高乙烯含量VAE乳液的研究与生产
2024-03-05吴尚宋孟璐
吴尚,宋孟璐
(安徽皖维高新材料股份有限公司,安徽 巢湖 238002)
VAE 乳液是一种具有环保特性的高级水性产品,在高级胶粘剂的基料上具有广泛应用,如防水材料、复膜胶等基料[1-2]。随着相关技术的不断进步和乳液市场的进一步开发,VAE 乳液的需求量越来越大,对其品种的需求也越来越多,特别是对乙烯含量高的VAE 乳液需求量极大。这是因为高乙烯含量的VAE乳液具有较低的玻璃化转变温度和更小的表面张力,使得聚合物更容易形成质地较柔软的膜。此外,高乙烯含量的VAE乳液的耐水性和耐碱性俱佳[3-5]。因此,对高乙烯含量的VAE乳液的需求已经成为了市场的主要趋势。
美国空气公司提出一种采用两步加料法[6]制备高固含量、高乙烯含量、高分子量的VAE 乳液的制备方法,所得VAE乳液中乙烯含量可达28%。VAE乳液中的乙烯含量主要与聚合压力、聚合温度、聚合时间、引发剂浓度、乳化剂的种类和用量以及VAc 的加入方式等有关。受限于聚合反应釜的压力及聚合反应的关键核心工艺控制,在现有的条件下生产的VAE 乳液中乙烯含量一般低于20%。此外,常规的VAE乳液在制备过程中,通常使用部分醇解聚乙烯醇做保护胶体,通过部分醇解聚乙烯醇分子链上的乙酰基嫁接到VAE 上,起到稳定体系的作用。但由于PVA 羟基的亲水性强,造成VAE 乳液的耐水性普遍不佳。近年来,随着应用端工艺的变化,市场对VAE乳液耐水性能的要求越来越高[7]。本文就VAE 乳液中乙烯含量的影响因素进行了初步探讨,并选用不同分子量的聚乙烯醇(PVA1788、PVA0588)复配做保护胶体,使用疏水基改性PVA 代替部分保护胶体,探究PVA保护胶体对VAE乳液性能的影响。
1 实验部分
1.1 实验原料
实验所需原料及厂家见表1

表1 实验原料Tab.1 Experimental materials
1.2 实验设备及仪器
所用设备及仪器见表2。

表2 实验设备及仪器Tab.2 Experimental equipment and instrument
1.3 高乙烯含量VAE乳液的制备
(1)乳化剂的配制:按照计量,将乳化剂A 和B 加入乳化剂调配釜中,泵入适量纯水,加热搅拌混合均匀,备用。
(2)保护胶体配制:按照计量,将PVA0588 和PVA1788 加入保护胶体调配釜中,泵入适量纯水,加热搅拌混合均匀,备用。
(3)引发剂的配制:按照计量,在氧化剂调配釜中加入H2O2,泵入适量纯水,搅拌混合均匀,备用;在还原剂调配釜中加入ZFS,泵入适量纯水,搅拌混合均匀,备用。
(4)乳液聚合反应:检查反应釜确保釜内无水,先用乙烯进行置换,再通过泵将初始乳化剂溶液输送入聚合釜中,充入乙烯至规定压力。之后,开启加热系统,使釜内的温度上升至工艺要求的水平。然后,再泵入适量的初始单体VAc。在此温度及压力下,以低转速搅拌,进行20~40 min的预乳化过程,使单体VAc与乳化剂充分混合,形成稳定的预乳化液。
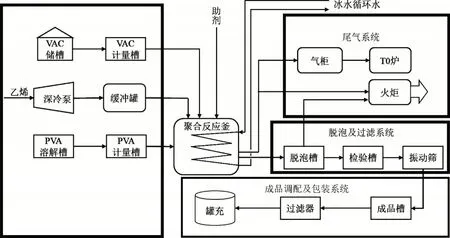
图1 VAE乳液生产工艺流程图Fig.1 VAE emulsion production process flow chart
预乳化结束后,增加搅拌的转速,并添加少量初始引发剂。待反应完成后,进行30 min 的保温处理。之后,泄压并出料,最终得到VAE乳液。
1.4 测试与表征
1.4.1 乙烯含量的测定
(1)将待测样品均匀地涂抹在载片上,在鼓风干燥箱(115℃)中放置15 min 左右,干燥至透明状。然后进行红外光谱扫描,观察2 860 cm-1以及606 cm-1两处吸收峰的透过率是否在30%~45%的范围内;若不在则重新涂膜,直到膜的厚度在该范围内。
(2)将光谱扫描记录方式更改为吸光度法进行扫描,扫描范围为4 000~400 cm-1的波数。
(3)在靠近3 100~2 775 cm-1的区间内画一条基线,以吸光度为单位,测量2 860 cm-1峰顶至基线的吸收峰值。同时,在靠近704~573 cm-1的区间内画另一条基线,以吸光度为单位,测量606 cm-1峰顶至基线的吸收峰值。计算公式:
式中:W1—试样的乙烯含量,%(mol/mol);W2—试样的乙烯含量,%(m/m);1.733—工作曲线的截距;0.040 74—工作曲线的斜率;28.05—乙烯的摩尔质量,g/mol;86.09—乙酸乙烯酯的摩尔质量,g/mol。(注:结果表示到小数点后两位)
1.4.2 玻璃化转变温度测定
将固化后的胶膜静置48 h,随后使用差示扫描量热仪对其玻璃化转变温度(Tg)进行测试。测试时,温度范围设定为-60℃~100℃,并以10℃/min的速率升温。
1.4.3 乳液粒径及粒径分布
在VAE 乳液的聚合过程中,用一次性吸管定时取样,滴入到激光粒度仪(MalvernMasterSizer2000,英国)配备的1 L 去离子水杯中,混合均匀,至仪器规定遮光强度范围内进行粒径及分布测试。
1.4.4 残存VAc的测定
(1)溴-溴化钾溶液的配制:准确称量60 g 溴化钾置于烧杯中,再加入200 mL 去离子水至完全溶解。再将溶液转移至1 000 mL 的大容量瓶中,加入去离子水至容量瓶体积的一半,进行定容。使用移液管精密移取15 mL 溴素至容量瓶中,确保充分溶解后,再加入去离子水稀释至刻度线,充分摇匀后,倒入棕色细口瓶中保存备用。
(2)溴-溴化钾溶液的标定:移取20 mL 的溴-溴化钾溶液(至少放置1 周)于盛有50 mL 水的250 mL 碘量瓶中,加入15%碘化钾溶液10 mL,密封后,在暗处温度为20℃~25℃的条件下放置5 min,用0.1 mol/L的硫代硫酸钠标准乳液进行滴定,直到溶液呈现浅黄色,再加入1 mL的浓度为10 g/L的淀粉指示剂,继续进行滴定,直到溶液无色。计算公式如下:
式中:c(1/2Br2)—溴-溴化钾溶液浓度,mol/L;V—消耗的硫代硫酸钠体积,mL;c—硫代硫酸钠标准溶液浓度,mol/L。
(3)操作步骤
准确称取5~6 g的均匀乳液样品,倒入250 mL容量的碘量瓶中,再加入100 mL的蒸馏水进行溶解,用标定过的溴-溴化钾溶液滴定至微黄色为终点。
(4)结果的计算
式中:c(1/2Br2)—溴-溴化钾标准溶液浓度,mol/L;V—滴定消耗的溴-溴化钾标准溶液体积,mL;m—乳液试样质量,g;0.043—与1.00 mL溴-溴化钾溶液c(1/2Br2)=1.000 mol/L相当的以克表示的乙酸乙烯酯质量,g。
注:平行试验的滴定值的绝对误差≤0.1 mL,以算术平均值表示结果,保留两位有效数字。
1.4.5 分子量检测
用500 μm 涂膜器将PVAc/VAE 乳液涂膜,干燥后以丙酮为溶剂采用索氏提取器萃取干膜中的VAE聚合物,用水沉淀,得到PVAc/VAE 聚合物。在80℃真空条件下,干燥24 h 后,采用凝胶渗透色谱(GPC,Waters1515,美国)对共聚物的相对分子质量进行表征(选择测试样品的浓度为2~6 mg/mL,置于室温下溶解24 h以上,以保证样品完全溶解),色谱仪上串联3根色谱柱(styragel@HR5THF 7.8 mm×300 mm,styragel@HR4 THF 7.8 mm×300 mm和styragel@HR3 THF 7.8 mm×300 mm),以四氢呋喃(THF)为溶剂,流速为0.5 μL/min,使用聚苯乙烯(ShodexS-47,Mn=4.54×104,PDI=1.03)来校正仪器。
1.4.6 机械稳定性的评估
将试样注入到离心管中,然后在离心机上进行离心处理,设置转速为4 000 r/min,处理0.5 h。观察乳液是否出现破乳,如果没有出现或仅有少量的絮凝,则表明乳液的机械稳定性合格。
1.4.7 化学稳定性测试
参照GB/T 11175—2002 标准,将大约2 mL 的乳液样品和0.5 mL 的CaCl2溶液(质量浓度为0.5%)加入一个50 mL 的烧杯中,充分摇匀后,再静置至少48 h。如果乳液没有出现凝胶或者分层现象,则表明化学稳定性合格;反之,则为不合格。
1.4.8 乳液固含量的测定
将小烧杯洗净后置于110℃左右的烘箱内干燥后取出,然后称取1~2 g乳液试样置入烧杯中,放入135℃的烘箱内干燥55 min后取出称重。计算公式:
式中:m—烘干后小烧杯和乳液的总质量,g;m1—小烧杯质量,g;m2—烘干前乳液质量,g。
2 结果与讨论
2.1 乳化剂含量对乳液性能的影响
在乳液聚合体系中,虽然乳化剂不会直接参与聚合反应,但其种类、浓度和可能对乳化剂的乳化作用产生影响的各个因素,都能直接影响到聚合反应的稳定性,并最终对乳液的性能造成影响[8]。乳化剂表面的静电屏蔽效应以及空间位阻效应对乳液的形成、乳液聚合速率、乳液稳定性、乳胶粒的大小以及结构等都有明显的影响[9]。本文将阴离子乳化剂A和非离子乳化剂B进行复配,考查乳化剂的含量对单体转化率、乳液凝胶率、乳液的化学稳定性、机械稳定性及乳液外观的影响。由表3 和图2 可知,随着乳化剂用量的增加,转化率逐渐增大,凝胶率逐渐降低。当乳化剂的含量大于4%,转化率呈下降趋势,其化学稳定性较差。上述现象可以解释为单体分散成小液滴,与乳化剂形成更多的增溶胶束。当乳化剂浓度高于CMC 时,体系中的胶束成核成为聚合位点。因此,乳化剂在控制体系中颗粒的数量和分布方面起着重要的作用。根据这一实验结果,确定本实验最适乳化剂含量为4%。

图2 乳化剂含量对转化率和凝胶率的影响Fig.2 Effect of emulsifier content on conversion rate and gel rate

表3 乳化剂含量对乳液性能的影响Tab.3 Effect of emulsifier content on emulsion properties
2.2 引发剂用量对分子量和乳液粘度的影响
引发剂是整个VAE 乳液配方中最重要的组成部分,它分解释放出自由基,是乳液聚合发生的基础。由于VAE 乳液应用性能主要受保护胶体体系、共聚单元比例和共聚物相对分子质量影响,因此本文探究了引发剂用量对VAE 乳液的分子量和粘度的影响,如图3所示。由图3 可知,随着引发剂含量的增加,分子量和粘度均呈现上升的趋势,最佳的引发剂用量为2.5%。
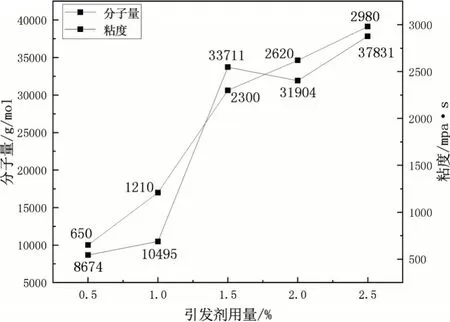
图3 引发剂用量对分子量和乳液粘度的影响Fig.3 Effect of initiator dosage on molecular weight and emulsion viscosity
2.3 反应温度对乳液反应的影响
醋酸乙烯与乙烯的乳液聚合反应是一个典型的放热反应。初始引发剂的加入,会引发体系产生剧烈反应,同时释放出大量热量,迅速升高体系内的温度。因此,需严格控制体系温度。不同反应温度下的反应现象如表4所示。由表4可知,随着反应温度的升高,反应速度加快,残留单体含量降低,凝聚物增多。这是由于随着反应温度的升高,引发剂的分解速率随之加快,生成更多的自由基,引发活性中心增多。活性中心增多,即乳胶粒量增加,粒径减小,反应速度增加,反应相对完全,残留单体减少,乳液的性能较好。然而,当温度升高,加剧了乳胶粒之间的布朗运动,导致它们相互碰撞并聚结的速度增加。这不仅使乳胶粒表面的水化层减薄,还减小了静电斥力,从而增加了乳胶粒碰撞的机会。这些因素共同导致乳液的稳定性降低,甚至可能发生凝胶或破乳[10]。因此,确定初始反应温度为65℃,后期反应温度为70℃~85℃。
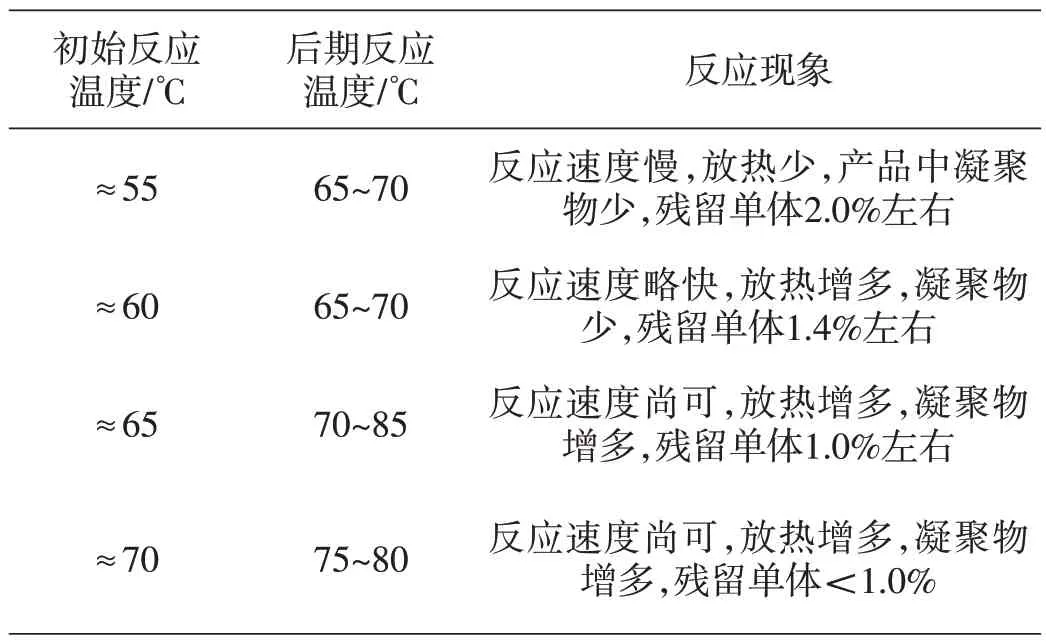
表4 不同温度反应现象Tab.4 Reaction phenomena at different temperatures
2.4 聚合反应压力对乙烯含量、固含量、粘度的影响
VAE 乳液的乙烯含量与聚合反应压力有关。反应压力越大,溶解在水中的乙烯量越多,在配方、反应温度、加料程序等反应条件不变的情况下,通过提高乙烯压力来改变反应压力,考查反应压力与VAE 乳液中乙烯含量的变化关系,结果如图4、图5 所示。由图4 可知:在一定幅度内提高反应压力,VAE 乳液中的乙烯含量逐渐提高,产物的玻璃化转变温度逐渐下降,当反应压力达到7.5 MPa 时,乙烯含量可达21%,玻璃化转变温度降低到-4℃。由图5 可知:在最佳的反应条件下,固含量随着聚合反应压力的增大,呈现上升的趋势,但变化不大,均在(56±0.5)%的范围内;乳液粘度则随着聚合反应压力的增大呈现先上升后下降的趋势,在聚合压力为6 MPa时达到最大值,为3 200 mP·s,后随之下降,表明一定的压力可以有利于聚合反应的进行,增加乳液的粘度。
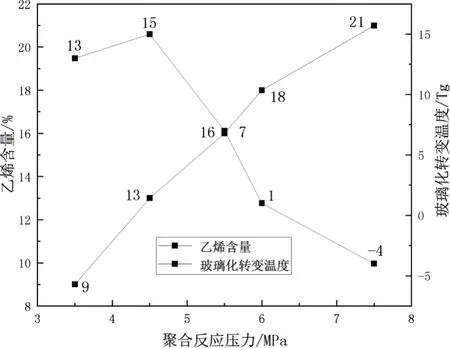
图4 聚合反应压力对乙烯含量和玻璃化转变温度的影响Fig.4 Effect of polymerization pressure on ethylene content and glass transition temperature
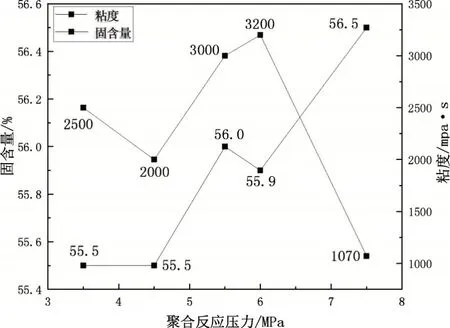
图5 聚合反应压力对固含量和粘度的影响Fig.5 Effect of polymerization pressure on solid content and viscosity
2.5 改性PVA做保护胶体对VAE乳液性能的影响
为改善VAE 乳液的耐水性,采用含有疏水基团的改性PVA 替代部分PVA1788 保护胶体,由于改性PVA的价格较贵,因此,考查改性PVA 的含量(占总保护胶体)在10%~50%时对VAE 乳液的稳定性、粘度以及耐水性的影响,结果如表5 所示。由表5 可知,随着改性PVA 含量的增加,乳液未出现破乳现象,稳定性均表现良好,说明改性PVA 对整个体系的稳定性影响不大。由图6 所示,随着改性PVA 含量的增加,乳液的粘度呈上升趋势,在改性PVA 含量5%时最大,达到4 000 mPa·s,这可能是由于改性PVA 的聚合度较高的缘故。
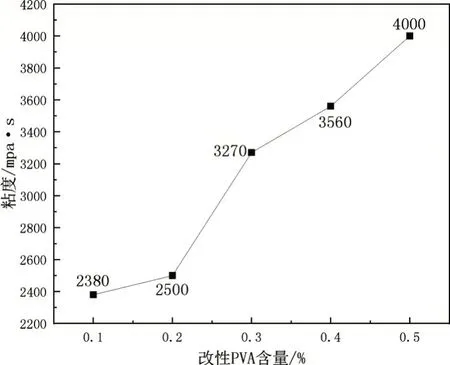
图6 改性PVA的含量对乳液粘度和耐水性的影响Fig.6 The effect of the content of modified PVA on the viscosity and water resistance of the emulsion
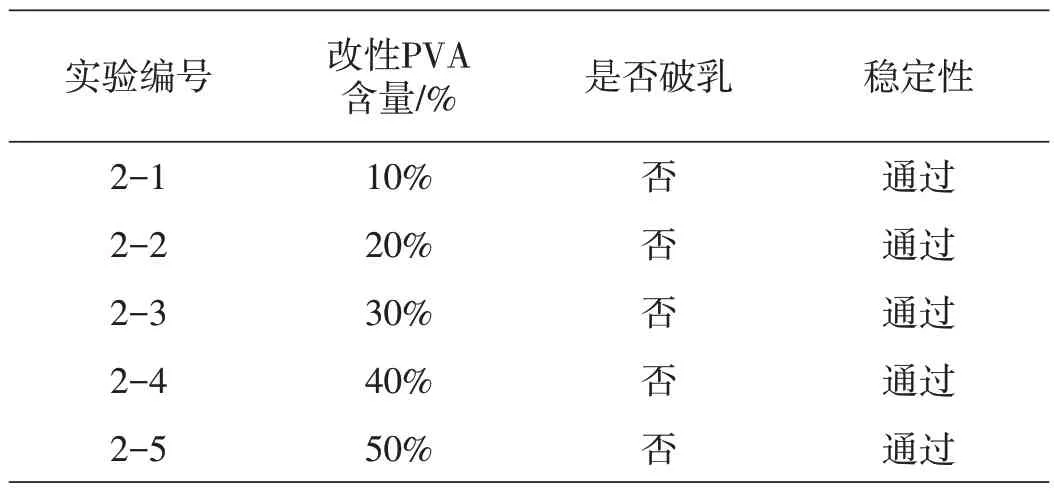
表5 改性PVA做保护胶体对VAE乳液性能的影响Tab.5 Effect of modified PVA as protective colloid on the properties of VAE emulsion
2.6 不同乙烯含量及性能的VAE乳液
在考查了不同反应条件对VAE乳液性能的影响后,本文制备了不同乙烯含量、玻璃化转变温度以及残存VAc的差异化VAE乳液,各乳液性能检测指标如表6所示。
3 结论
本文考查了原料(包括引发剂、乳化剂、保护胶体等)、聚合反应工艺和反应条件(反应压力、反应温度、反应时间)以及不同的加料方式对VAE乳液的乙烯含量、固含量、粘度、玻璃化转变温度和相对分子质量的影响,然后使用改性PVA 做保护胶体,考查改性PVA 对VAE乳液耐水性能的影响。
最佳的初始反应温度为65℃,后期反应温度为70℃~85℃,最佳的乳化剂含量为4%,最佳的引发剂用量为2.5%,通过调整反应压力,制备了乙烯含量在9%~23%的VAE 乳液,通过使用疏水基改性PVA 代替部分保护胶体,乳液的耐水性得到明显提高。
本文考查了原料、聚合反应工艺、反应条件以及不同的加料方式对VAE 乳液性能的影响,探究VAE 的耐水性,为后续高乙烯含量耐水VAE 乳液的研制提供参考,推动VAE乳液进一步发展,扩展VAE乳液的应用。
