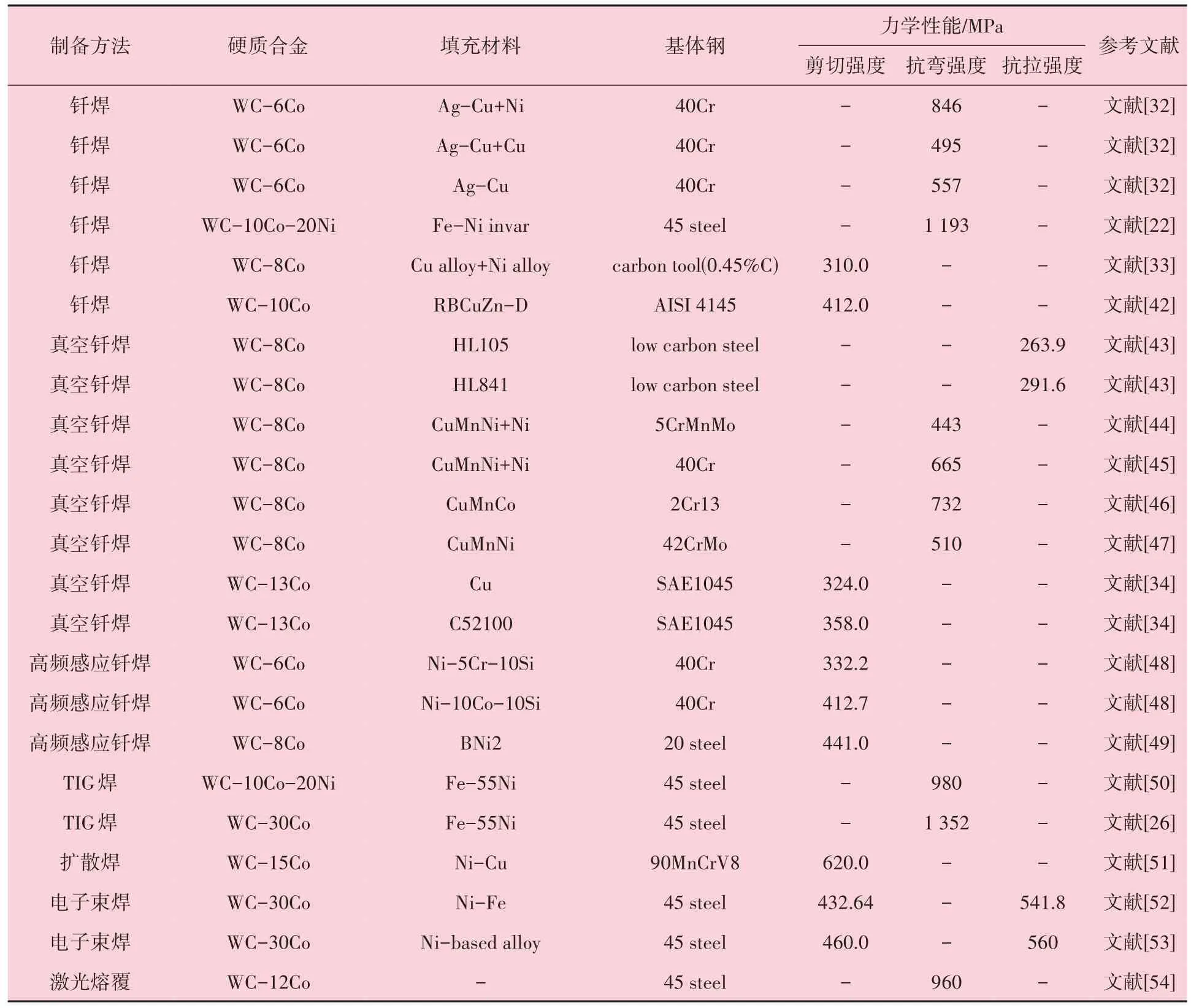
表1 硬质合金与钢焊接接头的成分、加工工艺、填充材料和力学性能
2 套磨铣工具硬质合金耐磨层制备工艺研究现状
套磨铣工具的工作原理是:当其对落物进行旋转磨铣时,堆焊材料中硬质相颗粒嵌入并铣削落物,每个硬质相颗粒都相当于一个小刀刃,利用小刀刃切削落物,以此清除井下落物。当硬质相的切削刃被摩擦损耗后,耐磨层的胎体金属会受到剧烈的刮擦、冲击从而流失,硬质相颗粒又逐渐显露出来;另一方面,在不断地磨损过程中硬质相颗粒中的应力应变也在增加,促使其产生裂纹,生成的裂纹面又会形成一个新的切削刃,以上过程循环往复,直到全部硬质相耗尽为止。因此,套磨铣工具表面的耐磨堆焊层不仅需要有足够高的硬度与耐磨性,还要具备一定的抗冲击载荷和耐冲蚀磨损性能。
2.1 硬质合金耐磨层加工工艺
磨铣工具制备超硬复合材料耐磨层时,氧乙炔火焰加热会出现因不易控温产生热损、自动化程度低导致能量不稳定的问题,若配合磁感应加热可以对能量的输入加以控制,但即便如此也可能出现加热不均匀或氧化的问题,因此为保证了复合材料层的组织均匀性和基体连续性还可以采用真空铸造工艺相配合,可获得无缺陷且组织均匀的硬质合金耐磨层,能极大程度上提高磨铣工具的耐磨性和使用寿命[55]。磨铣工具用超硬复合材料真空铸造工艺配套的模具工装如图3[55]所示。该方法的局限性在于真空加热炉的尺寸有限,能加工设计的磨铣工具也较短,为保证增强相与基体比例适中,需要通过选择润湿性好且熔点高于基体的材料为预制体,再将增强相材料放置于预制体上,基体材料在间隙处放置。
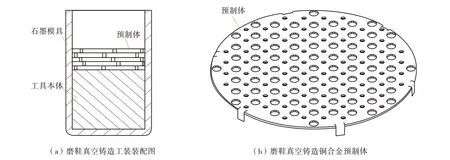
图3 磨铣工具用超硬复合材料真空铸造工艺配套的模具工装
向俊科[56]采用炉中预热,然后用高频感应加热配合氧乙炔辅助热源进行钎焊,在与镍基合金对磨中,超细晶粒的硬质合金组硬度及耐磨性最好。国内某公司为解决标准化生产的磨铣工具的问题,开发了自主加工磨铣工具技术,建立的标准流程主要包括表面处理、预加热处理、堆焊硬质合金、冷却、清洁喷漆环节[57],提高了加工效率和成品质量。在焊前预热方面,应用了新型开放式线圈加温技术(图4[58]),可以良好适配磨铣工具堆焊加温工作,比手工加工效率有所提高。单晓伟[59]使用磁感应钎焊工艺,炉中钎焊预热并配合氧乙炔热源加工磨铣工具,并模块化焊接结构,解决了预热时间长、焊接方式单一、刀板定位不准确和无法工业化生产的问题。
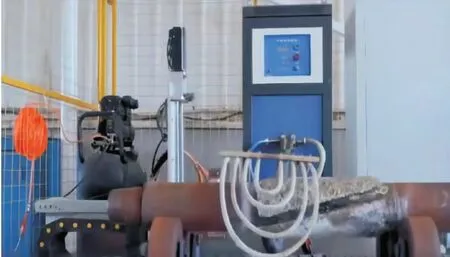
图4 开放式加热线圈现场应用
2.2 耐磨层加工材料
在选择加工磨鞋用材料时,采用YT535 硬质合金和银基合金制备钎料加工[60],其性能远好于国产普通磨鞋,与国外磨鞋寿命相近。其使用的银基钎料成分与抗拉强度见表2[60],抗拉强度均高于国内磨铣工具常用的BCu48ZnNi(Si)钎料,其中YHL-4 钎料的抗拉强度最高、熔点最低。行舒乐等[61]分别使用国内和国外磨铣工具进行研究,发现国外磨铣工具所使用的银基钎料为主的YT 型硬质合金,性能比国产的铜基钎料的YG 型硬质合金更为优异,所使用材料虽然成本更高,但是在提高修井效率、降低修井成本方面相比是有优势的。王新洪等[62]通过研究WC-TiC-TaC-Co 金属陶瓷与CuZnNi 合金,自主研发了一种高耐磨耐冲击性能的堆焊材料,采用大颗粒型硬质合金进行耐磨层的制备,可以良好地提升磨铣工具的使用寿命。结果表明:氧乙炔火焰堆焊的耐磨层耐磨性优于TIG 堆焊[63],且颗粒烧损现象的预防更为可控,其自制的CuZn 合金与金属陶瓷形成扩散型界面,有利于提高界面连接强度。
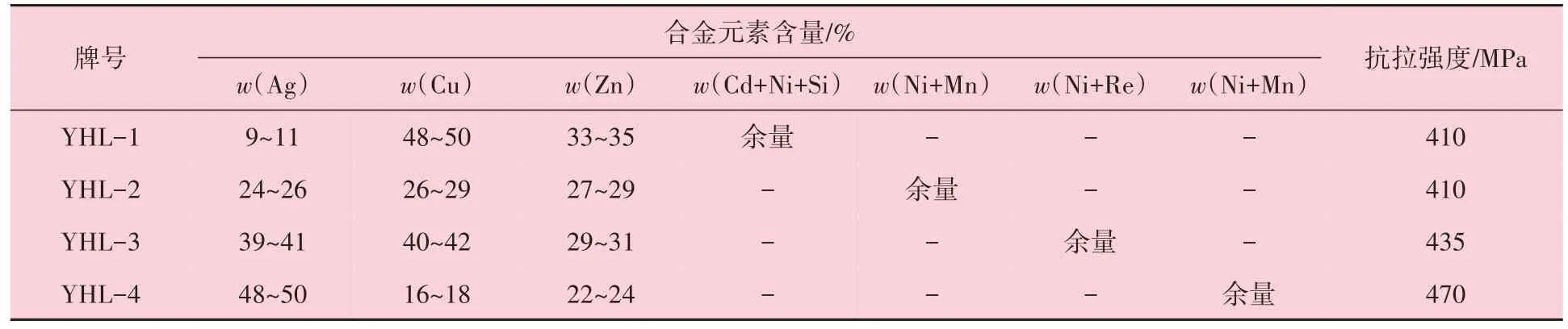
表2 磨铣工具用银基钎料成分及抗拉强度
3 存在问题及研究方向
井下修井的复杂工作环境极大地影响了磨铣工具的使用寿命。国内修井作业时套磨铣工具经常出现硬质相与基体间结合性能不佳导致脱落、硬质合金耐磨层强度与耐磨性不足导致铣削效率不高等问题,因此保证耐磨层中硬质合金的低损耗和耐磨层与基体间强的结合性能是目前制备套磨铣工具表面耐磨层研究的重点与难点。
熔透型焊接方法因为高能量输入的特点具有较高的接头力学性能,而这些方法产生的缺陷如硬质颗粒烧损、η 脆性相、母材稀释等问题引起了广泛关注。这些缺陷很大程度上决定了套磨铣工具的使用寿命和服役性能,因此各方面研究通过选择改善焊接工艺和优化焊接材料的方式调控硬质合金耐磨层与焊接接头中的缺陷。激光焊、电弧焊和等离子焊等方法在焊接过程中具有很高的峰值温度,并且暴露时间较长,容易生成组织粗大的脆性相,需要调控焊接参数来控制焊接热输入能量,并预制中间层来改善。
非熔透焊接方法如钎焊机械咬合的接头连接方法,其接头力学性能比其他熔透焊接方法低,需要选择高强度、高延展性并且能抑制脆性相生成的钎料,如Ni基合金,改善并优化焊接工艺,如焊前预热、表面处理和高频感应钎焊,以保证焊接材料有效快速地堆焊在磨铣工具表面。
对于硬质合金耐磨层内部脆性相的生成机理需要进一步深入研究,如何提高焊接效率、节约贵重金属、降低成本是未来套磨铣工具表面耐磨层的研究重点。
