双资源约束下预防性维护与作业车间集成调度模型
2024-03-08金佳蓓包振强
孙 悦,金佳蓓,包振强
(扬州大学信息工程学院,江苏 扬州 225127)
0 引言
车间调度研究通常假设在生产过程中机器可连续使用,忽略了实际生产中按计划进行的预防性维护和意外出现的故障维修等活动[1],从而造成生产调度和维修活动之间的矛盾[2]。此外,大多研究仅考虑到机器资源,但实际生产中经常需要额外资源,如相关工具、劳动力等。其中,由于数量少、人才培养周期长、成本高昂等原因,维修工人资源尤其重要。因此,考虑双资源约束的预防性维护和作业车间集成调度更具有实际意义。
目前存在2个基本独立的研究方向:一种是考虑额外资源[3]的生产调度,Renna等[4]运用博弈论,提出一种新的DRC(机器和劳动力双资源约束)作业车间工人分配规则;周亚勤等[5]构建综合考虑关键设备和人员双资源约束模型,提出嵌套式蚁群-遗传混合算法实现资源选择;许志博等[6]建立设备资源和人力资源2种约束下的半自动化多机照料的作业车间多目标优化调度模型。尽管国内外对双资源约束进行了大量研究,但都集中在生产活动中,忽视了加工过程中必不可少的维护活动。另一种是维护活动和生产活动的联合调度,张洪亮等[7]同时考虑运输时间、机器预维护和能耗等约束,提出了一种多目标离散Jaya算法求解模型;Li等[8]提出了一种新的离散人工蜂群算法,求解具有维护活动的多目标柔性作业车间调度问题;甘婕等[9]提出了柔性作业车间调度和视情维修的联合策略;赵起等[10]提出了基于设备健康状态的可靠度区间维护与鲁棒性调度生产集成优化模型。上述研究联合调度了维护活动和生产活动,但均没有考虑人力资源的限制,即在维修活动中没有进行维修工人的具体任务分配,现实中维修工人资源具有约束性,不可能每台机器都配备1名维修工人,机器维护时间同时受限于机器状态和维修工人状态。
Lee等[11]首次研究了在资源约束下的综合维护和生产调度问题,限定在任何给定时间只能维护1台机器;Wang等[12]为维护活动设置时间窗口,考虑了维护资源充足或只有1种可用的维护资源2种情况,采用启发式算法解决具有机器可用性约束的柔性作业车间调度问题;李聪波等[13]考虑了机器和刀具2种资源约束,提出一种考虑设备预维护的柔性作业车间调度节能优化方法;Wang等[14]考虑了膜具和机器2种资源约束,对每台机器和每台模具进行完美预防性维护活动。虽然上述文献在研究中探讨了双资源约束下维护活动和生产活动的联合调度,但是考虑的主要是机器之外的磨具、刀具等额外资源,而不是人力资源,或者是考虑了人力资源,但是没有讨论资源的具体分配问题,而本文做到了具体分配维修工人资源到机器上,同时探讨了机器和维修工人的最佳配比问题。
因此,本文针对双资源预防性维护活动与作业车间集成调度问题,为维护活动设置灵活时间窗口,进行柔性预防性维护和故障维修,考虑维修工人资源约束,建立集成调度模型,通过遗传算法求解模型,寻找维修和生产集成调度的维修工人最佳配比。
1 双资源约束下维护与生产集成调度模型
双资源约束下维修活动与作业车间集成调度问题可描述为:作业车间里有n个工件、m个机器和w个维修工人,每个工件有ni道工序,每道工序有对应的可加工机器集以及相应的加工时间集,每个维修工人能力相当,每台机器会根据实际加工总时长在规定的灵活窗口内进行预防性维护或者故障维修。在机器加工过程中不可中断进行维修活动,在维修活动过程中也不可进行加工活动。要求制定出一个生产计划,此生产计划必须在满足整个作业车间生产周期最短的条件下决定每个工件的工艺加工路线以及维修活动计划。假设如下:
a.所有工件都不可以提前加工,都可在0时刻开始加工,加工顺序已知。
b.所有工序的可加工机器集和加工时间集已知。
c.预防性维护时间和故障维修时间已知。
d.依据已知的灵活窗口,脱离窗口可能会发生故障,需进行故障维修。
e.同一时刻,1台机器只能加工1道工序,1名维修工人只能进行1项维修活动。
f.机器加工过程和维修过程不可中断。
g.加工过程中的运送时间忽略不计。
建立模型如下:
调度目标:minCmax=min(max(Ci))
约束条件如下:
a.tijkf-ti(j-1)gf≥tijk(∀i,j,k,g;j≠1)表示工件工序的加工有先后性。
b.tpskf≥tijkf+Yijpsk×tijk+Ytk×(tpm×Yk+tcm×(1-Yk))表示在同一时刻,机器只能进行1道工序的加工任务。
c.twgf≥twkf+Ywkg×(tpm×Yk+tcm×(1-Yk))表示同一时刻,维修工人只进行1项维修活动。

e.tijks=max{ti(j-1)qf,pk}表示工件i的工序j在机器k上加工开始时刻。
f.twks=max{mw,mk}表示工人w在机器k上维修活动开始时刻。
h.Yijpsk={0,1},若取值1则工序j先于工序s在机器k上加工,取值0则工序s先于工序j在机器k上加工。
i.Ywkg={0,1},若取值1则机器k先于机器g被工人w进行维修活动,取值0则机器g先于机器k被工人w进行维修活动。
j.Ytk={0,1},若取值1则机器k连续工作时间高于灵活窗口最小值,取值0则机器k连续工作时间低于灵活窗口最小值。
k.Yk={0,1},若取值1则机器k连续工作时间高于灵活窗口最小值且低于灵活窗口最大值,取值0表示高于灵活窗口最大值。
模型涉及的符号及变量含义如下:C为生产周期;Ci为工件i的完工时间;i为工件;j为工序;k为机器;w为维修工人;Oij表示工件i的第j道工序;tijk为工序Oij在机器k上加工时间;tpm为预防性维护时间;tcm为故障维修时间;tijks表示工序Oij在机器k上加工开始时刻;tijkf表示工序Oij在机器k上加工完成时刻;twks表示工人w在机器k上维修活动开始时刻;twkf表示工人w在机器k上维修活动结束时刻;pk表示机器k最近可加工时刻;mk表示机器k最近可维修时刻;Tk表示机器k连续工作时间;mw表示工人w最近可维修时刻。
2 双资源约束下维护与生产集成调度算法
2.1 遗传算法流程
遗传算法主要运算过程如图1所示,先初始化种群,然后计算个体适应度,即评价个体;接着进行选择操作、交叉操作以及变异操作,从而获得新一代群体;再重新计算个体适应度,若已经迭代完成则终止计算,并输出最优解。
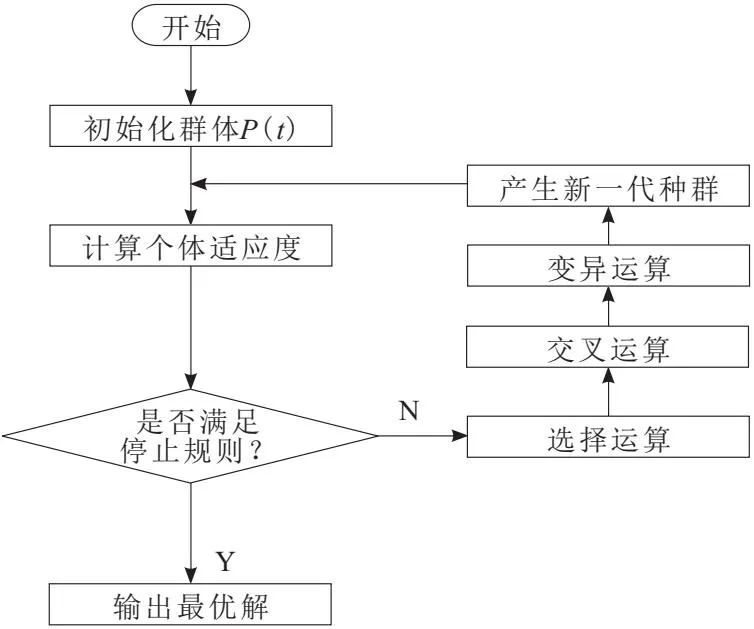
图1 遗传算法流程
2.2 编码方案
染色体编码选择了基于工件工序的表达法,根据机器资源和维修工人资源双约束的集成调度模型特点,采用3层编码方式,第1层为工序层,第2层为机器层,第3层为维修工人层。
如染色体 [1 2 2 1 1 2 3 2 1 1 2 1],表示工件1的第1道工序在机器1上加工并由维修工人1完成维护活动,工件2的第1道工序在机器2上加工并由维修工人1完成维护活动,工件2的第2道工序在机器3上加工并由维修工人2完成维护活动,工件1的第2道工序在机器2上加工并由维修工人1完成维护活动。
2.3 适应度函数
适应度函数采用生产周期:f(i)=t,t为时间,t越小,个体越优秀,竞争力越大。
一般计算周期的方式都基于染色体上的基因排列顺序,但在进行维护活动周期计算时改进了算法,不再以基因序列为准,而是以维修工人实际排班情况为准,即若维修工人当前时刻空闲且不影响后续已经在排班表上的维护活动,则可以从该时刻进行维护活动。
2.4 选择操作

2.5 交叉操作
采用单点交叉,对工序层进行交叉操作。判断工序层是否出现工件工序丢失或多余现象,有则按染色体顺序依次将多余的工件工序改为丢失的工件工序,最后根据子代的工序层,参照父代机器层和维修工人层完善子代染色体。具体如图2和图3所示。

图2 工序层染色体交叉操作

图3 工序层染色体去多补少
2.6 变异操作
变异算子主要作用于机器层和维修工人层,首先在种群中随即选取个体,再判断变异与否,若是变异则读取该工序所对应的可加工机器集合,重新选择加工该工序的机器号。选择的概率是根据所有可加工机器的性能(消耗时间)来分布的,加工时间越短,被选择的概率越高。
2.7 集成模型调度流程
在双资源维修活动与作业车间集成调度下,工件i的工序j在机器k上进行生产调度与维修活动的流程如图4所示。其中,工序Oij在机器k上加工开始时刻为tijks,维修工人的维修任务一般按照顺序排列,但由于算法特性,维修工人会出现大量间断性空闲时间,所以在计算过程中并不单一参照维修顺序时间,而是在维修工人任务时间表中寻找合适的时间段进行维修活动,则维修工人w可满足该维修任务的最早时间段的开始时刻为wkt。

图4 集成调度流程
3 仿真及分析
采用的仿真软件是MATLAB2016a,设置的实验参数为:种群规模1 000,最大遗传代数500,代沟0.9,交叉率0.8,变异率0.5。
实验算例中有6个工件,每个工件各有6道工序,共有10台机器可供加工,3名维修工人(每位维修工人能力相当),详细加工信息如表1所示。每个工件的第1行代表可加工的机器,第2行对应机器加工所花费时间,单位为h。

表1 加工信息表
假设预防性维护时间tpm=5,故障后维修时间tcm=15,β=2,η=100,根据威布尔分布公式计算得出最佳维护周期,计算公式为
计算得出最佳维护周期T=58。基于最佳维护周期设定预防性维护的灵活维护时间窗口为[48,58],而超过58还未进行预防性维护则有一定概率发生故障,故障概率P=0.6。
3.1 集成调度模型对比
考虑双资源约束的预防性维护和作业车间集成调度模型结果如图5和图6所示,最短生产周期为145 h,pm表示预防性维护,cm表示故障维修。

图5 3名维修工人-机器甘特图(最佳调度)
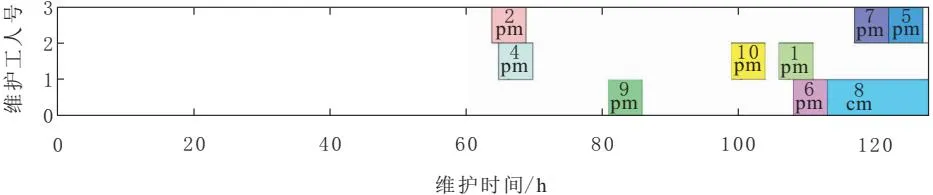
图6 3名维修工人-维修工人甘特图(最佳调度)
未考虑双资源约束的预防性维护和作业车间集成调度模型结果如图7所示,最短生产周期依旧是145 h。

图7 机器甘特图(最佳调度)
由上述结果可知,在不延长总生产周期的情况下,考虑维修工人资源约束可以降低人力成本。
3.2 作业车间维修工人最佳配比
作业车间的规模一般是固定的,机器的数量影响维修工人数量,该车间共有10台机器,改变维修工人数量参数,检测该车间维修工人最佳配比。
维修工人数量为4的结果如图8和图9所示。
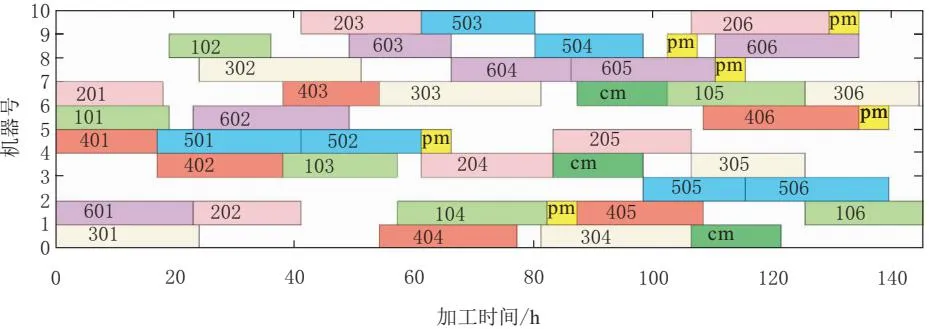
图8 4名维修工人-机器甘特图(最佳调度)
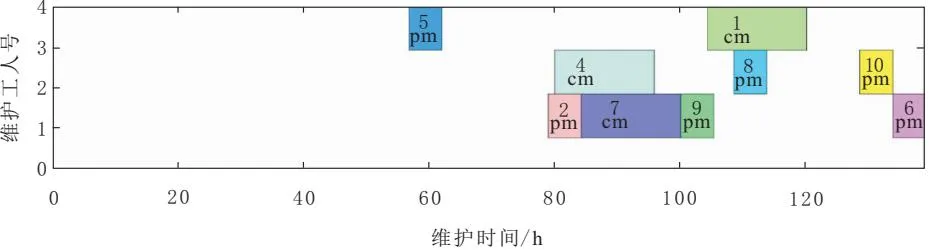
图9 4名维修工人-维修工人甘特图(最佳调度)
最短生产周期是145 h,但1号维修工人一直处于空闲状态,属于闲置资源。
维修工人数量为2的结果如图10和图11所示。

图10 2名维修工人-机器甘特图(最佳调度)

图11 2名维修工人-维修工人甘特图
最短生产周期为146 h,生产周期拉长,且存在维修活动后延现象。为寻找该车间的最佳维修工人配备数量,改变参数分别进行集成调度,结果如图12所示。
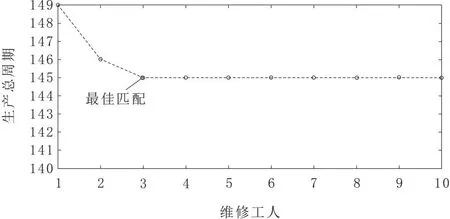
图12 调度结果对比
综上所述,当维修工人数量超过4时(包括4),会造成工人资源的闲置;当维修工人数量为2或1时,维护活动存在延后现象,会拖长生产周期并造成一定损失。因此,此车间的维修工人合适配备数量为3。
4 结束语
针对维修工人资源限制下的维修活动和生产调度之间存在矛盾,提出双资源、维修活动和生产集成调度模型,设置灵活时间窗口和柔性固定维护周期,以最大完工时间最小为优化目标,通过仿真实验,比较维修工人数量不同时的调度结果,寻找维修和生产集成调度的维修工人最佳配比数量。