铜含量对SnBi58合金性能的影响
2024-04-09秦俊虎
何 欢,武 信,秦俊虎,张 欣,方 舒
(云南锡业新材料有限公司,云南 昆明 650501 )
随着集成电路(IC)产业的不断发展,自动驾驶、5G通讯、AI技术等,不断影响着我们的生活,推进人类的进步。新型基础设施的搭建更趋向于数字化与智能化。放眼全球经济,集成电路的消费市场仅次于石油和汽车,位居前三。集成电路与芯片愈来愈小,精度愈来愈高,在这种情况下普通焊料对基板耐温的要求更严苛,低温焊料成了行业内关注的焦点[1-4]。有研究表明,在SnBi合金中,二者无法形成化合物,而是以固溶体的形式存在的[5]。Sn-Bi共晶合金SnBi58具有低熔点、低成本、无晶须、润湿性好、高强度等特点,已在国内外有较多使用[6]。但是,Bi脆性大,这一特性是由它的晶格决定的,且SnBi合金熔程大而存在凝固偏析,导致了焊点的可靠性差,含量较高时还会导致延展性差[7]。目前常用的SnBi系焊料有SnBi58、SnBi35Ag1、SnBi57Ag1,它们被应用于二次回流焊、多层板钎焊、防雷设备、LED焊接、热敏电子元器件、高频头等特殊元件焊接中[8-9]。由于Ag的价格昂贵,为了降低成本,有研究者在非共晶合金中加入Cu,可有效改善其力学性能与焊点可靠性[10-11]。本研究在共晶合金中加入不同含量的Cu,探究其对SnBi58合金的影响,这对Sn-Bi系低温合金配方的研究有一定指导意义。
1 材料与方法
1.1 主要材料与设备
材料:锡锭,云南锡业云湘矿冶有限公司;铋锭,郴州雄创有色金属有限公司;纯铜丝、纯铜,长沙湘杰金属贸易有限公司。
设备:RGM-3010型万能材料试验机,深圳瑞格尔仪器有限公司;DSC131evo型差示扫描量热分析仪,SETARAM;Must SYSTEMⅡ型润湿天平,深圳市衡鹏瑞和科技有限公司;Axio Scope A1型金相显微镜,Zeiss;EG-02KA型环境试验箱,广州五所环境仪器有限公司。
1.2 实验方法
先将纯铜和纯锡按质量比在真空高温炉中熔炼成SnCu10中间合金,再将铋锭、锡锭、SnCu10中间合金按质量比由熔点从低到高的顺序依次投入SM-600型无铅熔锡炉中,待其完全熔化后搅拌均匀,熔化温度为 300 ℃,保温 1 h 后再次搅拌并将温度保持在250±2 ℃ 进行试样浇铸。
1.3 测试方法
1.3.1 拉伸力学测试
将合金浇铸成标准哑铃状试样拉伸棒(如图1所示),使用RGM-3010型万能材料试验机测试合金的拉伸性能。在20±2 ℃,50%±5%RH条件下进行拉伸试验,拉伸速度为 5mm/min。
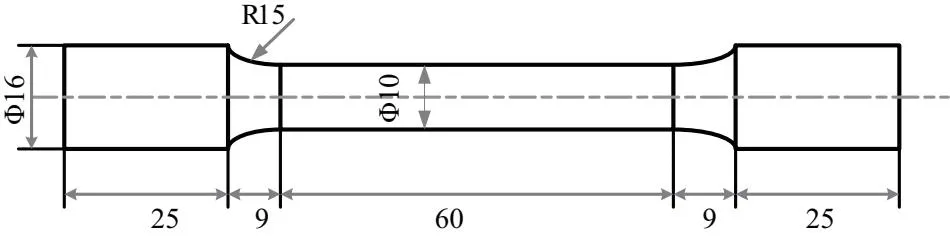
图1 试样拉伸棒
1.3.2 熔化特性测试
使用DSC131evo型差示扫描量热分析仪进行合金熔化温度范围测定,保护气氛为 0.2 MPa 氮气,合金质量为18±2 mg,升温速率为 5 K/min,降温速率为 10 K/min。
1.3.3 润湿性测试
使用Must SYSTEMⅡ型润湿天平进行测定,以 30 mm×Ф0.8 mm 的纯铜丝为焊接基材(铜丝在使用前需用10%的盐酸活化去除氧化膜,再用无水乙醇清洗后干燥处理),使用KESTER 985-M型助焊剂,焊接温度为 250 ℃,基材浸入深度 3 mm,浸入速度 10 mm/s,浸入时间 3 s 测定焊料的润湿性。
1.3.4 铺展率测试
称取 0.006 g 本公司研制的YT-JJ400型助焊剂置于 50 mm×50 mm×0.5 mm 的磷脱氧铜片中央(铜片在使用前需用10%的盐酸活化去除氧化膜,再用无水乙醇清洗后干燥处理),将0.3±0.03 g 近似球形的合金试样放在助焊剂上,加热台设置温度 250 ℃,将铜片预热 3 s 后放在加热台上保持 30 s 完成焊接形成焊点。每个合金含量测试5个样品,测量合金的焊后高度取平均值,按公式(1)~(3)计算铺展率。
(1)
(2)
(3)
式中:SR为铺展率,%;D为将试样看作是球型时所对应球的直径,mm;H为铺展后的合金高度,mm;V为试样体积,cm3;m为试样质量,g;ρ为试样密度,g/cm3,使用密度天平测量。
1.3.5 合金微观组织
使用Axio Scope A1型金相显微镜,将合金经 180#、400#、800#、1200#、2000#的砂纸打磨后用 0.5 μm 抛光膏进行抛光,使用含5%硝酸+2%盐酸的甲醇溶液对合金腐蚀后进行观察。
1.3.6 焊接界面微观组织
将焊点用树脂胶镶在模具中固化,经400#、800#、1200#、2000#、4000#的砂纸打磨后用 0.5 μm 抛光膏进行抛光,使用含5%硝酸+2%盐酸的甲醇溶液腐蚀后进行焊接界面观察。
1.3.7 环境试验
将焊点放在EG-02KA型环境试验箱中保持恒温 120 ℃、时效 1200 h 后用树脂胶镶在模具中固化,经400#、800#、1200#、2000#、4000#的砂纸打磨后用 0.5 μm 抛光膏进行抛光,使用含5%硝酸+2%盐酸的甲醇溶液腐蚀后进行界面观察。
2 结果与分析
2.1 拉伸力学
抗拉强度和拉伸率是评价合金性能的重要力学参数。良好的力学性能可以避免局部应力的产生而减少故障。将浇铸得到的拉伸棒SnBi58CuX(X=0、0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1.0、1.2、1.4、1.6、2.0、3.0、4.0,X表示合金中Cu的质量分数),在万能材料试验机上进行拉伸试验,拉伸速度为 5 mm/min。每个成分测5次取平均值,结果如图2所示。
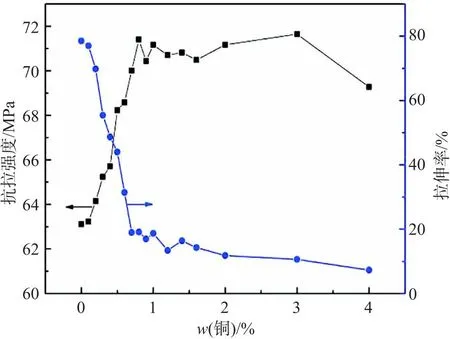
图2 铜质量分数对合金力学性能的影响
从图2中看出,当铜添加量在1%以内时,抗拉强度明显提升,但拉伸率迅速降低。拉伸速率迅速降低的原因是合金在受到外力作用时,在β-Sn相中产生大量的位错,而合金内部正是通过位错滑移来实现形变的传递,当位错遇到Cu6Sn5相时会得到阻碍,不能顺利滑移而大量堆积导致对Cu6Sn5相的割裂而产出裂纹,使脆性增强。铜添加量>1%时拉伸强度和拉伸率趋于平稳,但铜添加量超过3%时抗拉强度迅速减小。原因是在SnBi58焊料中添加少量的Cu时,Cu6Sn5以颗粒状或针状的形式存在于基体中,起到细晶强化和弥散强化的作用,从而提高抗拉强度;而加入超过一定量的Cu则会导致Cu6Sn5聚集长大,呈饼状或块状,根据霍尔配奇公式,大尺寸的金属间化合物Cu6Sn5会导致其力学性能下降。
2.2 熔化特性
合金的熔化特性对焊接温度参数设置起决定作用,熔点是合金性能的重要参数之一。使用差示扫描量热分析仪来测定SnBi58CuX的熔化温度范围。测试结果如表1、图3所示。
图3 铜质量分数对合金熔化特性的影响
由表1可知,随着Cu质量分数的增加,合金的起始熔化温度整体呈减小的趋势,终了熔化温度呈上升的趋势,熔程增大。由图3看出,始终存在一个吸热峰,熔化特性相差不大,属于共晶反应温度范围。
2.3 润湿性
润湿性反映合金的上锡能力,是评价焊接性能的重要指标。使用润湿天平来测定SnBi58CuX的润湿性。其中,润湿时间越短,上锡越快;润湿力越大,爬锡越高,其润湿性越好。结果如表2、图4所示。其中,ta为润湿开始时间,tb为润湿结束时间,t2/3,Fmax为达到最大润湿力的2/3时需要的时间,Fmax为最大润湿力。
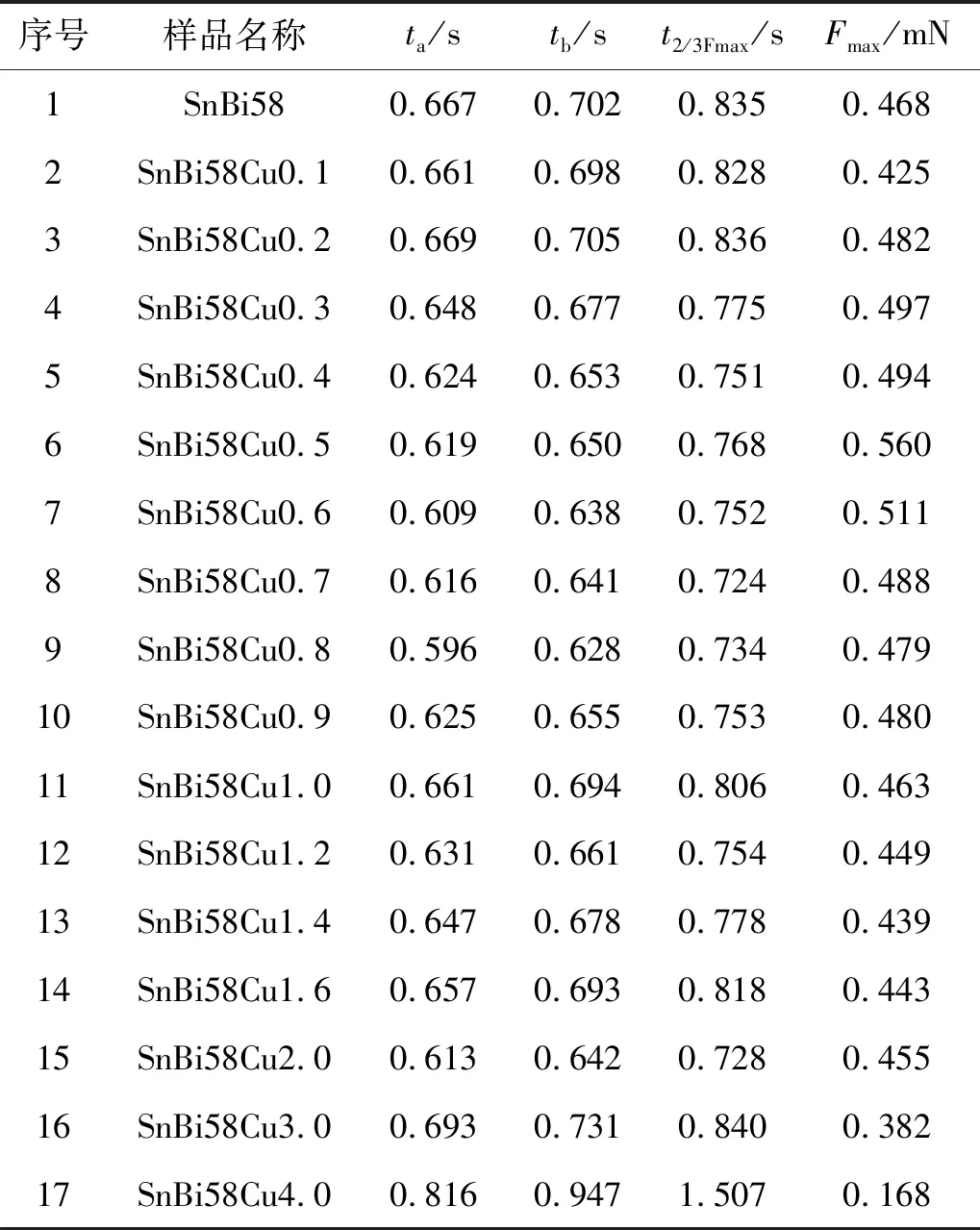
表2 铜质量分数对合金润湿性的影响
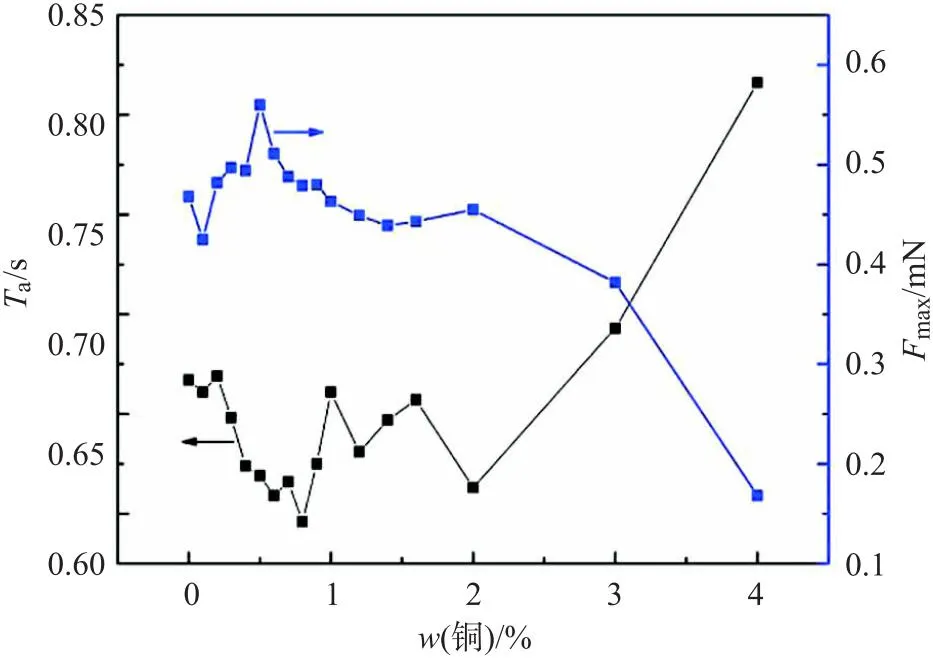
图4 铜质量分数对合金润湿性的影响
由表2和图4可知,Cu的添加会导致合金的润湿时间呈先降低后上升的趋势;当Cu质量分数为0.8%时,合金的润湿时间最短;随着Cu质量分数的持续升高,润湿时间明显增长。最大润湿力随Cu的添加呈现先增大后减小的趋势,当Cu质量分数为0.5%时润湿力最大,可达到 0.56 mN。
2.4 铺展率测试
铺展率可以直观的显示出合金的焊后状态以及在母材表面上流动展开的能力,是评价焊接性能的指标之一,如表3所示。
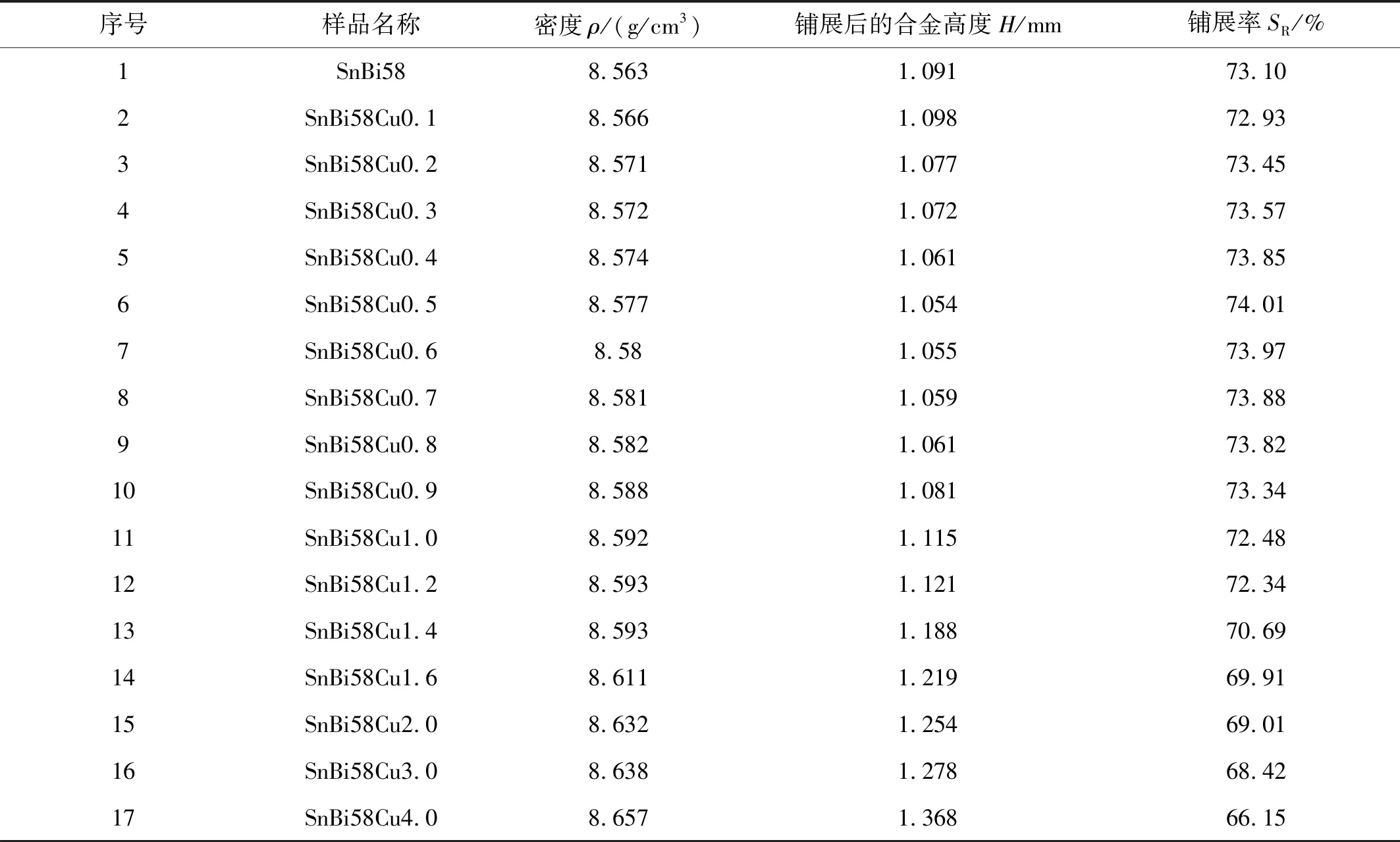
表3 铜质量分数对合金铺展率的影响
铺展率总体呈先上升后迅速下降的趋势:当Cu质量分数在0.4%~0.8%时,铺展率较优;当Cu质量分数超过1%时,合金的流动性明显变差,焊接后焊体表面开始出现麻点,焊接性能降低;随Cu质量分数进一步升高,焊体光亮度逐渐降低。
2.5 合金微观组织
筛选出具有代表性的合金进行金相组织观察。由图5(a)看出,SnBi58合金金相组织呈现网状锡相和铋相分离排列。在SnBi58合金中添加少量的Cu时,钎料内部原位生成颗粒状或针状金属间化合物Cu6Sn5,可以细化合金组织;而加入超过一定量的Cu则会导致Cu6Sn5聚集长大,呈饼状或块状,且随Cu含量的提升不会打破SnBi58合金的网状组织结构。
2.6 静态焊接界面与时效界面微观组织
由图6(a)看出,焊后的SnBi58合金呈现粗大的网状结构,而添加了Cu的合金呈现的网状结构要更紧密,焊接界面生成Cu6Sn5相。随着时效实验的进行,焊接界面靠铜的一侧开始衍生出Cu3Sn相,之前由于高Cu质量分数而聚集长大在合金内部Cu6Sn5相中也开始衍生出Cu3Sn相,而易脆的Cu3Sn相是导致焊点失效的重要原因之一。
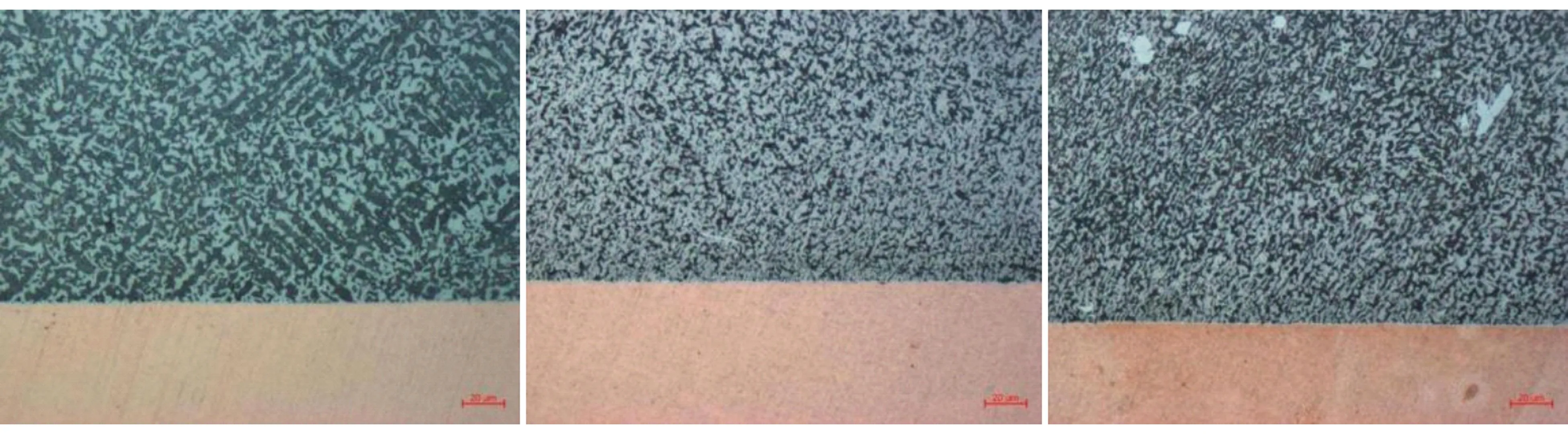
(a)SnBi58 (b)SnBi58Cu0.5 (c)SnBi58Cu1.0
3 结论
当Cu添加量在1%以内时,合金的抗拉强度明显提升,但拉伸率迅速降低。Cu添加量>1%时,拉伸强度和拉伸率趋于平稳,但超过3%时的抗拉强度迅速减小。
随着Cu质量分数的增加,合金的固相线温度降低,液相线温度升高,熔程增大,熔化特性相差不大。
Cu的添加会导致润湿时间呈先降低后上升的趋势,铺展率和最大润湿力随Cu的添加呈现先增大后减小的趋势。
适当的Cu添加可以细化合金组织,提升合金性能。Cu添加量在0.4%~0.8%时,综合性能更优。