大输液PP模具型芯失效分析及预防措施
2024-03-25赵东
赵东
(成都市联余精密机械有限公司材料检测中心,成都 610000)
0 引言
型芯是某大输液模具成型的关键零件,该零件的锈穿渗水会直接影响模具批量生产,并污染产品,使整批次的医用耗材报废。型芯材料一般为420系列马氏体不锈钢,经调质后使用。该零件存在冷却水孔,在使用过程中会出现冷热交替,不停地带走零件成型表面的热量,使注塑产品快速冷却成型。在其使用过程中,型芯还受到零件产品的注塑胀模力和成型产品抱紧力,因而零件长时间服役后往往会出现渗水及开裂情况。本文对开裂原因、影响因素及如何预防进行了详细的阐述。
1 型芯锈穿开裂情况分析
大输液PP模具结构:型芯成型产品内壁,型腔成型外壁,型芯零件外表面需要拉丝纹,受产品成型抱紧力和产品成型注塑压力,型芯纵向剖视图如图1所示。型芯内孔通冷却水,产品冷却成型靠冷却水带走热量实现。因而型芯内孔一直处于冷热交替,容易生长水垢,产生热应力。在长期使用过程中,水垢逐渐积累,形成锈蚀坑(如图2),裂纹源产生,逐步延基体晶界扩展(如图3),随着时间延长,最终产生贯穿型芯整个壁厚的裂纹(如图4)。其裂纹源产生、扩展,最终失效,其形态多样化,主要表现为渗水、污染产品、型芯无法正常使用。型芯表面出现锈蚀点、折叠型裂纹、横纵向裂纹扩展等状态。从种种形态表征判定其失效形式为应力腐蚀开裂[1]。
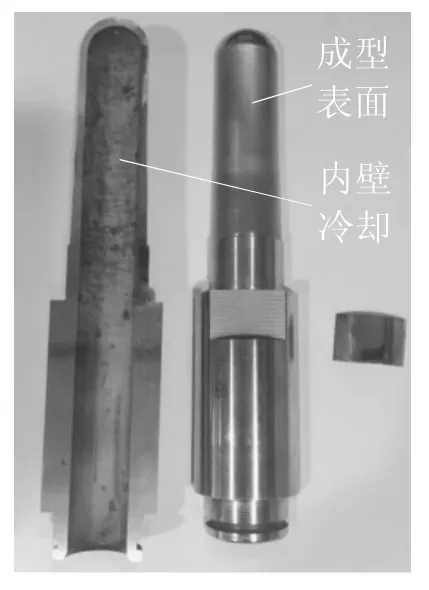
图1 型芯纵向剖视图

图2 锈蚀坑裂纹扩展
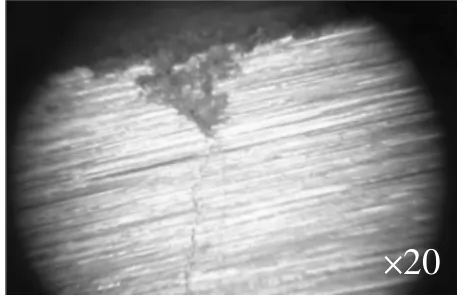
图3 锈蚀坑裂纹扩展低倍
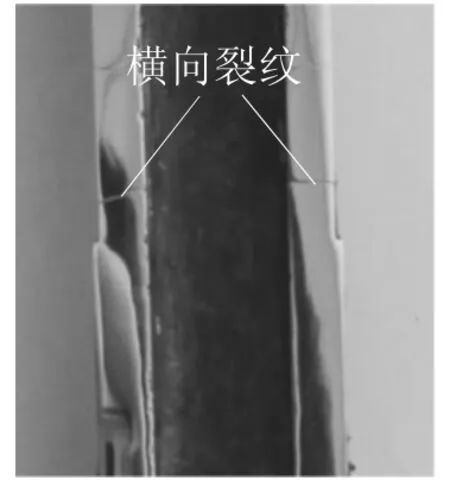
图4 型芯纵向抛光横向裂纹扩展特征
2 型芯锈穿开裂及其影响因素
2.1 零件选用材料理化分析
2.1.1 化学成分分析
在型芯基体取样一个15 cm×20 cm的小方块进行化学成分分析,结果如表1所示,可以看出,FS136钢材成分符合GB 1298—1986标准要求。

表1 FS136钢的化学成分质量分数 %
2.1.2 微观检验
观察抛光后的试样表面,裂纹起源于内壁截面水垢锈蚀后产生的坑内(如图5),且裂纹由粗变细,向基体晶界不同方向扩展(如图6)。进行SEM+EDS分析,分析结果如图7~图9所示。由分析结果可以看出:1)型芯样品成分C、V碳化物偏多,基体与晶界均有产生,并存在富Cr与贫Cr区;2)基体组织有明显的腐蚀气孔产生,晶界碳化物囤积处腐蚀气孔尤为明显。

图5 裂纹从锈蚀坑里面生长扩展
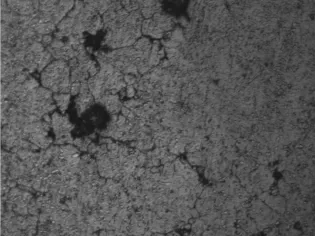
图6 裂纹在基体晶界中生长扩展
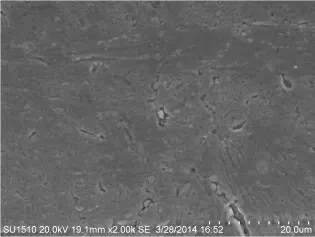
图7 扫描电子显微镜局部图
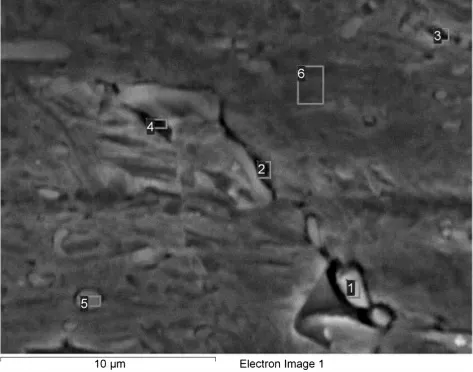
图8 能谱分析取样点位局部
经过上述分析,其晶界存在网状碳化物和晶粒粗大现象,因而对此批原材进行追溯,检测结果如图10、图11所示。
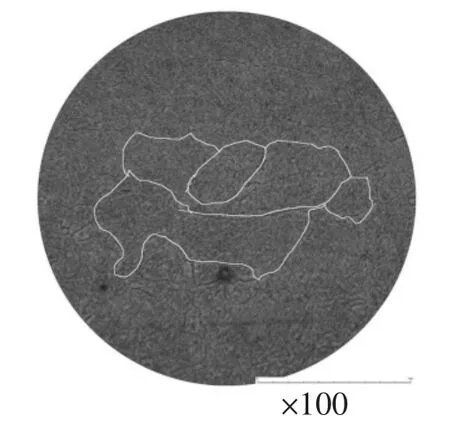
图10 原材材料基体晶粒度检测
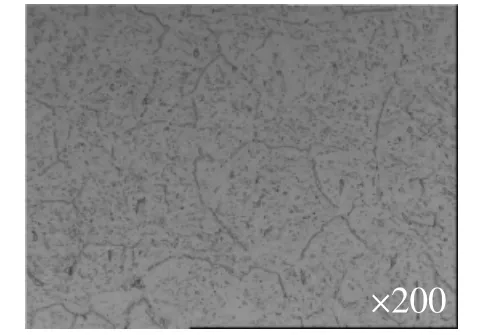
图11 原材材料基体网状碳化物
样品评级参照金属平均晶粒度测定方法(GB 6394—2002)中5.5级(面积法),平均直径为0.046 67 mm。经分析得到原材料基体存在严重网状碳化物现象。符合上述晶界存在富Cr与贫Cr区的SEM+EDS分析。经过对此批材料出厂状态分析,原钢厂反馈出厂前采用冷轧后拉拔成型工艺,这是导致材料组织的不稳定性、晶粒粗大的主要因素。经双方一致讨论得到技术协议,FS136钢材电渣重熔后,开坯锻造,细化晶粒,然后再热轧成型圆棒,保证晶粒度8级以上,出厂前做高温球化均值化退火,改善组织均匀性。
2.2 零件冷却用水分析
对客户水质进行检测,结果表2所示。
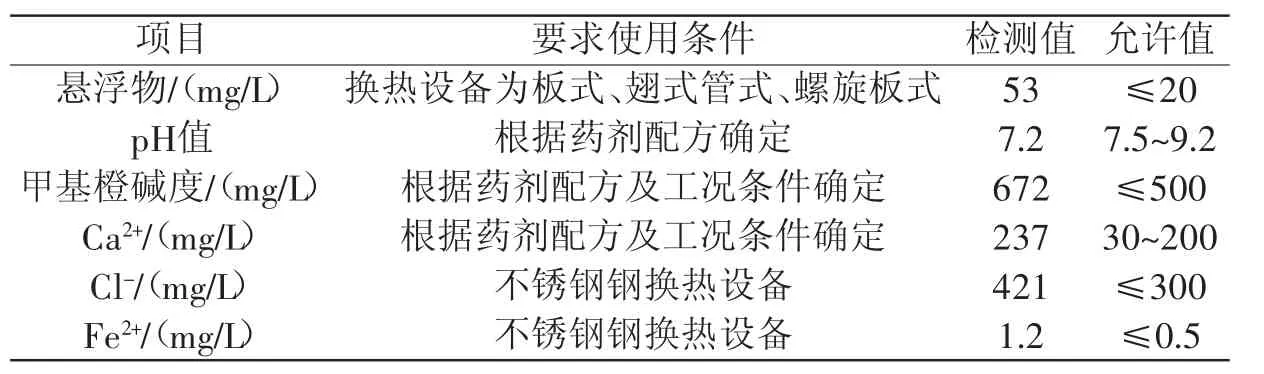
表2 循环冷却水的水质检测
参照GB 50050—1995《工业循环冷却水处理设计规范》中的水质标准,从表2检测结果得出,主要参数均有超标情况,其冷却用水经过一段时间使用后自然生成悬浮物,并钙化生成Ca2+,循环水里面Cl-偏高是形成快速锈蚀的重要因素[2]。
3 分析讨论
由水质检测结果分析可知,其中水质含Ca2+偏高,其水冷却在冷热交替情况使用时,内壁易钙化,且囤积悬浮物,在pH值为7.2的水质下,由于Cl-大量存在侵蚀工件表面,形成锈蚀第一步,然后Cl-逐步扩散到零件基体晶界,晶界中网状碳化物为其提供了良好的扩散通道。因而随着时间的延长,锈蚀坑不停长大,其甲基橙碱度和悬浮物大量增加也导致其锈蚀坑不停增多,水质不停地产生变化,因而出现水中铁离子增多,检测值为1.2 mg/L,水质发黄,也可以论证零件在整个锈蚀过程中。水质不停变质,Fe2+增多,发黄沉淀,也就是后期加速锈穿开裂的主要因素。
显微组织检验结果表明,零件基体晶粒度为5.5级,且存在晶界网状碳化物是加速锈蚀过程和锈穿的重要因素。其晶界网状碳化物偏聚会导致碳化物均匀性差,容易形成富Cr与贫Cr区,因而容易形成微电极电位差[3],因此形成图6所示的晶界微电极电位差晶间腐蚀裂纹,并形成图8所示晶界碳化物囤积处的腐蚀气孔。随着时间延长,裂纹延晶界腐蚀气孔穿透,在外界产生冷热交替应力和产品注射压力作用,形成锈穿气孔状形态、横纵裂纹形态。
钢材晶粒偏大是由于出厂轧制工艺落后导致。从材料学上,晶粒度越小,沿晶开裂主力越大,越容易阻碍开裂扩展速度,粗晶粒材质基体也为裂纹扩展提供了快速扩散通道。由显微组织分析可知,晶界处的碳化物集聚为材料裂纹提供显微应力开裂的动力,加快了零件壁厚裂穿。
如何从以上几个方面去寻找有效解决办法,是避免此类零件低寿命失效的关键。在此我们通过多渠道去改进各方面工艺参数。首先从水质入手,按照国家标准GB 50050—1995工业循环冷却水要求,客户通过采用Ro(去离子化)水源,然后再进行碱性中和,让水源达到pH值8.0~8.5标准,大大提高型芯使用寿命。针对此批换新零件,我们做了一个时间统计,2017年5月更换零件,至2022年12月未出现类似直接锈穿情况。
其次,从材料角度我们根据客户要求,提高了供应商的出厂工艺要求。420系列塑胶不锈钢用于成型零件,特别是有水孔的零件增加锻造工艺和高温均质化处理,从而减小晶粒度大小,增加碳化物均匀性,彻底改善了晶界碳化物析出,减小了材料应力集中。从材料改善到应用,寿命得到大大提高。材料基体改善也是保证零件延迟失效的一个重要方面。
针对个别客户水循环系统老化,水质改善困难,我们做了新工艺的开发,让零件冷却水道内壁增加一层保护膜方式,隔断腐蚀介质与零件基体接触方式[4]:1)通过对零件冷却水内壁进行不锈钢钝化处理,形成1~2 μm钝化膜,隔断钙化粒子和悬浮黏附,让基体得到较好的保护。2)采用封闭剂对冷却水道表面进行封闭膜保护,让零件基体不直接与冷却水接触。针对以上新工艺,需要根据零件水道形貌及表面要求做具体方案,实验几批零件后其效果显著,短时间内形成保护膜不会被破坏,但是用到1~2 a保护膜在水压与冷热交替复杂应力下逐渐脱落,不过这种保护方式还是会大大延长模具失效时间。虽然加工周期、工艺实现所需成本增加,但是对于冷却系统老化水质较差的客户也是一种很大的改善。采用保护膜防护方式是一种可取的方式,能延长使用寿命。
4 结语
由以上分析可知,型芯开裂是属于晶间腐蚀应力开裂类型,其裂纹源来自钙化后不锈钢局部腐蚀[5]产生的锈蚀坑,裂纹扩散,晶界网状碳化物形成富Cr与贫Cr微电极电位差,晶粒较粗大,加之碳化物不均性形成内应力,加速了速晶间腐蚀开裂。针对腐蚀机理形成原因,后期采取防护措施方案,得到不错的改善,大大延长了此类模具零件使用寿命。
针对的预防措施如下:
1)优化注塑机设备水质,需有软化和纯化水源,定期更换和清理冷却水质。
2)隔断腐蚀介质与零件基体。a.可以通过对零件冷却水内壁进行不锈钢钝化处理,形成1~2 μm钝化膜,隔断钙化粒子和悬浮黏附,让基体得到较好的保护;b.可以使用封闭剂对冷却水道表面进行封闭模保护,让零件基体不直接与冷却水接触。
3)改善基体材料组织结构,可以通过对FS136进行开坯锻造然后热轧成圆棒材料,改善组织晶粒度,然后出厂前进行高温均质球化退火,以消除网状及链状不均匀分布碳化物。
