航空食品生产环境中肠杆菌科细菌的分离鉴定及多位点序列分型研究
2024-03-06邓晓东高国龙通信作者胡政泽
邬 汶,杨 雨,张 青,邓晓东,高国龙,刘 杨(通信作者),胡政泽
(1.成都医学院公共卫生学院,四川 成都 610500;2.四川国际旅行卫生保健中心(成都海关口岸门诊部),四川 成都 610041;3.口岸疫病疫情监测四川省重点实验室,四川 成都 610041;4.天津国际旅行卫生保健中心(天津海关口岸门诊部),天津 300450)
随着我国航空运输业的快速发展,航空食品生产规模迅速扩大,其背后隐藏的食品安全风险也日益凸显。过去对航空食品的监管监测主要针对终端产品进行抽样检测,对航空食品生产环境中的微生物状况缺少关注和分析。近年来研究发现,航空食品生产环境中的微生物是影响航食卫生安全的重要因素[1]。因此了解航空食品生产环境中微生物的种类和分布,对有效控制生产环境卫生、降低微生物污染风险具有重要意义。
肠杆菌科(Enterobacteriaceae)细菌是一类革兰氏阴性杆菌,具有广泛的宿主和分布范围。肠杆菌科包含31 个菌属,120 多个菌种[2],其中少数为致病菌,如沙门菌属(Salmonella)、志贺菌属(Shigella)、埃希氏菌属(Escherichia)的某些血清型、鼠疫耶尔森菌(Yersinia pestis)等。肠杆菌科中大多数细菌为人体正常菌群,其中包括一些条件致病菌,当宿主免疫力下降,或者宿主与细菌之间的平衡关系被破坏,条件致病菌就可能成为致病菌。常见的条件致病菌包括克雷伯菌属(Klebsiella)、肠杆菌属(Enterobacter)、变形杆菌属(Proteus)中的细菌。条件致病菌的致病力虽然不及致病菌,但往往会对免疫力低下的特殊人群造成健康威胁,如院内感染中常出现的肺炎克雷伯菌、阴沟肠杆菌、产酸克雷伯菌等[3]。因此,将肠杆菌科用作食品卫生指标菌,与大肠菌群等指标菌相比,具有更高的敏感性和准确性,具有更重要的公共卫生学意义[4]。
细菌的分子分型,是研究不同菌株之间流行病学关系的重要手段,对分析疾病的传播途径具有重要意义。多位点序列分型技术(multi locus sequence typing,MLST)与传统的分子分型技术(如PFGE、RFLP、RAPD)相比,不需要特殊设备,分辨率更高[5]。随着测序技术的日益成熟和便捷,MLST 相关数据库日益完善,该技术已得到广泛应用[6-8]。
因此本研究采用海绵涂抹法采集航空食品生产车间的操作台、推车、以及地面的环境样本,从中分离鉴定肠杆菌科细菌。再采用MLST 方法对肠杆菌科细菌进行分型分析,通过分析菌株之间的遗传进化关系,了解航食生产环境中肠杆菌科细菌的污染状况和来源。
1 材料与方法
1.1 材料
1.1.1 样本
在成都双流机场两家航空食品企业生产车间的操作台、推车和地面进行环境涂抹采样,共采集样品32 份。
1.1.2 试剂与仪器
海绵涂抹棒(3M);肠杆菌科测试片(3M PetrifilmTM);肠杆菌科和其他非苛养革兰氏阴性杆菌鉴定试剂盒(生物梅里埃ID 32E);PCR Mix(北京擎科生物科技有限公司);细菌基因组DNA 提取试剂盒(北京百奥莱博科技有限公司);PCR 引物由上海生工生物工程有限公司合成。
自动细菌鉴定仪及药敏分析仪(生物梅里埃ATB);数码生物显微镜(奥林巴斯CX31);梯度PCR仪(Eppendorf);凝胶成像系统(BIO-RAD);蛋白质核酸电泳系统(BIO-RAD);测序由北京擎科生物科技有限公司成都分公司完成。
1.2 方法
1.2.1 样品采集
用3M 海绵涂抹棒,分别在不同车间的操作台、推车和地面设置的采样点进行来回涂抹,涂抹面积约为50 cm×50 cm。涂抹后将海绵棒装入无菌袋并做好标识,低温下送往实验室。
1.2.2 分离培养
反复用力挤压海绵20 次左右,吸取1 mL 采样液于9 mL 无菌生理盐水管中形成1∶10 的稀释液。分别吸取1 mL 采样原液和1 mL 稀释液接种于3M肠杆菌科测试片上。放入培养箱中36 ℃±1 ℃培养24 h±2 h。挑选典型菌落接种于营养琼脂平板上,36 ℃±1 ℃培养18~24 h。
1.2.3 生化鉴定
按照肠杆菌科细菌鉴定试剂盒(生物梅里埃ID 32E)说明书,对1.2.2 中分离纯化的菌落进行鉴定。
1.2.4 16S rDNA 测序和序列比对
将1.2.2 中分离纯化的菌落增菌后,按照试剂盒说明书提取DNA。按文献[9]方法PCR 扩增细菌16S rDNA 序列,扩增产物送北京擎科生物科技有限公司成都分公司进行测序。在美国国家生物技术信息中心(NCBI)的GenBank 数据库中进行BLAST比对,将相似度最高的比对结果与生化鉴定结果相比较,确定细菌种类。
1.2.5 多位点序列(MLST)分型
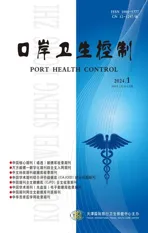
选择数量最多的产酸克雷伯菌的基因组DNA,PCR 扩 增 其7 个 管 家 基 因gapA、infB、mdh、pgi、phoE、rpoB和tonB。管家基因的引物序列[10]见表1。
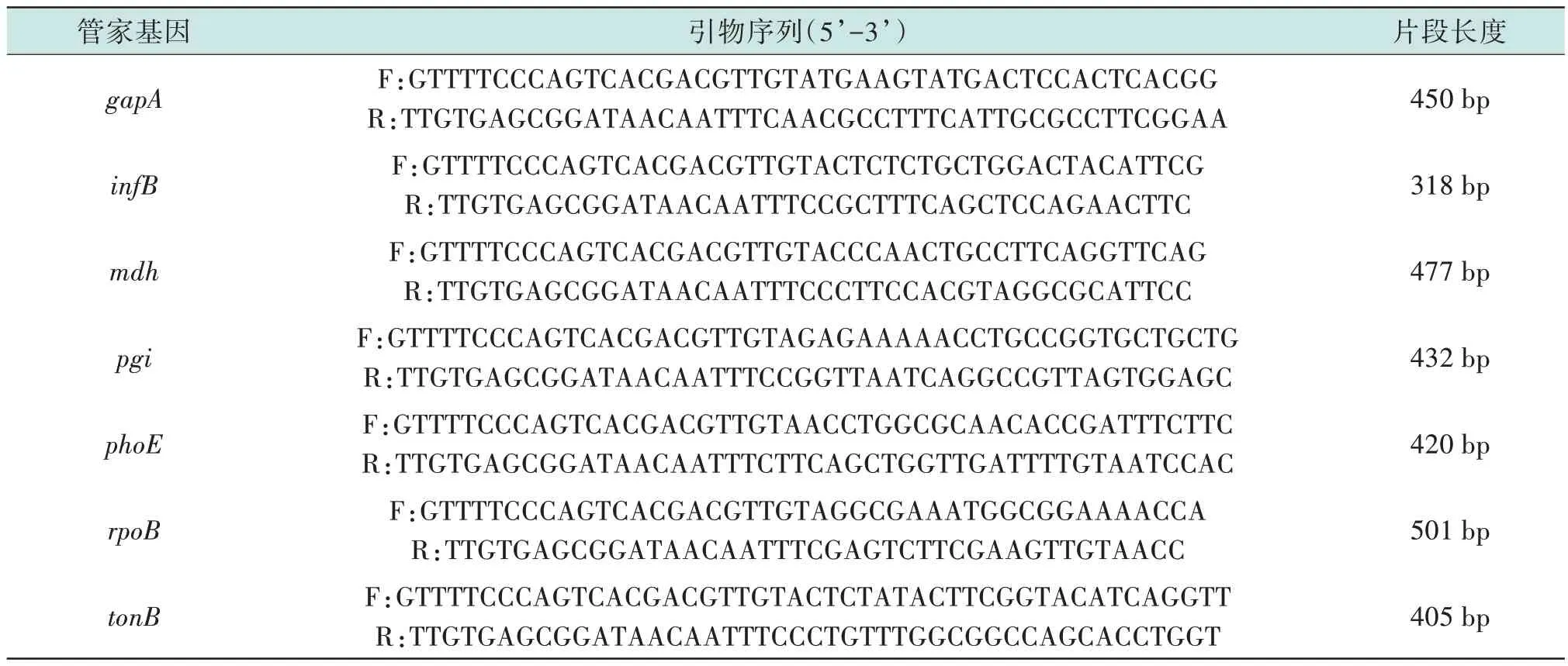
表1 产酸克雷伯菌MLST 分型PCR 引物序列
PCR 扩增产物送北京擎科生物科技有限公司成都分公司进行测序。将FASTA 格式的测序文件提交到PubMLST 网站,得到每个管家基因的等位基因序号,每一株菌的等位基因序号按照指定顺序排列形成它的等位基因谱,与PubMLST 数据库中已有的管家基因谱进行比对,得到每株细菌对应的序列型(sequence type,ST)。根据菌株的ST 型在MLST分型专用网站PHYLOVIZ Online(https://online.phyloviz.net/index/inputinfo)上构建最小生成树[11],得到目标菌株与其他参考菌株的亲缘关系。
2 结果
2.1 细菌分离结果
从32 份环境涂抹样本中共分离到7 株肠杆菌科细菌。其中摆盘间操作台1 株,命名为J3;初加工间地面4 株,命名为J2、J8、J10 和J13;摆盘间地面2 株,命名为J9 和J19。(见表2)。
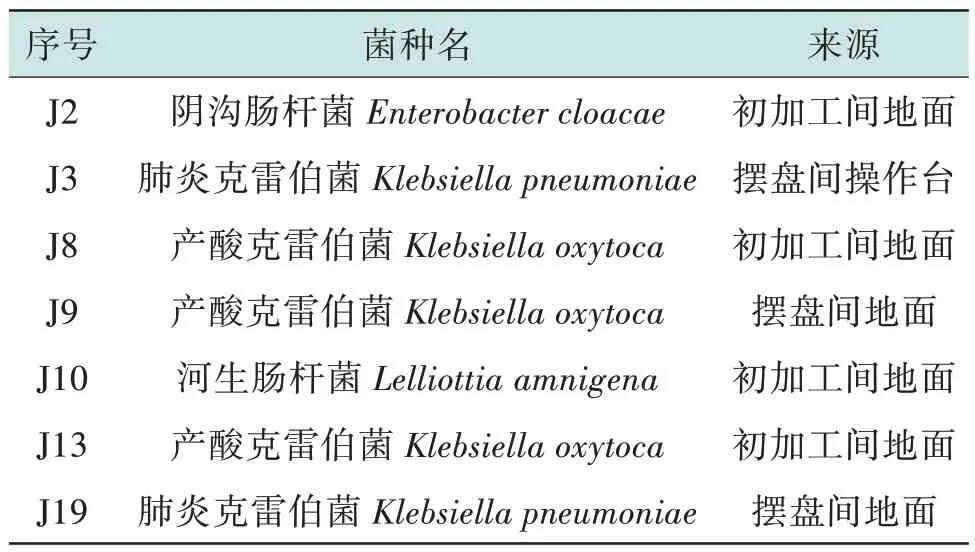
表2 7 株肠杆菌科细菌的鉴定结果和来源
2.2 生化鉴定和16S rDNA 测序结果
7 株肠杆菌科细菌的生化鉴定结果与16S rDNA 测序比对结果一致。其中J2 为阴沟肠杆菌,J10 为河生肠杆菌,J3 和J19 为肺炎克雷伯菌,J8、J9、J13 为产酸克雷伯菌。(见表2)。
2.3 MLST 分型结果及建树
3 株产酸克雷伯菌(J8、J9、J13)的等位基因编号和MLST 分型结果见表3,分别为3 种不同的ST 型:菌株J8 为ST277、菌株J9 为ST126、菌株J13 为ST160。
表3 3 株产酸克雷伯菌的MLST 分型结果
在https://online.phyloviz.net/index/inputinfo 网站上构建的最小生成树(如图1)显示,分离自初加工间地面的J8(ST277)和J13(ST160)遗传距离较近,它们与分离自摆盘间地面的J9(ST126)遗传距离较远。
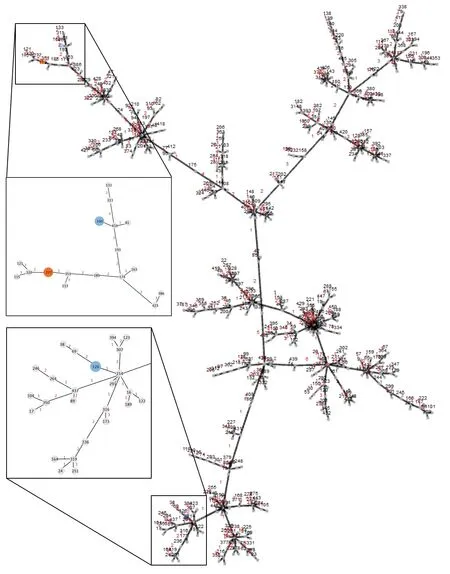
图1 根据产酸克雷伯菌数据库构建的ST 型最小生成树
3 讨论
本研究采用海绵涂抹法采集航空食品生产环境中的环境样品,未分离到致病菌。培养鉴定肠杆菌科细菌7 株,其中初加工间地面分离出1 株阴沟肠杆菌(J2)、1 株河生肠杆菌(J10)和2 株产酸克雷伯菌(J8、J13),摆盘间操作台分离出1 株肺炎克雷伯菌(J3),摆盘间地面分离出1 株产酸克雷伯菌(J9)和1 株肺炎克雷伯菌(J19)。这些细菌属于条件致病菌,它们广泛存在于自然环境和人体中,一般情况下不会导致疾病,但在免疫力低下的特殊人群中,这些细菌也会导致严重感染。航空食品生产车间中的这些条件致病菌可能来自未清洗干净的食品原材料、餐具、运输工具以及操作人员的呼吸道、皮肤。从初加工车间分离到的肠杆菌科细菌数量和种类较多,可能与初加工车间处理未消毒加工的食品原材料种类和数量较多有关,因此为了避免外来食品原材料和运输工具将病原菌带入航食车间,初加工车间的分区管理和单向流程管理非常重要。各车间内地面分离到的肠杆菌科细菌数量和种类多于操作台面和推车,因此为避免地面细菌污染航食,应加强对操作人员的规范操作和卫生知识培训,每日生产结束后要彻底清洁操作台和地面。
由于鉴定出的肠杆菌科细菌种类不一,且个别菌种的菌株数量太少,MLST 分型意义不大。因此本研究采用MLST 方法仅对3 株产酸克雷伯菌株进行了分型分析,3 株菌株分别属于3 个型别:ST277(J8)、ST160(J13)和ST126(J9),表明这3 株菌的来源可能不同。本研究基于产酸克雷伯菌的MLST 数据库,将所有已发现的ST 型别进行建树,并标记出了本研究检出的3 株产酸克雷伯菌的ST 型别(见图1)。结果显示J8 和J13 存在较近的遗传进化关系,而且J8 和J13 皆从初加工间地面采集而来,表明它们既可能来源于相似的外界环境,也可能长期定殖于初加工车间并存在进化关系。Izdebski 等[12]曾从ICU 康复患者体内分离到产酸克雷伯菌ST160型,该型别曾发生于医院感染与临床关系密切相关。Cosic 等[13]从活性污泥、地表水、植物根系、土壤、超市和肉店的食品中共检出63 株产酸克雷伯菌并对其进行MLST 分型研究,他们在鸡肉制品中分离出1 株产酸克雷伯菌ST126,这提示本研究所得到的菌株J9 可能来源于肉类食品。根据肠杆菌科细菌的鉴定结果以及3 株产酸克雷伯菌的分型结果,航空食品生产企业需对这些条件致病菌以及致病菌建立预防措施,首先应采购质量合格的食品原材料,尤其是半成品原材料(如半成品肉类);其次应做好原材料的清洗消毒工作,尤其是果蔬类原材料;还要对砧板以及桌面、地面进行消毒工作,并且在完成工作后,要对生产车间进行彻底消毒。
航空食品具有高蛋白、高糖、生冷食物较多、成分复杂、易腐败等特点。食品从生产到旅客食用时间较长,流程复杂、环节众多,整个过程短则几个小时,长则几十个小时,如果控制不当,极易滋生细菌,导致食品变质。同时,航空食品为了达到新鲜、营养、安全的要求,其生产和运输过程要求严格控制温度,这对企业的设施设备和管理能力要求较高,在制作和管理方面比一般食品要求更严格[14-15]。介于航空食品高风险高成本的特点,《GB 31641-2016 食品安全国家标准 航空食品卫生规范》[16]中,不仅要求对航空食品的成品和半成品进行微生物监控,对航空食品生产环境中微生物也需要进行监控。在航空食品生产车间的清洁作业区进行菌落总数监测,对食品接触表面如食品加工设备、操作台等进行大肠埃希菌、霉菌监测,必要时开展致病菌的监控。本研究采用海绵涂抹法采集航空食品生产环境中的环境样品,未分离到致病菌,但分离到了肠杆菌科的条件致病菌。这些条件致病菌一方面反映了车间内不同环境的卫生条件差异,也提示了航空食品存在的潜在风险,对航空食品企业进一步改进管理流程,降低食品安全风险具有参考价值。