砖块打包机摩擦焊接臂的振动特性分析
2024-03-19张景亮邓海顺陈然
张景亮,邓海顺,陈然
砖块打包机摩擦焊接臂的振动特性分析
张景亮,邓海顺*,陈然
(安徽理工大学 机械工程学院,安徽 淮南 232001)
减小共振疲劳对摩擦焊接机构的影响,提高砖块打包机的可靠性、性能及使用寿命。建立摩擦焊接机构模型,分析不同振动频率下的摩擦振动臂位移振幅与应力振幅。以理想焊接温度为基础,焊接时间为参数,确定振动频率与马达转速。在所测试的频率范围内,随着振动频率不断增加,方向位移振幅较大于、方向,方向应力振幅较大于、方向,3个方向位移振幅与应力振幅均呈上升趋势。振动频率为440 Hz时,焊接时间至少需要2.0 s;振动频率为450 Hz和460 Hz时,焊接时间至少需要1.9 s。摩擦振动臂底端温度分布基本一致且均达到理想焊接温度,最终选取振动频率为450 Hz,马达转速设定为27 000 r/min。最终确定的转速不仅需要满足共振疲劳影响最小化,还需结合砖块打包机实际焊接温度及效率因素,以此提高砖块打包机的可靠性与使用寿命。
摩擦焊接;振动;温度场;频率;转速
焊接机构是包装机械的核心部分[1],现多采用高频振动摩擦焊接机构,利用金属相互摩擦使打包带达到热塑性完成焊接,振动特性一直是摩擦焊接的研究重点。张丽等[2]通过正弦振动试验研究不同环境温度下双瓦楞纸板的振动特性;朱大鹏等[3]分析包装件在非高斯随机振动环境下的响应情况;孙中振等[4]探究了蜂窝纸板在不同程度疲劳振动下缓冲特性的变化规律;孟德安等[5]研究了不同频率、振幅和正压力条件下的摩擦响应,指出在较大正压力、振幅和振动频率下,振动减摩效果明显;滕云楠等[6]采用龙格库塔法对振动沉桩机进行了数值仿真,表明随着激振力频率的减小,振幅变化不大;Aleshin等[7]研究得出了摩擦引起的能量损失受随机振动的影响;Worte等[8]研究了在有限应变率下振动摩擦流中的临界性问题,证明了弱振动的颗粒流应变率存在临界波动;马国栋等[9]对摩擦焊接接头疲劳性能进行了探讨,指出双轴肩搅拌摩擦焊接接头比熔焊疲劳性能优异;宋文杰等[10]模拟了搅拌摩擦对焊的温度场分布规律,分析了转速、焊速对温度场的影响;Wang等[11]利用动态摩擦模型对扭转振动的摩擦性能进行了分析;陈洁[12]建立了搅拌摩擦焊接过程中的热流固耦合数值模型,对搅拌头的温度、应力和应变分布进行了探讨;方远方等[13]探讨了摩擦焊接头沿厚度方向的组织性能与力学性能;黄家海等[14]建立了提升系统动力学仿真模型,对制动阶段的振动特性进行分析。现对振动引起的疲劳性能等研究较多,但对最小化包装机械中摩擦焊接机构共振疲劳的影响研究较少。
为减小共振疲劳对砖块打包机中摩擦焊接机构的影响,找出合适的振动频率,建立砖块打包机模型[15],并对其摩擦振动臂进行振动分析,得出不同振动频率下摩擦振动臂在3个方向的位移振幅与应力振幅,确保机构能够经受住不同频率载荷的作用,减小共振疲劳的影响。再对摩擦振动臂底端摩擦片进行温度场分析[16],得出为达到理想焊接温度,不同振动频率下所需的焊接时间,选取合适的振动频率与马达转速。
1 砖块打包机模型的建立
如图1所示,通过砖厂实地调研搭建砖块打包机模型,该模型分为送带、夹带、分带、焊接与退带五大机构。基本工作流程:首先伺服电机驱动送带,当聚对苯二甲酸乙二醇酯(PET)打包带触动分带机构中的限位开关后停止送带,夹紧打包带后送带轮反转使打包束紧;接着摩擦焊接机构焊接打包带;最后退带机构使打包带与装备分离。模型搭建完成后进行样机生产,如图2所示为砖块打包机实物,经过多次调试使用,确认可以在砖厂多粉尘的恶劣环境下进行砖块打包作业。
图1 砖块打包机模型

图2 砖块打包机实物
2 摩擦振动臂的振动与温度场分析
首先对所建立的摩擦焊接机构模型中摩擦振动臂进行振动分析,得出不同频率下位移振幅、应力振幅的变化趋势,从而找出最小化共振疲劳影响的振动频率;再对摩擦振动臂底端摩擦片进行温度场分析,得出焊接温度与频率之间的关系,最终选取合适的振动频率与马达转速,确保机构可以达到理想焊接温度,完成砖块打包机的焊接工作。
2.1 振动分析
2.1.1 振动分析动力学模型的建立
如图3所示,摩擦振动臂工作原理:当砖块打包机送带到位后,重叠部分的PET打包带位于摩擦振动臂底端,马达转动使振动臂偏心轴端产生小段位移,在支点轴的约束下使摩擦振动臂小幅度高速振动,将塑料打包带重叠部分摩擦成浆,通过高温使塑料熔融完成焊接,使之变成牢固的接头[17]。
图3 摩擦振动臂工作原理
如图4所示,摩擦焊接机构模型搭建完成后,经过砖厂实地测试后选用输出转速范围为25 000~30 000 r/min的QM52F气动马达作为执行元件。由图3可知,摩擦振动臂两端角速度相同,换算出对应的振动频率为420~500 Hz。控制机构到达指定焊接位置采用的是C55B40薄形气缸,其理论作用力N为2 500 N,气缸活塞杆推出使摩擦焊接机构下压,作用到摩擦振动臂底端的摩擦面,底端摩擦面积为1 024 mm2,摩擦振动臂底端摩擦面所受载荷为2.4 MPa。对振动分析主要参数的设置,如表1所示。
图4 摩擦焊接机构模型
2.1.2 频率对摩擦振动臂位移振幅的影响
本节研究了摩擦焊接机构中摩擦振动臂在不同频率下位移振幅变化。经过分析得出,当振动频率为420~500 Hz时,3个不同方向的位移振幅变化趋势如图5所示。
表1 振动分析主要参数
Tab.1 Main parameters of vibration analysis
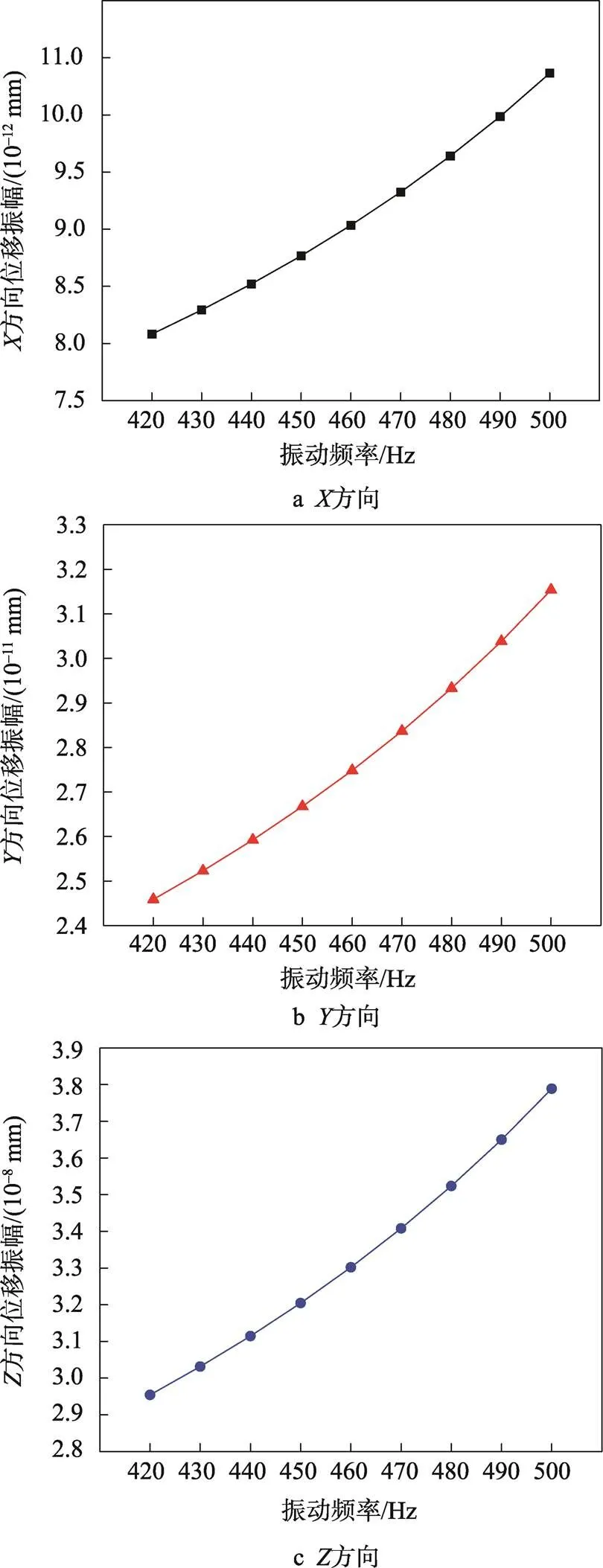
图5 不同频率下XYZ方向的位移振幅
由图5可知,在所设定的振动频率范围(420~500 Hz)下,摩擦振动臂在方向的位移振幅比与方向的大。随着振动频率的增加,摩擦振动臂在3个方向的位移振幅都呈上升趋势。
整合3个不同方向的位移振幅,得出摩擦振动臂在不同频率下的位移振幅如图6所示。
图6 不同频率下位移振幅
Fig.6 Displacement amplitude at different frequencies
由图6可知,随着振动频率的增加,摩擦焊接机构中的振动臂位移振幅呈上升趋势。当振动频率为420 Hz时,摩擦振动臂的位移振幅最小,共振疲劳对摩擦焊接机构的影响最小,所对应的气动马达转速为25 000 r/min。
2.1.3 频率对摩擦振动臂应力振幅的影响
本节研究了摩擦焊接机构中摩擦振动臂在不同频率下应力振幅变化。经过分析得出,当振动频率为420~500 Hz时,3个不同方向的应力振幅变化趋势如图7所示。
由图7可知,在所设定的振动频率范围(420~500 Hz)下,摩擦振动臂在方向的应力振幅比与方向的大。随着振动频率的增加,摩擦振动臂3个方向的应力振幅都呈上升趋势。
整合3个不同方向的应力振幅,得出摩擦振动臂在不同频率下的应力振幅如图8所示。
由图8可知,随着振动频率的增加,摩擦焊接机构中振动臂的位移振幅呈上升趋势。当振动频率为420 Hz时,摩擦振动臂的应力振幅最小,共振疲劳对摩擦焊接机构的影响最小,所对应的气动马达转速为25 000 r/min。
2.2 温度场分析
由于摩擦焊接工作原理是一定的,其动力设置与振动分析时的相同。系统默认的初始温度设置为22 ℃,在此温度下热应力为0。摩擦振动臂选用的材料是Q235,通过查阅材料的属性参数,并在软件中完成相应设置,如表2所示。

图7 不同频率下XYZ方向的应力振幅

图8 不同频率下应力振幅
砖块打包所用材料是PET打包带,其熔点约为260 ℃,仿真系统初始温度设置为22 ℃,摩擦焊接平均温度增值至少为238℃,即摩擦焊接所增加的温度基本值为238 ℃。分别对420、440、460、480、500 Hz 5个不同振动频率下摩擦振动臂底端摩擦片进行温度场分析,经过分析得出不同振动频率下摩擦焊接平均温度增值曲线,如图9所示。
摩擦焊接机构所选气缸理论作用力N为2 500 N,摩擦振动臂的质量为1 kg,其材料为Q235,摩擦因数约为0.15,比热容为0.5 J/(g·℃),得出摩擦力f为375 N。通过摩擦振动臂高速振动产生能量,从而计算出高速振动摩擦过程中温度的增量。

式中:为一定焊接时间内高频振动摩擦产生的热量;f为摩擦振动臂底端摩擦片的摩擦力;Δ为一定焊接时间内摩擦振动臂振动的位移。
表2 温度场分析主要参数

Tab.2 Main parameters for temperature field analysis
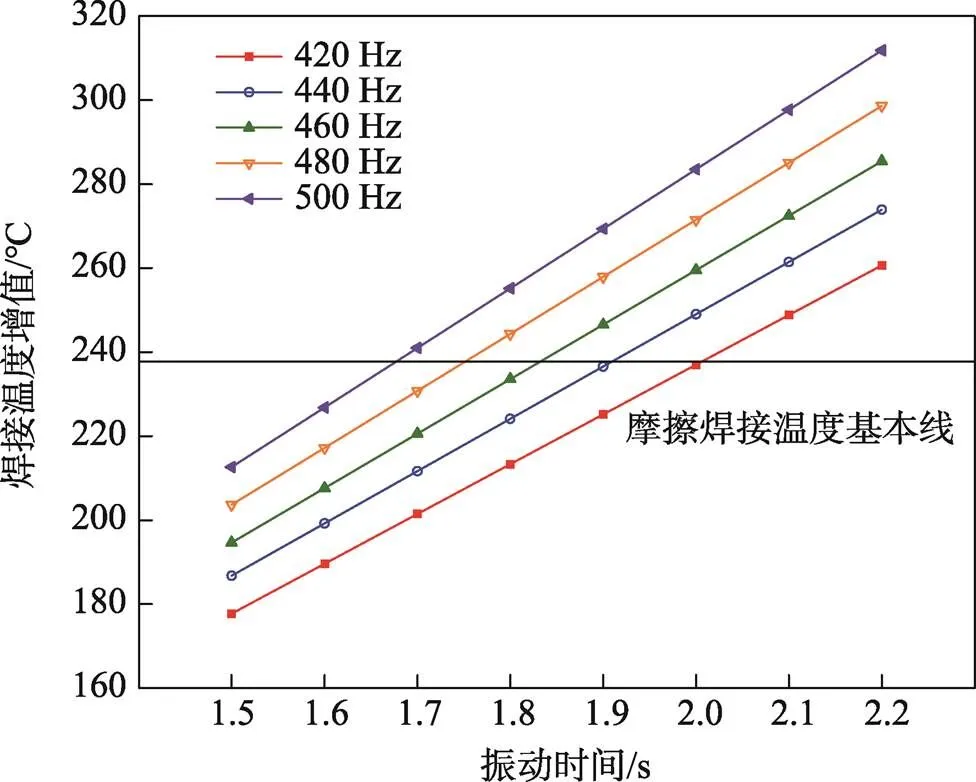
图9 不同频率下平均温度增值
式中:为一定焊接时间内高频振动摩擦产生的热量;为摩擦振动臂比热容;为摩擦振动臂质量;Δ为一定焊接时间内摩擦振动臂底端摩擦片温度的变化量。
通过计算,得出的结果与仿真分析结果基本一致。
从图9可以看出,当振动频率为420 Hz时,焊接时间至少需要2.1 s;当振动频率为440 Hz时,焊接时间至少需要2.0 s;当振动频率为460 Hz时,焊接时间至少需要1.9 s;当振动频率为480 Hz时,焊接时间至少需要1.8 s;当振动频率为500 Hz时,焊接时间至少需要1.7 s。在相应的振动频率下,至少需要上述对应时间才可以使焊接温度达到PET打包带的熔点,完成焊接。
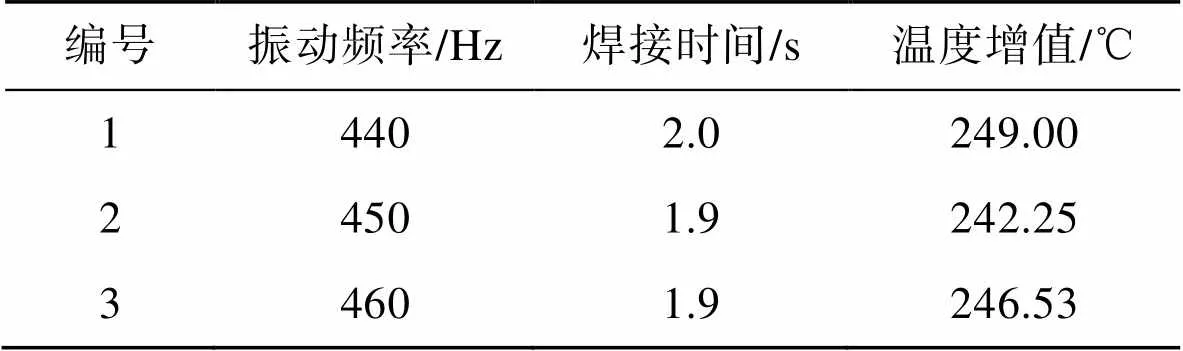
根据砖厂实际要求,为提升砖块打包机整体打包效率,需要将焊接时间控制在2.0 s以内。振动频率为440 Hz时焊接时间需要2.0 s,振动频率为460 Hz时焊接时间需要1.9 s。现添加振动频率为450 Hz时的摩擦振动臂底端摩擦片温度场分析。对比以上3个不同振动频率的分析结果,见表3。
表3 不同振动频率对比
Tab.3 Comparison of different vibration frequencies
从表3中可以看出,当振动频率为450 Hz和460 Hz时,达到焊接温度基本值以上所需焊接时间都为1.9 s,均满足焊接时间控制在2.0 s内的要求。当振动频率为450 Hz与460 Hz且焊接时间为1.9 s时,摩擦振动臂底端摩擦片的温度分布见图10,可以看出两者基本一致,且满足焊接温度要求。
通过对不同振动频率下摩擦振动臂位移振幅与应力振幅的分析,在所设定的振动频率范围内,随着振动频率的增加,共振疲劳对摩擦焊接机构的影响逐渐增大,所以应尽量选择较小的振动频率。综合考虑焊接效率的因素,最终选取振动频率为450 Hz,气动马达转速为27 000 r/min。
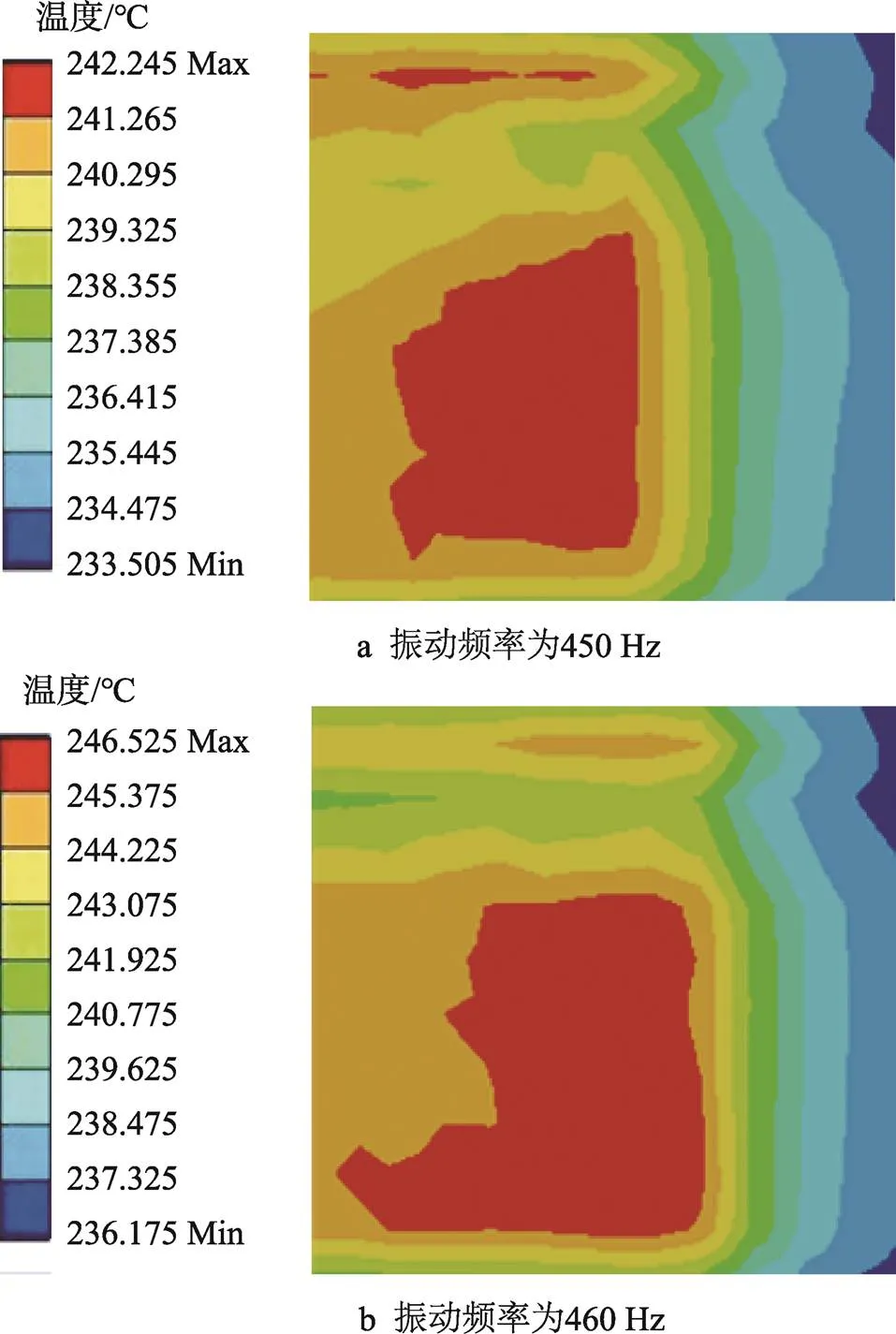
图10 摩擦焊接1.9 s后温度分布
3 结语
1)通过分析不同振动频率下摩擦振动臂的位移振幅与应力振幅,得出在所测试的振动频率范围(420~500 Hz)下,随着振动频率的增加,摩擦振动臂3个方向的位移振幅都呈上升趋势,其中方向的位移振幅相对于与方向的位移振幅较大;随着振动频率的增加,摩擦振动臂3个方向的应力振幅也都呈上升趋势,其中方向的应力振幅相对于与方向的应力振幅较大。
2)通过整合不同振动频率下摩擦振动臂在3个方向的位移振幅与应力振幅,得出在所测试的振动频率范围(420~500 Hz)下,随着振动频率的增加,摩擦振动臂的位移振幅和应力振幅都呈上升趋势。当振动频率为420 Hz,气动马达转速设定为25 000 r/min时,共振疲劳对摩擦焊接机构的影响最小。
3)在所测试的振动频率范围(420~500 Hz)下,当振动频率为420 Hz时,共振疲劳对摩擦焊接机构的影响最小,但振动频率下所需焊接时间超过2.0 s,降低了砖块打包机整体工作效率。结合共振疲劳的影响最小化以及提升砖块打包机工作效率的因素,选取合适的振动频率为450 Hz,气动马达转速选择为27 000 r/min。
[1] 吴坤培, 阮红梅, 赵钺, 等. 金属焊接件海运包装防护技术研究[J]. 包装工程, 2016, 37(7): 66-70.
WU K P, RUAN H M, ZHAO Y, et al. Packaging Protection Technology of Weldments in the Process of Sea Transport[J]. Packaging Engineering, 2016, 37(7): 66-70.
[2] 张丽, 王保升. 环境湿度对BC型双瓦楞纸板振动传递率的影响研究[J]. 包装工程, 2011, 32(19): 54-58.
ZHANG L, WANG B S. Research on Vibration Transmissibility of BC Corrugated Paperboard under Different Environmental Humidity[J]. Packaging Engineering, 2011, 32(19): 54-58.
[3] 朱大鹏, 李明月. 铁路非高斯随机振动的数字模拟与包装件响应分析[J]. 包装工程, 2016, 37(1): 1-5.
ZHU D P, LI M Y. Digital Simulation of Non-Gaussian Random Vibration of Railway and Packaging System Response Analysis[J]. Packaging Engineering, 2016, 37(1): 1-5.
[4] 孙中振, 王珺, 王军. 疲劳振动对蜂窝纸板缓冲性能影响[J]. 包装工程, 2013, 34(23): 1-4.
SUN Z Z, WANG J, WANG J. Effect of Vibration Fatigue on Cushion Performance of Honeycomb Paperboard[J]. Packaging Engineering, 2013, 34(23): 1-4.
[5] 孟德安, 马建, 赵轩, 等. 低频振动作用下金属摩擦副界面动态摩擦行为[J]. 塑性工程学报, 2022, 29(4): 168-175.
MENG D A, MA J, ZHAO X, et al. Dynamic Friction Behavior of Metal Friction Pairs Interface Superimposing Low Frequency Vibration[J]. Journal of Plasticity Engineering, 2022, 29(4): 168-175.
[6] 滕云楠, 李小彭, 杨铎, 等. 基于振动沉桩机的振动摩擦系统动力学分析[J]. 东北大学学报(自然科学版), 2010, 31(7): 1015-1018.
TENG Y N, LI X P, YANG D, et al. Dynamic Analysis of Vibration-Friction System on a Vibrating Pile Driver[J]. Journal of Northeastern University (Natural Science), 2010, 31(7): 1015-1018.
[7] ALESHIN V, PAPANGELO A. Friction-Induced Energy Losses in Mechanical Contacts Subject to Random Vibrations[J]. International Journal of Solids and Structures, 2019, 190: 148-155.
[8] WORTEL G, DAUCHOT O, VAN HECKE M. Criticality in Vibrated Frictional Flows at a Finite Strain Rate[J]. Physical Review Letters, 2016, 117(19): 198002.
[9] 马国栋, 张颖川, 黄磊杰, 等. 铝合金双轴肩搅拌摩擦焊接接头疲劳性能研究[J]. 北京交通大学学报, 2022, 46(4): 139-147.
MA G D, ZHANG Y C, HUANG L J, et al. Study on the Fatigue Performance of Biaxial-Shoulder Aluminum Friction Stir Welding Joints[J]. Journal of Beijing Jiaotong University, 2022, 46(4): 139-147.
[10] 宋文杰, 贺帅, 沈奇江, 等. LA141镁锂合金搅拌摩擦焊接过程温度场模拟[J]. 陕西科技大学学报, 2023, 41(1): 117-122.
SONG W J, HE S, SHEN Q J, et al. Simulation of Temperature Field during Friction Stir Welding of LA141 Mg-Li Alloy[J]. Journal of Shaanxi University of Science & Technology, 2023, 41(1): 117-122.
[11] WANG X M, CHEN P, RUI Z H et all. Modeling Friction Performance of Drill String Torsional Oscillation Using Dynamic Friction Model[J]. Shock and Vibration, 2017, 2017: 1-14.
[12] 陈洁. 搅拌摩擦焊接过程的“热—流—固”耦合数值模拟及孔洞缺陷预测[D]. 济南: 山东大学, 2022: 73-93.
CHEN J. Numerical Simulation of "Heat-Fluid-Solid" Coupling in Friction Stir Welding Process and Prediction of Hole Defects[D]. Jinan: Shandong University, 2022: 73-93.
[13] 方远方, 张华. 厚板5083铝合金搅拌摩擦焊接头沿厚度方向组织与力学性能[J]. 机械工程学报, 2022, 58(4): 94-101.
FANG Y F, ZHANG H. Microstructure and Mechanical Properties for Thick Plate 5083 Aluminum Alloy Friction Stir Welding Joint along the Thickness Direction[J]. Journal of Mechanical Engineering, 2022, 58(4): 94-101.
[14] 黄家海, 贺亚彬, 于培, 等. 落地式摩擦提升机建模和振动特性分析[J]. 机械工程学报, 2019, 55(12): 205-214.
HUANG J H, HE Y B, YU P, et al. Modeling and Vibration Characteristics of Ground Mounted Friction Hoist[J]. Journal of Mechanical Engineering, 2019, 55(12): 205-214.
[15] 邓海顺, 陈然, 王兆国, 等. 一种用于粗糙重物打包的自动打包设备: 中国, 115872009A[P]. 2023-03-31.
DENG H H, CHEN R, WANG Z G, et al. Automatic Packaging Equipment for Packaging Rough Heavy Objects: China, 115872009A[P]. 2023-03-31.
[16] ZHANG Y C, REN Z H, KONG X W, et al. Thermal-Fluid Coupling Numerical Simulation of Axial Ultrasonic Vibration Friction Stir Welding[J]. Strength of Materials, 2019, 51(6): 908-916.
[17] 邓海顺, 张景亮, 王兆国, 等. 一种基于高频振动摩擦焊接的砖垛自动打包机头: 中国, 115593689A[P]. 2023-01-13.
DENG H H, ZHANG J L, WANG Z G, et al. Automatic Brick Stack Packing Machine Head Based on High-Frequency Vibration Friction Welding: China, 115593689A[P]. 2023-01-13.
Analysis of Vibration Characteristics of Friction Welding Arm in Brick Packaging Machine
ZHANG Jingliang, DENG Haishun*, CHEN Ran
(School of Mechanical Engineering, Anhui University of Science and Technology, Anhui Huainan 232001, China)
The work aims to reduce the impact of resonance fatigue on friction welding mechanisms and improve the reliability, performance, and service life of brick packaging machine. A friction welding mechanism model was established to analyze the displacement amplitude and stress amplitude of the friction vibration arm under different vibration frequencies. Based on the ideal welding temperature and welding time as parameters, the vibration frequency and motor speed were determined. Within the tested frequency range, as the vibration frequency increased, the displacement amplitude in thedirection was greater than that in theanddirections, and the stress amplitude in thedirection was greater than that in theanddirections. The displacement amplitude and stress amplitude in all three directions showed an upward trend. When the vibration frequency was 440 Hz, the welding time was at least 2.0 s, and when the vibration frequencies were 450 Hz and 460 Hz, the welding time was at least 1.9 s. The temperature distribution at the bottom of the friction vibration arm was basically consistent and reached the ideal welding temperature. Finally, the vibration frequency was selected as 450 Hz, and the motor speed was set to 27 000 r/min.The final determined speed not only needs to minimize the impact of resonance fatigue, but also needs to be combined with the actual welding temperature and efficiency factors of the brick packaging machine, in order to improve the reliability and service life of the brick packaging machine.
friction welding;vibration;temperature field;frequency;speed
TB486;TG404
A
1001-3563(2024)05-0205-07
10.19554/j.cnki.1001-3563.2024.05.025
2023-08-17
安徽省教育厅优秀科研创新团队-矿山智能技术与装备科研创新团队(2022AH010052);安徽省学术与技术带头人资助项目(2021D308)
