离子交换树脂回收废水中锂离子的试验研究
2024-03-07李橙赵曙光宋乐山张颖许大勇
李橙, 赵曙光, 宋乐山, 张颖, 许大勇
(深圳永清水务有限责任公司, 长沙 410329)
近年来随着便携式电子设备和电动汽车的迅速发展, 锂在新能源材料领域中的应用日益显现, 尤其在新能源电池行业的开发与利用受到了高度的关注[1]。 盐湖卤水提锂主要采用的方法有沉淀法、 萃取法、 煅烧法、 吸附法、 纳滤法、 电渗析法和电化学法等[2-3]。 吸附法提锂是利用天然或合成的化合物制成锂离子吸附剂, 对卤水中锂离子进行选择性吸附, 再用水或洗脱液将吸附剂中锂离子洗脱, 使得锂离子与杂质和伴生离子分离。 吸附法提锂工艺简单, 提锂过程中污染小。 按照制备吸附剂材料不同分为有机吸附剂和无机吸附剂, 有机吸附剂一般指有机离子交换树脂[4]。 离子交换树脂不溶于一般的酸碱溶液和有机溶剂, 化学稳定性良好, 且具有再生重复使用能力, 将其应用于在废水处理中具有净化程度深、 效率高、 利于回收金属等多种优势,在水污染治理领域拥有良好的应用前景[5]。
本研究通过考察废水处理中常用的4 种大孔树脂对锂离子的动态吸附量, 筛选出吸附效果最佳的大孔树脂HYC-100, 并考察了HYC-100 树脂吸附锂离子过程中的影响因素, 分析了解吸液浓度对锂离子解吸效果的影响, 以期为该大孔树脂在某新能源电池生产废水中锂离子回收的工程运用提供科学依据。
1 材料与方法
1.1 试验用水
静态吸附试验用水为采用氯化锂配制锂离子质量浓度为1 600 mg/L 模拟废水。 动态吸附试验用水为某新能源电池企业生产废水, 实际生产废水需进行预处理以排除沉淀对树脂吸附锂效果的影响,使用定性滤纸抽滤除去该生产废水中黑色沉淀杂质。经过滤预处理后的生产废水主要污染指标见表1。

表1 某新能源电池生产废水水质Tab.1 Quality of production wastewater from a new energy battery company
1.2 试验仪器及材料
NRY-100B 恒温摇床, ICP6300 DUO 电感耦合等离子体发射光谱仪, PHS-3C pH 计, 层析柱(φ40 mm×50 cm)。
试验选用4 种大孔树脂, 这类树脂的功能基团与金属离子可发生配位反应, 具有结合力强、 选择性高、 再生效果好的优点, 且广泛应用于金属离子的回收[6], 试验用离子交换树脂物理性能见表2。

表2 4 种树脂物理性能Tab.2 Physical properties of the 4 kinds of resins
1.3 试验方法
(1) 树脂预处理。 树脂以5% 盐酸浸泡12 h后, 水洗至洗液澄清无色, 使用3%NaOH 浸泡24 h 转换成Na+型, 水洗至中性备用。
(2) 树脂筛选试验。 4 种大孔树脂经预处理后, 填充于层析柱中, 填充体积均为310 mL。 将经过滤预处理后的生产废水以一定频率泵入层析柱中, 并以6 mL/min 流速进行动态吸附, 吸附初期含树脂填充时残余水, 弃去前200 mL 吸附液,分别在吸附液为250、 500 mL 时取样分析其中锂离子的浓度, 计算每种树脂对锂离子的去除率(η), 筛选出锂离子去除效果最佳的大孔树脂。
式中: C0为溶液中锂离子的初始质量浓度, mg/L; Ce为吸附后溶液中锂离子的质量浓度, mg/L。
(3) 树脂静态吸附试验。 在pH 值为7、 8、 9、10、 11、 12 的条件下考察其对HYC-100 树脂静态吸附锂离子容量的影响。 采用氯化锂溶液配制的模拟废水, 调节至设定的pH 值, 将溶液倒入已称好10.00 g 树脂的500 mL 带盖塑料瓶中, 在恒温摇床180 r/min 的条件下振荡吸附2 h 后静置, 取样分析锂离子浓度。
单位质量树脂对锂离子的吸附容量Qe计算方法如下式所示[6]。
式中: V 为溶液体积, L; W 为树脂质量, g。
(4) 树脂动态吸附试验。 将预处理后的树脂填充于层析柱内, 填充高度为30 cm, 树脂用量为310 mL。 将生产废水以一定频率泵入层析柱中, 研究动态吸附下pH 值、 吸附流速及两级串联吸附对HYC-100 树脂吸附锂离子的影响, 每250 mL 取样1 次, 测定其锂离子浓度, 计算树脂对锂离子的去除率。
(5) 解吸试验。 吸附饱和后的树脂用超纯水洗净, 配制0.5、 1.0、 1.5、 2.0、 2.5 mol/L 的盐酸溶液, 以2 mL/min 流量解吸吸附饱和的树脂, 每250 mL 取样1 次, 直至吸附柱出液pH 值至1 左右, 停止解吸, 测定其解吸液中锂离子的浓度。 解吸液浓缩倍数(n)计算方法如下:
式中: Cx为解吸液中锂离子的质量浓度, mg/L。
1.4 分析方法
锂离子浓度采用电感耦合等离子体发射光谱法进行测定。
2 结果与讨论
2.1 树脂筛选试验结果
树脂筛选试验结果如表3 所示。 由表3 可知,4 种树脂对锂离子吸附效果为: HYC-100 树脂>LI500 树脂>D500 树脂>D401 树脂。 从锂离子去除率方面分析, 在吸附体积为250 ~500 mL 的条件下, HYC-100 树脂吸附后废水中锂离子质量浓度低于0.3 mg/L, 且锂离子去除率未下降还略有升高, 说明HYC-100 树脂的离子交换能力没有随吸附体积的增大而减弱, 由于HYC-100 树脂具有亚氨基二乙酸功能团, 而组成功能团的N、 O 原子存在孤电子对, 能够与金属离子尤其是过渡金属离子空的d 轨道形成配位共价键, 因而对金属离子具有良好的吸附性能[7]。 而LI500 树脂、 D500 树脂、D401 树脂对锂离子的去除率均呈下降趋势, 离子交换能力也逐渐减小, 故优选HYC-100 树脂进行后续静态吸附、 动态吸附及解吸试验研究等。
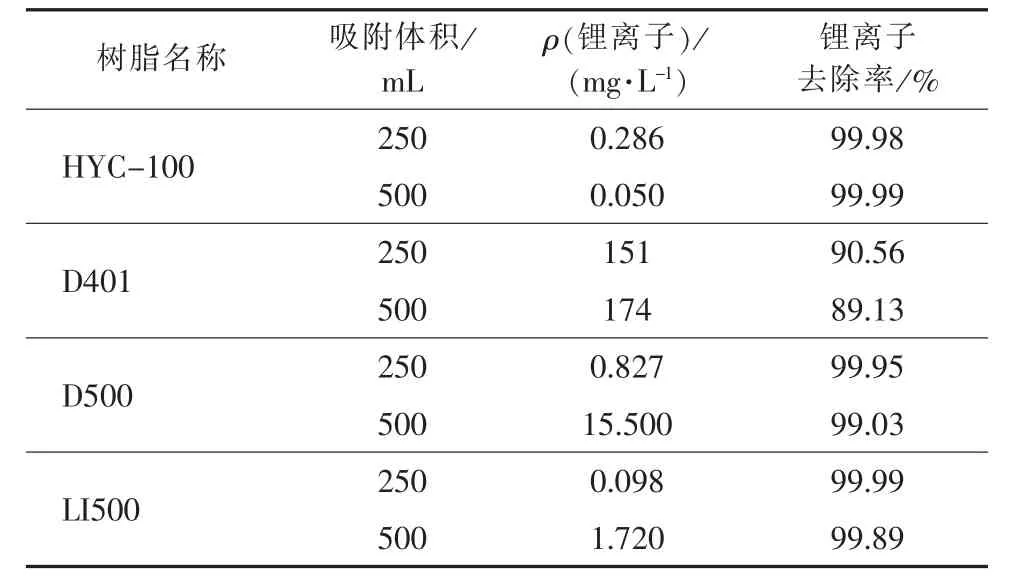
表3 树脂筛选试验结果Tab.3 Results of resin screening experiment
2.2 不同pH 值条件下锂离子的静态吸附量
在模拟废水体积为300 mL, 锂离子质量浓度为1 600 mg/L, 树脂质量为10.00 g, 振荡吸附时间为2 h 的条件下, 考察pH 值对锂离子静态吸附效果的影响, 结果如图1 所示。
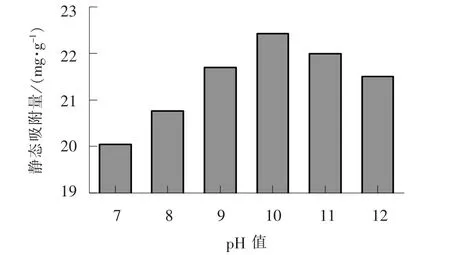
图1 不同pH 值条件下锂离子的静态吸附量Fig.1 Static adsorption capacity of lithium ions under different pH conditions
由图1 可知, 不同pH 值条件下HYC-100 树脂静态吸附量为20.0 ~22.4 mg/g, 静态吸附最佳pH 值为10, 静态吸附量为22.4 mg/g。 当pH 值为7 ~10时, 随着pH 值的升高, HYC-100 树脂静态吸附量也逐渐增大, 这是因为吸附过程中亚氨基二乙酸基团失去H+, 这给锂离子提供了螯合结合位点[8], 而pH 值的上升必然导致吸附体系中越来越多的H+被OH-中和, 推进吸附沿正反应方向进行[9], 静态吸附量也随之增加。 当pH 值超过10 时, 吸附量略微下降, 这是因为pH 值超过一定值时, 树脂表面的活性位点和金属离子的存在状态受到影响, 导致吸附量减小[10], 但总体变化缓慢, 表明树脂的吸附能力逐渐趋于稳定。
2.3 动态吸附试验研究
2.3.1 流速对动态吸附效果的影响
在pH 值为10 的条件下, 不同流速动态吸附出水锂离子浓度及去除率变化趋势如图2 所示。 不同流速下的动态吸附量如图3 所示。
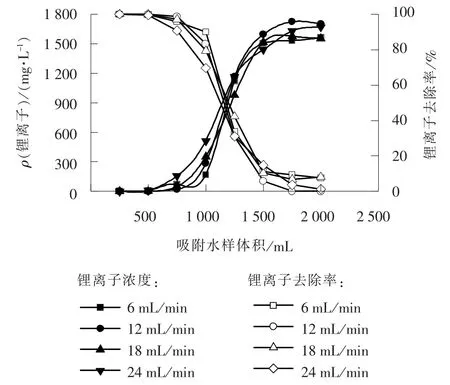
图2 不同流速下出水锂离子浓度及去除率变化趋势Fig.2 Lithium ions concentration in effluent water and its removal rates at different adsorption flow rates
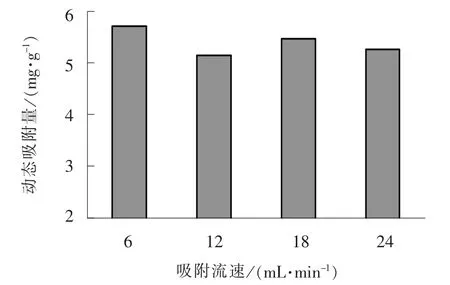
图3 不同流速下的动态吸附量Fig.3 Dynamic adsorption capacity at different flow rates
由图2 可知, 在吸附流速为6、 12、 18、 24 mL/min 的条件下, 当吸附水样体积超过750 mL 后,出水锂离子浓度出现明显上升, 且在吸附至1 500 mL 后达到饱和。 由图3 可知, 在吸附流速为6 mL/min 时树脂对锂离子的动态吸附量最大。 这是因为废水流速越大, 穿透时间越短, 去除的锂离子总量减少, 即低流速对吸附过程更有利[11], 但流速过小, 会增加运行时长及运行成本, 故后续试验选用6 mL/min 作为最小吸附流速。
2.3.2 pH 值对动态吸附效果的影响
在动态吸附流速为6 mL/min 的条件下, 开展不同pH 值条件下锂离子动态吸附试验研究, 以验证静态吸附试验中最佳pH 值的准确性, 试验结果如图4 所示。
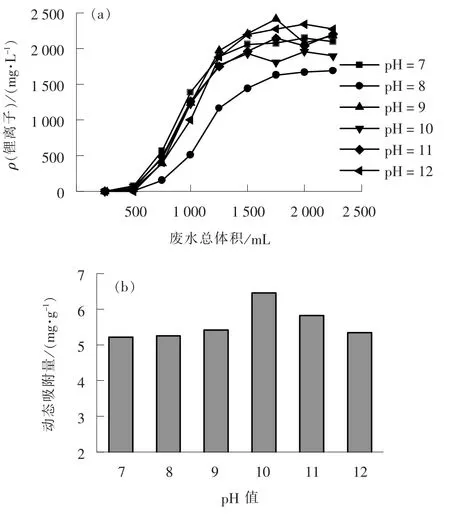
图4 不同pH 条件下动态吸附变化趋势及动态吸附量Fig.4 Trend and capacity of dynamic adsorption under different pH conditions
由图4 可知, 在pH 值为7 ~12 条件下树脂吸附锂离子的变化趋势基本一致, 当pH 值为10 时树脂对锂离子的动态吸附量最大, 吸附效果最佳,该试验结果与静态吸附最佳pH 值一致。
2.4 串联吸附锂离子浓度的变化
当吸附生产废水达到一定体积后, 一级吸附出水中锂离子浓度仍过高, 且未完全吸附饱和, 为提高锂离子的回收率, 降低吸附成本, 在吸附流速为6 mL/min, pH 值为10 的条件下开展多级动态吸附试验, 结果如图5 所示。
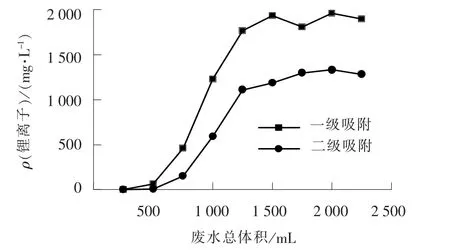
图5 串联吸附锂离子浓度与吸附废水体积变化趋势Fig.5 Trend of series adsorption of lithium ions concentration and volume of adsorption wastewater
由图5 可知, 一级和二级吸附柱的吸附曲线趋势基本一致, 但一级吸附柱锂离子浓度明显较二级吸附柱上升幅度大, 且一级吸附柱的吸附总量约为二级吸附柱吸附总量的1.6 倍, 串联吸附柱动态吸附总量随吸附进水锂离子浓度的降低而减少。 采用上进下出的吸附方式, 使得吸附柱中上层树脂先吸附饱和, 下层树脂并未完全达到饱和, 导致树脂吸附总量减少, 进而使解吸液中浓缩的锂离子浓度降低, 不利于锂离子的浓缩及回收。 如采用多级吸附, 则可待一级吸附饱和后再进行解吸, 提高解吸液中浓缩的锂离子浓度, 同时减少树脂再生频率[12], 有助于提高锂离子的回收率, 降低实际应用的工艺成本, 实现吸附出水的回用。
2.5 盐酸解吸液对锂离子解吸效果的影响
盐酸解吸液对锂离子解吸效果的影响如表4所示。
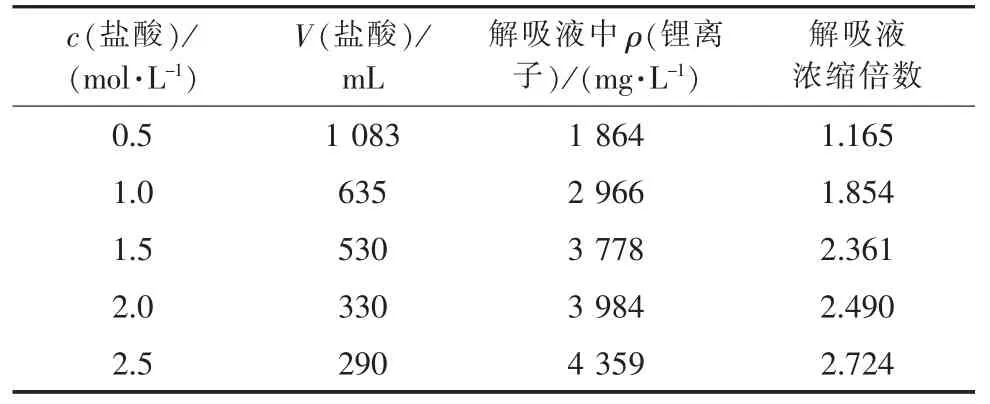
表4 不同盐酸浓度对应所消耗解吸液体积Tab.4 Desorption liquid consumption corresponding to different hydrochloric acid concentrations
由表4 可知, 随着盐酸浓度的增大, 对应解吸液中锂离子浓度越高, 解吸过程对锂离子的浓缩效果越好。 这是因为在一定范围内, 盐酸解吸液浓度越高, H+浓度越大, 可交换H+的活度越大, 树脂的解吸程度越高[13], 而解吸过程是被分离的锂离子的浓缩过程, 因此, 在解吸过程中应当尽量减少解吸液的用量, 从而获得体积小且浓度高的解吸液,便于实际工程中后续工艺的实施。 而随着解吸液浓度的增大, 解吸液中锂离子浓度增加趋势渐缓, 考虑到解吸液浓度过大会增加解吸成本, 故选用2.5 mol/L 作为最佳盐酸解吸液浓度。
3 结论
(1) 在锂离子质量浓度为1 600 mg/L、 流速为6 mL/min 条件下动态吸附某新能源电池企业生产废水, 在4 种大孔树脂(HYC-100、 D401、 D500、LI500)中筛选出对锂离子吸附效果最佳的树脂为HYC-100。
(2) 在树脂质量为10.00 g, 锂离子质量浓度为1 600 mg/L, 吸附时间为2 h 的条件下, 静态吸附最佳pH 值为10, 静态吸附量最大为22.4 mg/g。
(3) 在pH 值为10, 锂离子质量浓度为1 600 mg/L 的条件下, 进行HYC-100 树脂动态吸附试验研究, 结果表明最佳吸附流速为6 mL/min, 动态吸附量最大为6.46 mg/g。
(4) 一级吸附柱的吸附总量约为二级吸附柱吸附总量的1.6 倍。 多级树脂吸附中每一级树脂吸附总量与进水锂离子浓度成正比, 采用多级吸附可延长含锂离子废水在树脂中的停留时间, 极大程度地发挥树脂对锂离子的吸附能力。
(5) 以2 mL/min 流量解吸吸附饱和的树脂, 最佳盐酸解吸液浓度为2.5 mol/L, 解吸液中锂离子质量浓度可达到4 359 mg/L, 解吸浓缩倍数约为2.7。
