碳基复合材料双极板真空浸渍制备工艺
2024-03-29詹梓泽郑俊生樊润林姚东梅明平文
詹梓泽,郑俊生*,樊润林,姚东梅,陈 静,明平文
(1 同济大学 新能源汽车工程中心,上海 201804;2 同济大学 汽车学院,上海 201804)
质子交换膜燃料电池(proton exchange membrane fuel cells,PEMFC)具有功率密度高、工作温度低和反应产物无污染的优势,是一种非常具有发展前景的电化学能量转换系统[1-2]。双极板是PEMFC 的一个关键部件,在燃料电池中起着膜电极结构支撑、分隔氢气和氧气、收集电流、传导热量、排出反应生成的水以及防止气体和冷却液泄漏等诸多重要作用[3-5]。目前,双极板需要占整个PEMFC 堆质量的40%~80%和整个电堆成本的30%~50%[6-8],而通过优化双极板的性能将有望提高约20% 的电堆功率密度,达到6~9 kW/L[9]。因此,通过双极板工艺和材料的改进优化,对提升PEMFC 的性能具有重大的意义。
双极板的电导率、机械强度以及耐腐蚀性能主要由材料决定,而反应气体扩散和由此产生的液态水输送能力则是由双极板的流场结构控制。石墨和金属常被用作双极板材料,但石墨的机械强度和金属耐腐蚀性能较差[10-12];金属双极板有着优异的机械稳定性、导电和导热性能,且其气体密封性好,铝[13]、不锈钢[14-17]、钛[5]和镍合金[18]等材料被开发并应用于PEMFC 的双极板中。然而,金属双极板存在腐蚀问题,其表面需要进一步的保护涂层工艺,增加了其成本,限制了其应用[19]。
石墨和树脂基复合材料既可以提高耐腐蚀性,也可以提高导电性,被广泛用于PEMFC 双极板。膨胀石墨由于其高导热性、低密度、低成本和良好的化学稳定性而被认为是良好的基底材料,热固性树脂如环氧树脂[20-21]、酚醛树脂[22]和乙烯基酯树脂[23]等常用于制造复合材料双极板。
热压成型是一种常见的制造复合双极板的方法,此外,也有研究者研究了真空浸渍树脂的方法制造复合双极板。Li 等[24]研究了真空树脂浸渍和热压相结合的方法,以酚醛树脂填充膨胀石墨,制得的石墨树脂复合双极板组装的燃料电池性能优于石墨双极板。Wang 等[25]探究了不同成型压力和浸渍压力的耦合处理对于复合双极板成型性能的影响,结果表明通过低浸渍和高成型压力下制得的复合双极板具有最大热导率、抗弯强度和最小的界面接触电阻。
膨胀石墨具有多孔疏松的特点,经过压制成型的纯膨胀石墨板存在强度及气密性不足的问题,无法在燃料电池苛刻的工作条件下运行,通过浸渍树脂的方法能够提升其强度与气密性。为了保证石墨板的高导电性,即在不破坏石墨板导电网络的前提下,尽可能提高成型复合石墨板的气密性和机械强度,本研究采用了先将膨胀石墨压制成型后再进行树脂真空浸渍的工艺。通过研究浸渍树脂性质和石墨孔隙结构对真空浸渍过程的影响,提高树脂在石墨板中的浸渍量,优化浸渍条件,通过对浸渍过程的调控,达到优化复合双极板的力学和电学性能的目的,从而有望进一步提高PEMFC 的功率性能和耐久性。
1 实验材料与方法
1.1 实验材料
本研究中使用的材料可分为两部分:导电填料和树脂化合物。其中导电填料为膨胀石墨(expanded graphite,EG),粉末纯度为99%。树脂化合物包括环氧树脂(epoxy resin,EP)、固化剂和活性稀释剂。环氧树脂为双酚A 型环氧树脂6002,在室温下黏度约为1600 mPa·s,固化剂为异佛尔酮二胺。将环氧树脂6002 与固化剂以100∶30 的比例混合制备树脂溶液。所使用的环氧树脂稀释剂为乙二醇二缩水甘油醚,将环氧树脂稀释剂按照一定比例加入制备完成的树脂溶液中,制成5%(质量分数,下同),10%,15%的混合树脂浸渍液,为方便标记,命名为EP-0(纯环氧树脂),EP-5,EP-10,EP-15。
1.2 实验方法
1.2.1 石墨板制备
以EG 粉末制备膨胀石墨板。将石墨粉末填充到模具中,并在一定压力下压缩30 s,在压制过程中执行两个减压步骤以消除模具中的空气,保证石墨板的表面平整度,然后从模具中取出石墨板。为了研究不同孔隙结构对树脂浸渍的影响,在制造过程中使用了三种不同的成型压力,将其分别命名为EGP-L,EGP-M,EGP-H。在AutoPore V 9620 型压汞仪上测得其孔隙率及孔径结构分布情况。制得的膨胀石墨板在浸渍前需要先对其进行酸化处理,以去除膨胀石墨中可能残留的金属离子,避免极板中的金属离子溢出对燃料电池的膜电极结构造成破坏。具体步骤为:用去离子水配制浓度为0.5 mol·L-1的H2SO4溶液,然后将膨胀石墨板置于H2SO4溶液中浸泡5 min,再用去离子水将膨胀石墨板清洗干净、烘干,重复上述清洗工艺三次,将清洗后的膨胀石墨板充分干燥,静置待用。
1.2.2 真空浸渍树脂
将预处理后的膨胀石墨板密封于真空浸渍容器中,对容器进行抽真空处理,保持容器真空压强为0.09 MPa 并维持一段时间确保容器不漏气,在保持真空的条件下将树脂浸渍液注入真空浸渍容器中并保证石墨板完全浸入树脂中,随后保持真空浸渍状态,在浸渍过程中,为避免环氧树脂因温度过高进入凝胶状态而固化,将浸渍温度控制在60 ℃以下。浸渍完成后取出石墨板,清理表面的残余树脂,转入恒温箱中进行固化,固化完成后取出。
1.2.3 复合双极板的性能表征
使用场发射电子扫描显微镜(SEM,GeminiSEM 300)表征复合双极板的微观结构。使用电阻测试仪FT-541SJB-341 表征复合双极板平面电导率(inplane electrical conductivity,IP)和接触电阻(interfacial contact resistance,ICR)进行评估,每块板制成面积为50 mm×50 mm 的试样。用Instrument 3365 型万能试验机表征复合双极板的弯曲强度,通过参考双极板特性测试方法(GB/T 20042.6—2011)以及不透性石墨材料抗弯强度试验方法(GB/T13465.2—1992),采用三点弯曲法对复合板进行抗弯强度测试。使用A100 氦质谱检漏仪表征复合双极板的透气性,其示意图如图1 所示,极板在上腔室和下腔室之间加压以形成密封的环境,并且通过真空泵将下腔室抽真空后,在上腔室充入氦气至压力为0.3 MPa,然后关闭真空泵,氦气质谱仪继续抽空至5 Pa,测量氦气流速,并在流速稳定时记录测量值,根据式(1)计算复合双极板的氦气渗透率Q(cm3·cm-2·s-1)。

图1 氦检仪检漏示意图Fig.1 Schematic diagram of helium detector leak detection
式中:Q1为氦气流速,cm3·s-1;p为氦质谱仪中的气体压力,Pa;p0为室温下的大气压力,Pa;S为复合双极板的有效渗透面积,cm2。
2 结果与分析
2.1 聚合物性质对树脂浸渍量的影响
在复合材料的浸渍过程中,为了获得性能优异的复合材料,提高复合材料的机械强度以及气密性,需要尽量提高树脂的填充量。树脂在浸渍膨胀石墨板的过程中需要克服黏性阻力和孔隙中气体压缩阻力[26],因而较高的黏度下树脂难以充分通过浸渍进入小尺寸的孔隙中,无法实现对基体材料的完全填充,进而降低了树脂的浸渍填充量。为此,本研究从黏度出发,研究了浸渍液中稀释剂含量、浸渍温度以及基体材料的孔隙结构对浸渍量的影响。
2.1.1 稀释剂含量对浸渍量的影响
为了降低树脂黏度,提高其流动性,将环氧树脂稀释剂按不同比例含量添加到树脂中。图2 是不同树脂体系下膨胀石墨板EGP-L 浸渍量的变化曲线。在25 ℃下,环氧树脂的黏度较高,流动性较差,加入稀释剂可以显著降低树脂的黏度,增强其流动性。图2 中的数据表明,当加入的稀释剂含量为5%,10%,15%时,树脂溶液的黏度较纯树脂的黏度分别下降了49.77%,59.51%,74.71%,而此时树脂溶液在膨胀石墨板中的浸渍量随着稀释剂含量的提高而逐步提高,在稀释剂添加量为5%,10%,15%时,树脂的浸渍量分别为27.34%,30.06%,30.59%,相较于纯树脂体系下9.16%的浸渍量有了显著的提升。

图2 稀释剂含量对膨胀石墨板浸渍量的影响Fig.2 Effect of diluent on impregnation content of expanded graphite plate
树脂在膨胀石墨板中的浸渍量存在上限,当树脂填满膨胀石墨板的全部孔隙时,树脂在膨胀石墨板中达到理论最大浸渍量,式(2)为树脂的理论最大浸渍量计算公式,膨胀石墨板EGP-L 的理论最大浸渍量wT为84.1%。当稀释剂添加量大于10%时,石墨板的浸渍量并没有显著的提升,且仍未达到石墨板的理论最大浸渍量。树脂在浸渍膨胀石墨板的过程中需要克服黏性阻力和孔隙中气体压缩阻力,尽管通过真空处理减少了气体阻力的影响,而高黏度的树脂流动性差,流动速度低,较高的黏度下树脂难以充分通过浸渍进入膨胀石墨板的孔隙中,从而无法实现对基体材料的完全填充,导致浸渍效率低,降低了树脂的浸渍填充量。
式中:ρR为环氧树脂密度,g/cm3;ρE为膨胀石墨板的密度,g/cm3;P为膨胀石墨板的孔隙率,%。
2.1.2 温度对浸渍量的影响
温度是影响环氧树脂流动性的另一重要因素。图3(a)为不同温度下树脂体系的黏度变化曲线,随着温度的升高,树脂的黏度也随之降低,温度的上升使得液体的表面张力减小,树脂与石墨间的浸润性增强,树脂在膨胀石墨板(EGP-L)的浸渍量也随之逐步上升。随着温度的升高,树脂黏度进一步减小,在温度为45 ℃以上时,树脂黏度保持在200 mPa·s 以下。图3(b)为不同温度下膨胀石墨板的浸渍曲线,45 ℃下EP-15 体系的浸渍量与50 ℃下EP-5,EP-10,EP-15 体系的浸渍量保持一致,而通过降低黏度和升高温度的方式,树脂渗透进膨胀石墨中的量也并不再增加,即在此时膨胀石墨板的浸渍量已经达到了该体系下的饱和。因此,为保证石墨板中树脂的浸渍量,该环氧树脂体系下的适宜浸渍温度为50 ℃,稀释剂添加量为5% 以上,在该条件下膨胀石墨板的浸渍量可达到65%。而此时膨胀石墨板的理论最大浸渍量仍要大于实际浸渍量,这说明在膨胀石墨板中可能存有部分孔隙未被填充,为此,进一步分析了不同孔隙结构因素对于浸渍的影响。
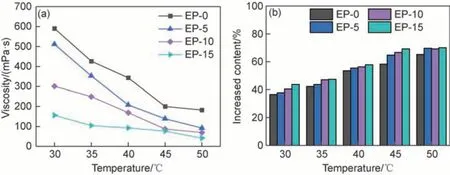
图3 温度对不同树脂体系黏度(a)和对膨胀石墨板浸渍量的影响(b)Fig.3 Effect of temperature on viscosity of different resin systems(a) and on impregnation content of expanded graphite plate(b)
2.1.3 孔隙结构对浸渍量的影响
图4 为膨胀石墨板微观形貌结构的SEM 图,随着密度的增大,膨胀石墨板也表现出更加致密的层状结构。表1 为压汞法测得的膨胀石墨板的孔隙结构特征,随着膨胀石墨板密度的增加,平均孔径也随之减小。从图5(a)的孔径分布图中可以看到,膨胀石墨板中存在有100 μm 以上的大孔,更多的是10 μm 以下的小孔和微孔,占比达80%以上,且随着密度的增加,孔径的分布范围也在降低。

表1 不同密度下的膨胀石墨板孔隙结构Table1 Pore structure of expanded graphite plate at different densities
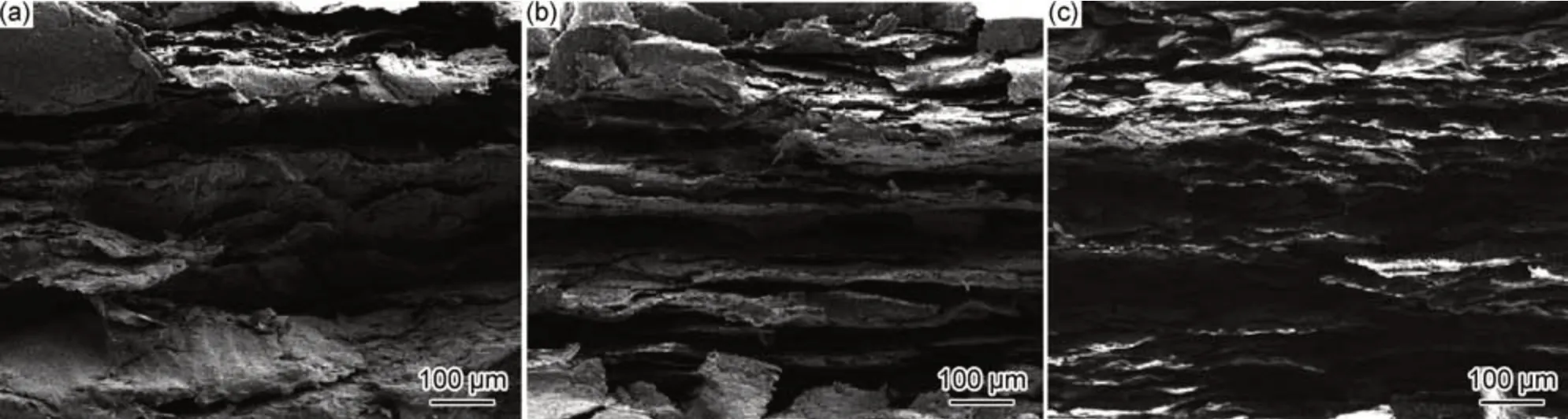
图4 膨胀石墨板的SEM 形貌 (a)EGP-L;(b)EGP-M;(c)EGP-HFig.4 SEM morphology of expanded graphite plates (a)EGP-L;(b)EGP-M;(c)EGP-H

图5 膨胀石墨板的孔径分布(a)孔径分布;(b)孔径累积占比Fig.5 Pore size distribution of expanded graphite plate(a)pore size distribution;(b)cumulative aperture ratio
表2 是在50 ℃下EGP-15 体系在不同膨胀石墨板中的浸渍量。随着膨胀石墨板密度的增加,树脂在石墨板中的实际浸渍量以及理论浸渍量减少,这是由于石墨板的孔隙率随着密度的增加而降低,树脂的填充空间随之降低。图5(b)的累积孔径占比图通过图5(a)积分得到,在图中作出浸渍率(即树脂的实际浸渍量和理论浸渍量的比值)的对应基准线,可以看出,环氧树脂浸渍液对于0.1 μm 以下的孔隙并不具有较好的填充效果,这也说明了树脂无法完全进入石墨孔隙中。由于在树脂浸渍膨胀石墨孔隙的过程中,树脂在大孔中的流动速度较快,因此,树脂浸渍液中的分子会优先将大孔填满。小孔隙会限制高黏度流体进入,因为流体分子需要通过相对较小的空间,而在分子之间存在相互排斥的作用力。当流体流经小孔时,由于流体的黏性特性,流体分子在穿过小孔时必须克服边界层的黏性阻力,这会导致流体分子在小孔内的速度较慢,并且会在小孔周围形成静止层,阻碍流体进入小孔。而在低速流动情况下,边界层的厚度相对较大,对流体流动的影响较大,特别是在小孔中。因此,对于膨胀石墨板来说,该浸渍体系无法将孔隙完全填充,存在有0.1 μm 以下的孔隙无法被完全填充。

表2 50 ℃下EP-15 体系在不同膨胀石墨板中的浸渍量Table2 Impregnation content of EP-15 in different types of expanded graphite plates at 50 ℃
由以上分析得知,真空浸渍可以实现树脂对材料的均匀渗透和覆盖,但是并不能保证树脂能够完全浸入所有孔隙中。由于材料的孔隙结构和形状各不相同,部分微小孔隙受到树脂流动的限制,使得树脂不能完全填充其中,树脂的实际浸渍量达不到理论浸渍量。本研究着重于聚合物性质对树脂浸渍量的影响,在实际真空浸渍工艺中,浸渍时间、浸渍压力对其浸渍量也存在一定的影响,通过增加浸渍压力,可以改善流体进入小孔的能力,从而可能进一步实现石墨中浸渍量的提升。
2.2 复合双极板的性能表征
2.2.1 微观形貌表征
图6 为浸渍后的复合双极板EGP-H 的SEM 图及EDS 谱图,复合材料依旧保持了膨胀石墨的层状结构,树脂的浸渍过程可以改变材料层间和层内的结构形式,而对于材料中石墨连续相影响不大。且在EDS图中,固化后的环氧树脂均匀地分布在了石墨片层中的孔隙中。在该浸渍工艺下,复合石墨板能够保持膨胀石墨的层间结构,且固化的环氧树脂作为增强相镶嵌在石墨片层中。
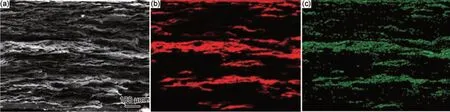
图6 复合双极板的SEM 形貌及其EDS 图谱(a)SEM 形貌;(b)C 元素分布;(c)O 元素分布Fig.6 SEM morphology and corresponding EDS spectra of composite bipolar plates(a)SEM morphology;(b)C element distribution;(c)O element distribution
2.2.2 复合双极板的导电性能
图7 为浸渍后的复合双极板的导电性能,随着膨胀石墨板密度增加,复合材料导电性有所上升,且能够保持250 S/cm 以上的面内电导率,EGP-H 的面内电导率达到了340.12 S/cm。膨胀石墨板在浸渍过程中树脂填充了孔隙却没有改变石墨的导电网络,高的面内电导率主要归因于复合双极板中保留了良好的石墨网络。树脂的加入会阻碍电子的传输,膨胀石墨板的密度越低,孔隙率越高,树脂填充量越多,障碍效应越明显,电阻率越高。PEMFC 电压在很大程度上受到双极板和气体扩散层之间的界面接触电阻引起的欧姆损耗的影响。对于真空浸渍法制备的复合双极板而言,其界面接触电阻均保持在1.5 mΩ·cm2左右,树脂的引入不会改变材料的界面接触电阻,复合双极板能保持较好的导电性能。

图7 复合双极板的导电特性Fig.7 Electrical property of composite bipolar plate
2.2.3 复合双极板的气密性和强度
双极板需要保持燃料电池堆的组件不发生气体泄漏和变形失效。图8 为浸渍后的复合双极板的气密性与抗弯强度。浸渍后的复合双极板的强度较原始的膨胀石墨板有了大幅度的改善,EGP-H 的抗弯强度达到了41.52 MPa。随着原始膨胀石墨板密度的增大,树脂在膨胀石墨板中的浸渍量会下降,但浸渍树脂后的复合石墨板抗弯强度反而有所上升。这是由于在高成型压力下保留良好的层状石墨结构,固化后的环氧树脂填充在孔隙中,密度越大,其结构越致密,石墨的连续网络起到了有效的载荷传递的作用[27],这有助于提升复合材料的强度。

图8 复合双极板的气密性与抗弯强度Fig.8 Gas permeability and flexural strength of composite bipolar plate
复合双极板的气密性测试是以氦气作为测试气体进行的,EGP-H 的氦气渗透率降低到了5.4×10-7cm3·cm-2·s-1,满足美国能源部(department of energy,DOE)的气密性要求。气体渗透性随着密度的提升而降低,归因于高密度下的膨胀石墨基体结构的致密性更高,且在经树脂真空浸渍后能够很好地填充石墨板中的孔隙。尽管树脂无法完全浸入小孔中,但由于树脂与石墨间良好的浸润性,树脂在石墨表面润湿后沿着孔隙表面浸入部分树脂,形成封闭孔的作用,使得复合双极板能够有较好的气密性特性。
3 结论
(1)采用真空浸渍树脂的方法制备了环氧树脂/膨胀石墨复合双极板。这种方法在浸渍树脂前后不会破坏膨胀石墨板原有的导电结构,制备出的复合石墨板具有良好的电导性,同时强度也有所上升,达到了导电性和强度的平衡。
(2)降低黏度和提高温度可以提高树脂的浸渍上限。树脂黏度的降低可以使树脂能够浸渍填充到更微小的孔隙中,但黏度的降低并无法完全消除影响,仍然存在着一些孔隙无法填充浸透,具体表现为0.1 μm 以下的孔隙难以被完全渗进,导致树脂无法完全填充满膨胀石墨的整个孔隙。
(3)采用真空浸渍法浸渍环氧树脂/稀释剂体系的适宜温度为50 ℃,稀释剂乙二醇二缩水甘油醚最优添加比例为15%,且随着原始膨胀石墨板密度的增加,复合材料的导电性和抗弯强度有所上升,气体密封性能更优。制备的复合双极板EGP-H 具有最优的性能,达到340.12 S/cm 的面内电导率,抗弯强度为41.52 MPa,其氦气渗透率为5.4×10-7cm3·cm-2·s-1。
