“华龙一号”贯穿件套筒预制阶段的目视检测
2024-03-18边永丰谢明根李义强
后 灿,边永丰,谢明根,李义强
(1.中国建筑第二工程局有限公司,北京 101100;2.山东瑞祥模具有限公司,济宁 272400)
核电站钢制安全壳贯穿件是为工艺管道、电缆穿越安全壳时,保持安全壳屏障的完整性和密封性而设置在安全壳壁上的穿墙连接部件,对核电站的安全稳定运行有着非常重要的作用,是核电站安全运行的重要保障之一。
“华龙一号”钢衬里有176个贯穿件套筒,贯穿件套筒有φ457 mm,φ508 mm,φ610 mm,φ625 mm,φ940 mm,φ1 016 mm等规格。钢衬里贯穿件套筒的筒段部分通过卷板机弯曲成型,水平位置对焊而成。制造过程需要进行100%目视检测、泄漏检测和渗透检测,以保证贯穿件焊缝的牢固和密封。目视检测是多道无损检测工序中的首位工序,是重要的质量检测控制环节。以惠州太平岭“华龙一号”核岛钢衬里贯穿件套筒为检测对象,介绍了预制各阶段中目视检测的重点和常见缺陷,提出相关套筒筒段纵向焊缝余高及错边尺寸测量方法并进行验证,旨在确保贯穿件套筒预制过程中的目视检测符合相关标准要求。
1 预制各阶段检测重点及常见缺陷
贯穿件套筒预制过程中,目视检测的重点主要为表面缺陷、坡口角度、组对间隙、错边量、焊接接头的宽度及余高等内容。
1.1 组对前表面缺陷
搬运和转换工位过程中可能造成磕碰损伤;卷板机在卷制过程中。钢板内外表面也可能出现压痕;保存不当可能形成锈蚀凹坑;组对前坡口面通过机加工形成,加工过程中可能会出现表面不连续性、表面粗糙、边缘毛刺等,同时也可能在坡口面上观察到钢板原材料的分层缺陷,这些缺陷都应在组对前清除,表面机械损伤、分层缺陷示例如图1所示。
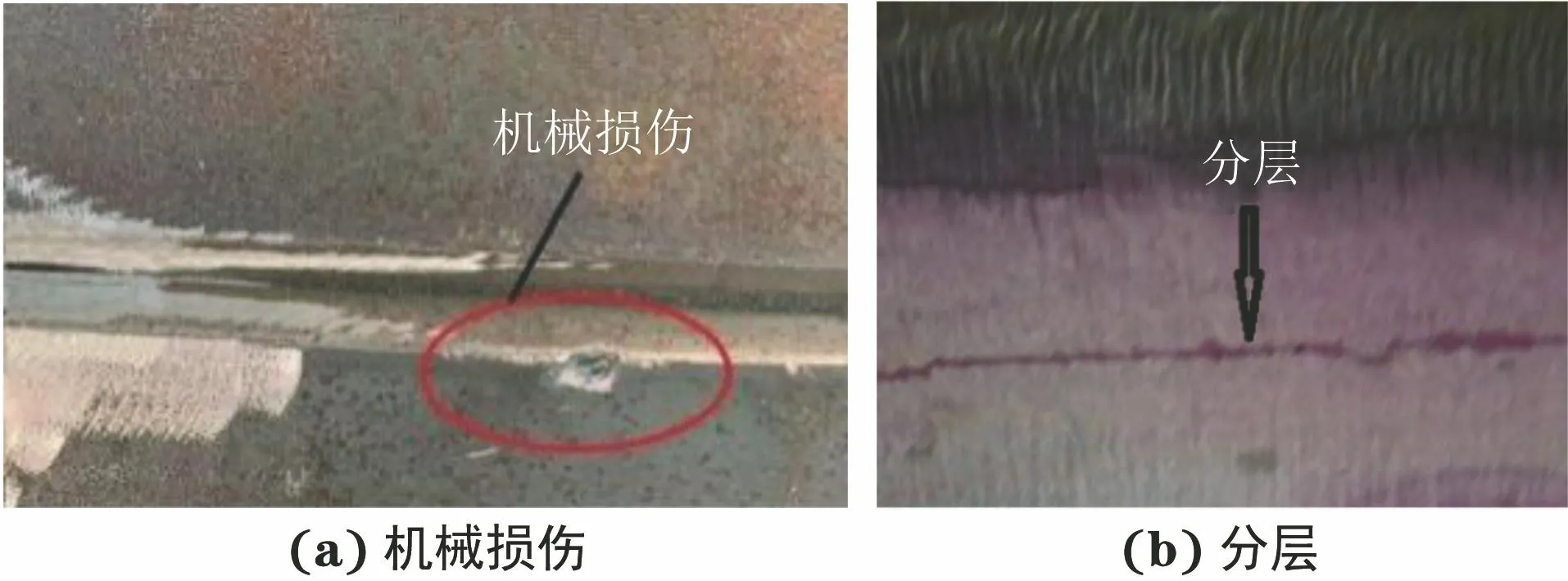
图1 表面机械损伤、分层缺陷示例
1.2 组对时表面缺陷
定位焊缝表面裂纹、未熔合、气孔缺陷示例如图2所示,定位焊时,焊点处的未熔合、气孔、夹渣、裂纹、咬边等缺陷在后续焊接时,可能被埋入焊缝中,成为内部缺陷,进而降低焊接接头的严密性,减小焊缝的有效截面,致使其机械强度下降,也可能造成应力集中,发展成焊缝裂纹源,因此定位焊的目视检测应和焊缝最终检测的要求相同。

图2 定位焊缝表面裂纹、未熔合、气孔缺陷示例
1.3 焊后外观检测
完工的焊接接头及热影响区域不得有裂纹、未熔合、未焊透、密集气孔、夹杂物、咬边、焊瘤、未焊满等外观缺陷;特别值得注意的是,一些可能影响后续其他无损检测结果的外形缺陷也是不能接受的,如未圆滑过渡的棱边、打磨沟槽、表面划伤等,这些缺陷可能对后续的渗透检测显示、射线底片的评定造成干扰,都应在其他检测之前消除。打磨沟槽外形缺陷的射线检测底片如图3所示[1]。

图3 打磨沟槽外形缺陷的射线检测底片
2 尺寸检测
坡口角度和组对间隙尺寸应按图纸要求严格控制,通常情况下可采用常规方法进行检测,即坡口角度使用焊接检验尺的多用尺与主尺组合测量,组对间隙使用焊缝检验尺的多用尺或者塞尺直接测量。
焊缝余高过高和错边量超差是常见的几何形状偏差,可能破坏焊接接头的连续性,又会造成局部应力集中,降低疲劳强度,影响产品的使用安全周期。近年来国内外对焊缝余高和错边量控制都比较关注,也制定了相应标准加以控制。贯穿件套筒预制中焊缝余高和错边量尺寸也有相关的要求,B.T.S.3.15 《安全壳防泄衬里和空气闸门建造-无损检验》 规范中焊缝余高的允许值如表1所示,同时该标准要求e<12 mm最大允许错边量为e/4;e≥12 mm最大允许错边量为e/10+2,且最大为5 mm。
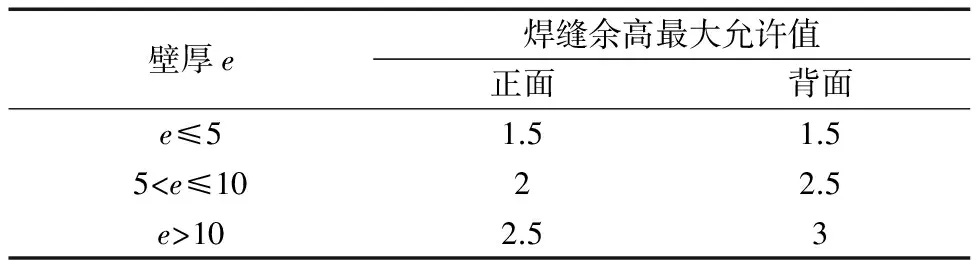
表1 B.T.S.3.15规范中焊缝余高允许值 mm
目前,焊缝余高和错边量的常规目视检测方法是使用HJC40型通用焊接检验尺测量相关尺寸,HJC40型通用焊接检验尺结构及实物如图4所示。该检验尺是为平板焊缝设计的,其测量套筒卷制纵焊缝尺寸时,即使没有余高,受套筒结构影响,测量也会存在偏差,在套筒外表面测量余高时,测量值将小于实际值,反之在内表面测量余高时,测量值将大于实际值,而且筒径越小误差越大,可能造成误判漏判。因此,用该类型焊接检验尺测量贯穿件套筒纵向焊缝余高时,必须对测量结果进行修正才能准确判定余高是否满足表1中的规定。同理,由于筒段焊缝两侧母材存在一定的曲率,使用通用的焊接检验尺和直板尺测量错边量时,误差较大,甚至无法测量。

图4 HJC40型焊接检验尺结构及实物示意
2.1 筒段纵向焊缝余高测量
2.1.1 套筒内侧纵向焊缝余高测量修正
以HJC40型焊接检验尺主尺端面AB为测量基准,在高度尺的配合下进行测量,读出的测量值会大于实际值,其差值为Δ内,套筒内侧纵向焊缝余高测量示意如图5 所示。
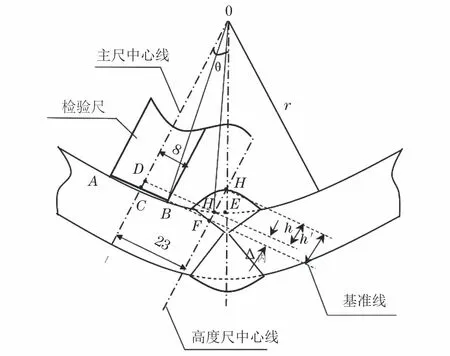
图5 套筒内侧纵向焊缝余高测量示意
图5中套筒内侧纵向焊缝实际余高HE=HH/cosθ,由于倾斜角θ很小,所以HE≈HH/=h;内侧焊缝余高测量值h/=FH;当无错边余高为0时,检验尺读数Δ内=H/F,则有
Δ内=H/F=CD=OC-OD
=(OB2-BC2)1/2-(H/O2-H/D2)1/2
=(r2-82)1/2-(r2-232)1/2
(1)
式中:r为套筒内半径;Δ内为套筒内侧纵向焊缝余高修正值;h′为焊接检验尺测量值。
所以修正后的实际筒段内侧纵焊缝余高值h=h′-Δ内。
2.1.2 套筒外侧纵向焊缝余高测量修正
HJC40型焊接检验尺主尺端面AB与套筒外侧表面相切,保证主尺中心线对准圆心,以此为基准,在高度尺的配合下进行测量,读出的测量值会小于实际值,其差值为Δ外,套筒外侧纵向焊缝余高测量示意如图6所示。

图6 套筒外侧纵向焊缝余高测量示意
图6中套筒外侧纵向焊缝实际余高HE=HH′cosθ,由于倾斜角θ很小,所以HE≈HH′=h;外侧焊缝余高测量值h′=FH;当无错边余高为0时,检验尺读数Δ外=H′F,则有[2]
Δ外=H′F=CD=OC-OD
=R-(H′O2-H′D2)1/2
=R-(R2-232)1/2
(2)
式中:R为套筒外半径;Δ外为套筒外侧纵向焊缝余高修正值;h′为焊接检验尺测量值。
所以修正后的筒段外侧纵焊缝余高值h=h′+Δ外。
2.1.3 套筒纵向焊缝余高测量试验
为了验证套筒纵向焊缝余高理论公式的准确性,选一个外径为457 mm,壁厚为16 mm,圆度较好的套筒作为试验对象,套筒内、外侧纵向焊缝余高测量现场如图7所示。

图7 套筒内、外侧纵向焊缝余高测量现场
由式(1)可得套筒内侧焊缝余高修正值Δ内=(212.52-82)1/2-(212.52-232)1/2=1.10 mm。选取一处测量点,在套筒内侧通过HJC40型焊接检验尺量出纵向焊缝余高测量值h′=4 mm。故修正后内侧焊缝实际余高h=h′-Δ内=2.90 mm。
由式(2)可得套筒外侧焊缝余高修正值Δ外=228.5-(228.52-232)1/2=1.16 mm 。在内侧选取测量点对应的套筒外侧位置,通过HJC40型焊接检验尺量出纵向焊缝余高测量值h′=1 mm。故修正后外侧焊缝实际余高h=h′+Δ外=2.16 mm。
为了实际工作中方便,笔者列出几种常见预制规格的贯穿件套筒内、外侧纵向焊缝余高修正值Δ(见表2)。

表2 几种规格的贯穿件套筒内、外侧焊缝余高修正值Δmm
笔者对测量点进行切割,然后对焊缝截面进行宏观金相腐蚀,测量得出套筒内侧实际余高h=2.84 mm,外侧实际余高h=2.12 mm。套筒内、外侧纵向焊缝余高宏观金相显示如图8所示。
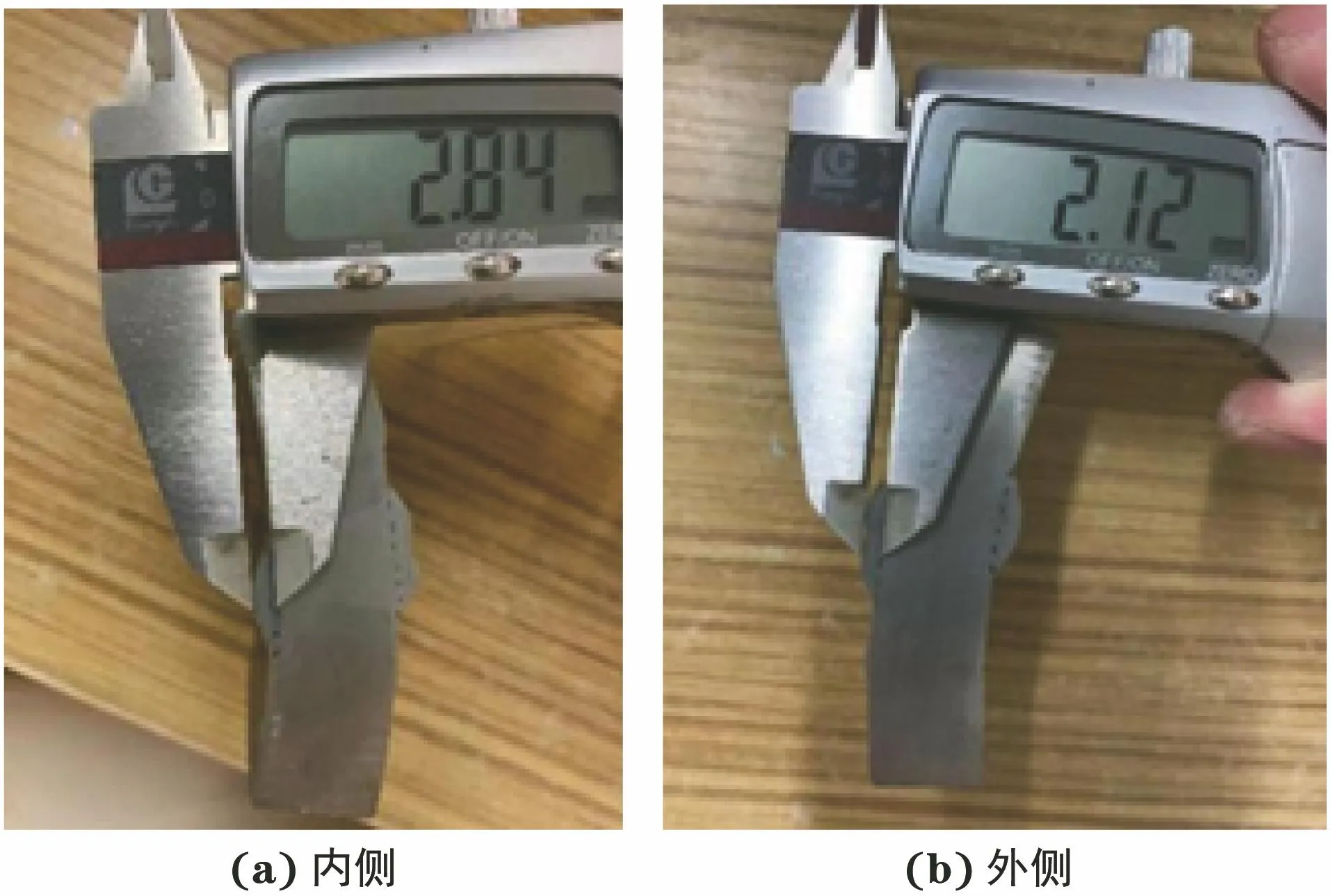
图8 套筒内、外侧纵向焊缝余高宏观金相显示
同理,分别对常见规格的贯穿件套筒加工余量的纵向焊缝余高测量点进行取样,通过金相腐蚀试验进行验证,其结果如表3所示。
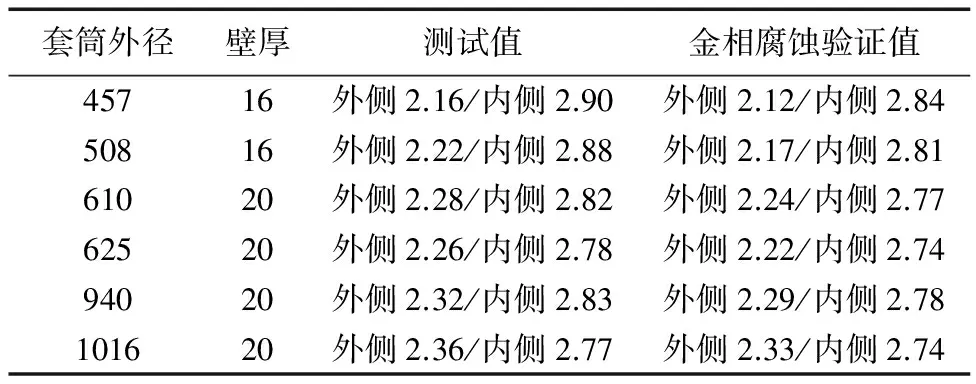
表3 几种规格的贯穿件套筒内、外侧焊缝余高测试值与金相腐蚀验证值对比 mm
可见,采用上述修正方法得到的纵向焊缝余高测试值与金相腐蚀验证值基本一致,此方法用于测量套筒内、外侧纵向焊缝余高是可行的。
上述理论计算都是基于套筒圆度较好的前提下,当套筒圆度较差或者焊缝附近存在较大棱角时,修正值Δ可以在筒体上,直接使用HJC40型焊接检验尺测出,但是必须注意套筒外侧测量时,应保持主尺端面中点与切点重合,若中点与切点偏离,将引起更大误差。
2.2 错边量测量
套筒筒段存在一定的曲率,使用通用焊接检验尺和直板尺测量错边量较困难。在测量之前,需要加工辅助测量的试板,通过配合使用可快速测出。
在套筒外侧测量错边量时,辅助测量试板的内圆弧半径为被检套筒的外半径R,试板内侧母材切割有一个同圆心的槽;在套筒内侧测量时,辅助测量试板的外圆弧半径为被检套筒的内半径r,试板外侧母材切割有一个同圆心的槽[3]。槽深应高于被检焊缝余高,宽度大于焊缝宽度加两侧各15 mm,辅助试板两侧端面至槽距离相同,且要保持平整一致,辅助测量试板结构及其实物如图9所示。

图9 辅助测量试板结构及其实物
在套筒外侧测量错边量时,首先目测错边最严重的位置,再将辅助测量试板的圆弧槽中心线与纵向焊缝中心线对齐,使用钢板尺分别测出焊缝两侧热影响区至槽的距离,两边测得高度之差即为焊缝该处的错边量,套筒外侧纵向焊缝错边量测量原理及现场如图10所示。
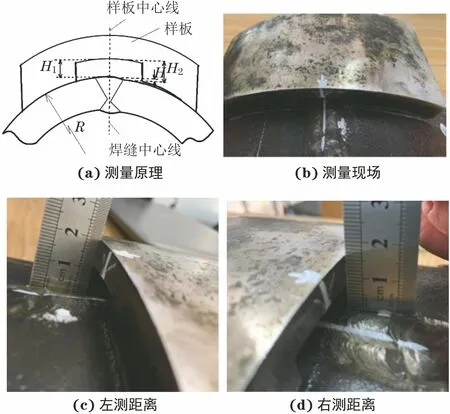
图10 套筒外侧纵向焊缝错边量测量原理及现场
笔者测量了外径为457 mm的贯穿件套筒纵向焊缝两边热影响区至槽的距离,其结果分别为11 mm和7 mm,所以错边量为4.0 mm。
为了验证此方法的可行性,在测量位置选取试样进行宏观金相腐蚀,外侧显示的错边量为3.90 mm,内侧显示的错边量为3.92 mm(见图11),结果与上述测量计算值基本一致,证明此方法适用。
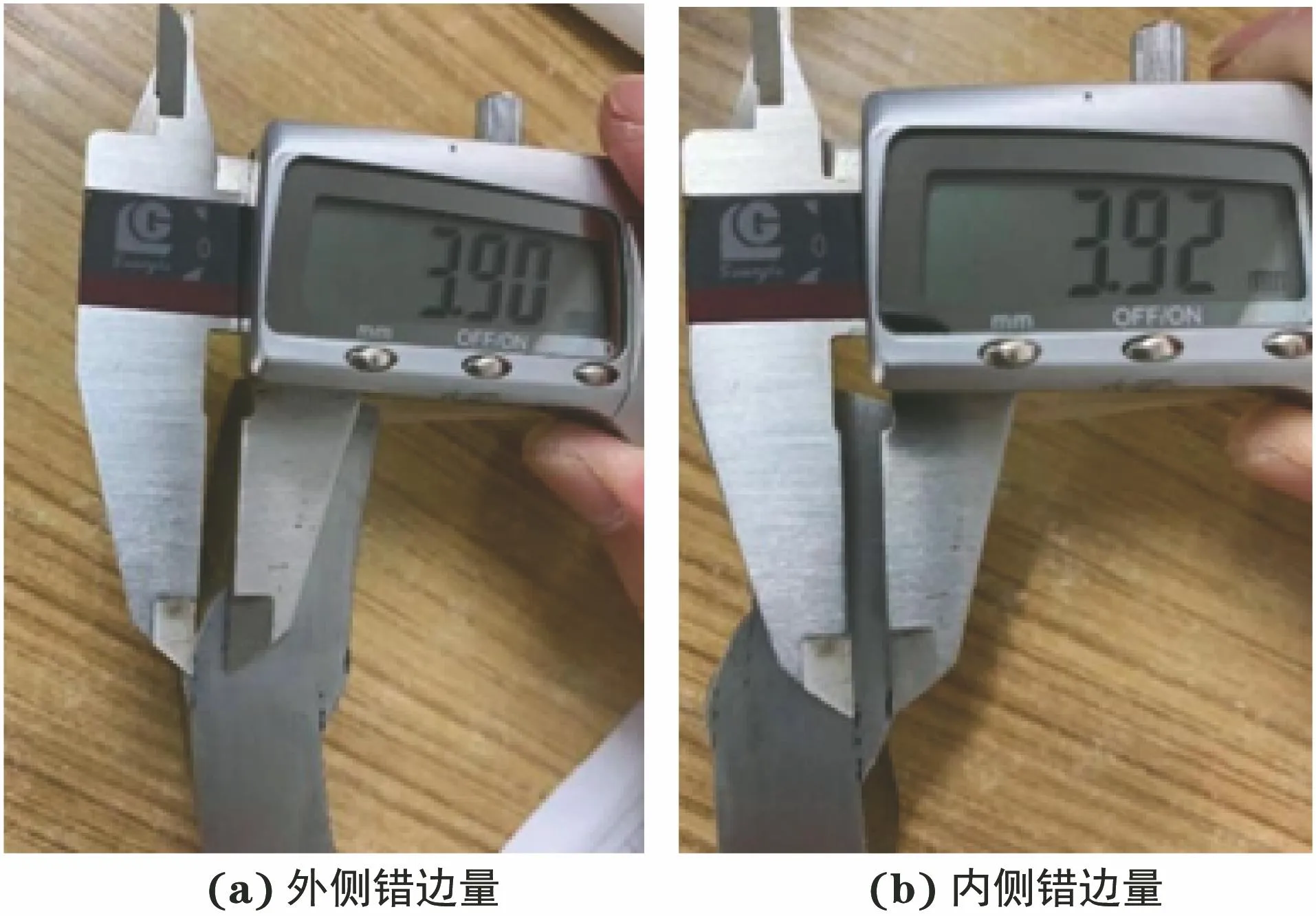
图11 套筒内外侧纵向焊缝错边量的宏观金相显示
3 结语
(1) 贯穿件套筒预制中,组对定位焊焊缝外观缺陷的检测不能忽视,其可能影响产品整体焊缝质量和使用寿命,并影响后续其他无损检测结果的判定。
(2) 采用HJC40型通用焊接检验尺测量贯穿件套筒内、外侧纵向焊缝余高时,需要进行修正才能得到实际的余高值。圆度较好的预制套筒,纵向焊缝余高修正值可以通过表2直接得到,也可通过式(1)和式(2) 计算得到。
(3) 对于几种常用规格的套筒,可提前加工一些辅助测量试板,方便快速测量出套筒纵向焊缝错边量。该方法也可以用于相似管段等部件焊缝尺寸的测量,便于目视检测人员能够准确判断出相关焊缝尺寸是否满足相关标准要求。
