电缆导线用高性能纤维拉挤复合芯研究进展
2024-03-05刘旌平黄崇祺
王 昆,刘旌平,黄崇祺
(上海电缆研究所有限公司 特种电缆技术国家重点实验室,上海 200093)
0 引 言
高性能纤维复合芯导线是一种用于替代传统钢芯铝绞线的架空输电线路用导线,具有强度高、质量轻、耐腐蚀、导电率高、载流量大、线膨胀系数小和弧垂小等优点,能够有效地满足输变电领域节能、安全、环保和经济性等更高要求[1-2]。 该类导线是高性能纤维增强复合材料在电力电缆中的创新性应用,在新建线路或老旧线路的改造上兼备显著的经济价值和社会效益[3-5]。 目前,国内外许多科研人员对高性能纤维复合芯及其导线开展了大量研究工作。
杨韬等[6]介绍了铝基陶瓷纤维复合芯导线(ACCR) 的结构组成和基本性能参数,阐述了ACCR 导线在线路扩容改造、大跨越净高度场合、重污染及靠海区域的应用特点,开展了ACCR 导线的性能测试,强调了ACCR 导线的性能优势、应用优势和技术优势。
吴雄文等[7]阐述了绞合型碳纤维复合芯导线的结构特性和施工工艺,并与应用广泛的棒型碳纤维复合芯导线进行对比,进一步分析了两者在施工工艺和质量控制的差异,给出了绞合型碳纤维复合芯导线施工的主要控制要点和改进建议。
周鑫[8]通过类比常规钢芯铝绞线的相关性能计算方法,建立了一套适用于绞合型碳纤维复合芯导线的张力、弧垂和载流量的计算模型;同时,分析绞合型碳纤维复合芯导线与常规钢芯铝绞线的相关性能试验数据,通过模型模拟与试验数据对比,验证了自建模型可用于绞合型碳纤维复合芯导线的施工技术支持,为其推广应用提供了参考依据。
周超等[9]研究了棒型碳纤维复合芯导线和绞合型碳纤维复合芯导线的制造工艺、产品性能和产品结构等。 结果表明:两类导线的损伤多发生在紧线过程中卡线器临锚处,以及压接过程中导线接续金具压接处附近,稳定结构的绞合型碳纤维复合芯和现有配套的耐张线夹难以达到默契的配合应用。
魏晗星[10]通过对比分析实验室自制复合芯与美国CTC Global 公司碳纤维复合芯导线(ACCC)的性能,研究了实验室复合芯制备工艺参数对复合芯性能的影响,初步探索了复合芯的湿热老化行为,进一步开展ACCC 的制备,并测试其相关性能,最终得出自制ACCC 导线的各项性能均能够达到施工设计要求。
王煦等[11]通过宏观分析、力学性能试验、机电性能试验、断口分析和金相检验等方法对导线的断裂原因进行了分析。 结果表明:该断裂导线的复合材料芯棒在包覆铝管前已多处受损和断裂,复合材料芯棒断裂的导线在架线后,所有张力均由软铝层和铝管承担。 由于夜间温度降低,且因风载荷作用从而引发线路舞动,导线所受张力超过软铝层和铝管的强度极限,最终导致导线断裂。
陈大兵等[12]针对ACCC 导线中碳纤维芯棒抗弯折强度低,容易发生损伤而无法有效检测的难题,提出了一种基于X 射线的成像技术。 结合前端图像标准化处理和Faster RCNN 深度学习网络的自动检测方案,提出了悬垂补偿、亮度标准化等前端图像标准化处理方法,可以有效地提高检测精度,而使用Faster RCNN 和Resnet 特征提取网络,可以取得最佳的检测精度。
魏睿[13]基于X 射线扫描技术,针对ACCC 导线的X 射线图像中缺陷对比度不高、不易识别、形态波动范围大和干扰因素多等问题,分别从缺陷自动提取和扩充方案、目标检测网络、多种训练策略等方面研究了基于卷积神经网络的自动检测方法,分别提出了基于目标检测和分类网络的缺陷检测方案。
1 材料构成
1.1 增强体
1.1.1 碳/玻混合纤维
美国CTC Global 公司率先提出使用纤维复合材料替代架空导线中钢绞线作为张力结构,进行架空导线轻量化和载流量扩容,其ACCC®复合芯架空导线于2004年成功挂网运行。 ACCC®导线复合芯最高可承受轴向强度为2 586 MPa,直径为5.97 ~10.54 mm,可承受最小弯曲直径约50D(D为复合芯直径)[14]。 ACCC®导线见图1。
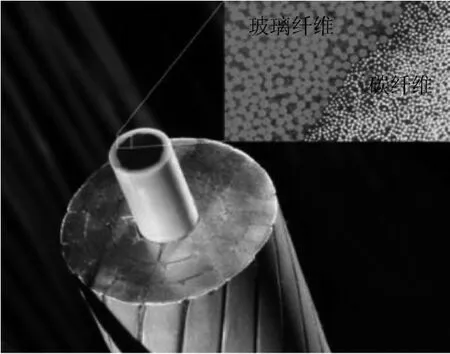
图1 美国CTC Global 公司ACCC®导线
法国Epsilon 公司研制出HVCRC®导线,见图2。 HVCRC®导线复合芯直径为3 ~30 mm,收集长度可达10 km,纤维体积分数为70%,内部孔隙率小于1%,最高耐温为220 ℃,可定制耐老化、耐化学腐蚀等特殊性能,与美国CTC Global 的ACCC®导线结构相似;独特之处在于,可在复合芯内部集成质量检测系统,如在复合芯轴心预埋光纤检测系统,可用于复合芯温度、形变等的检测。

图2 法国Epsilon 公司HVCRC®导线
碳/玻复合芯中的纤维基本沿轴向集束。 玻璃纤维和碳纤维的表面能不同,各自与树脂的界面结合性能差异较大,且玻璃纤维与碳纤维呈包覆结构。因此,复合芯对收集、放线、架线施工等操作环节要求较高。 在复合芯径向受压后,纤维与树脂结合薄弱处(如孔隙、杂质、损伤等)易出现裂纹,见图3。受纤维单丝平行排列影响,结合薄弱处多沿轴向分布于复合芯内部的纤维单丝平行间隔中,一旦某处产生裂纹,裂纹就极易沿纤维轴向扩散,表现为复合芯截面劈裂、炸裂,见图3(a)。 另外,若复合芯表面浅层内存在薄弱隐患,则在弯曲时裂纹易同时沿轴向和径向及所在空间扩散,并表现为复合芯折断,最终导致架空导线断芯失效。
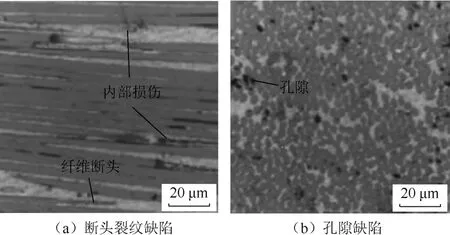
图3 基体与纤维结合薄弱处缺陷
1.1.2 碳纤维
日本Tokyo Rope 公司研制出绞合型全碳纤维复合芯ACFR®导线。 ACFR®导线使用绞合复合芯CFCC®,CFCC®复合芯由多股碳纤维复合芯绞合成1 股,见图4(a)。 主流1×7 型绞合复合芯公称直径可达5 ~21 mm,耐温为180 ~200 ℃。 ACFR®导线312/37-FA-TT 导线在我国海南220 kV 和广东110 kV 环境挂网运行中,见图4(b)。 除架空导线复合芯外,CFCC®还被广泛应用于各基建加强筋领域替代钢筋。 此外,塞拉尼斯(Celanese)公司和南线(Southwire)公司合作研制的全碳纤维增强热塑性复合芯Celstran®,耐温为180 ~225 ℃,拥有已知最低的复合芯热膨胀系数。 与Tokyo Rope 公司产品不同,Celanese 公司和Southwire 公司将多股复合芯单元平行排列,制备得到C7TM架空导线,见图5。

图4 日本Tokyo Rope 公司ACFR®导线

图5 Celanese 公司和Southwire 公司C7TM 架空导线
制备绞合型复合芯,需要先制备出多根单股复合芯,在其半固化状态时,使用绞合工艺将多股复合芯进行二次加工,绞合成目标规格复合芯。 此工艺较为复杂,单根复合芯中纤维受绞呈现空间扭转态,轴向抗拉性能被一定程度的削弱,多股绞合态复合芯的抱合状态不稳定,易发生相对位移活动,其径向抗压性能得到实质性改变。 同时,多根单股复合芯单元的断裂一致性对绞合复合芯整体力学性能的影响较大,复合芯单元的性能损失较多,特别是对各复合芯单元的精准化性能设计、单股复合芯拉挤工序、树脂半固化窗口期的控制,以及绞合工序间的精准配合提出了更高的要求。 相反,多股平行复合芯则在很大程度上规避了绞合工序带来的复杂问题,仅须缠绕包覆带约束即可应用架空导线生产,与绞合复合芯相比,性价比更高。
1.1.3 陶瓷纤维
美国3M 公司另辟蹊径,研发出铝基陶瓷纤维复合芯ACCR 架空导线,其复合芯与上述树脂基纤维增强复合芯不同,属于金属基纤维增强复合芯。该复合芯由上万根高强度陶瓷纤维在超声辅助下分散,并经过熔融铝浸润固化后制备,金属铝替代树脂作为浸润基体与纤维组合成复合材料,见图6。 与Celstran®相似,ACCR 导线多股复合芯单元之间不绞合,呈平行排列,外面有保护层包覆。 但是,陶瓷纤维拉伸强度比碳纤维拉伸强度低;铝基陶瓷纤维复合芯密度远大于树脂基碳纤维复合芯密度;金属基复合材料制备能耗较高;ACCR 导线价格为ACCC 导线的3 ~4 倍[14]。 这些因素均不同程度限制了ACCR 导线的应用范围。

图6 美国3M 公司ACCR 导线
1.2 基体
1.2.1 树脂基复合芯
复合芯所用树脂主要分为热固性和热塑性两种[15]。 热固性树脂主要包括不饱和树脂、乙烯基树脂、酚醛树脂、环氧树脂等。 其中,环氧树脂力学性能较为突出,但价格也相对较高,以高温、高韧环氧树脂更为理想。 热塑性树脂主要包括聚丙烯(PP)、聚对苯二甲酸乙二醇酯(PET)、聚氯乙烯(PVC)、聚醚醚酮(PEEK)、聚苯硫醚(PPS)、热塑性聚氨酯橡胶(TPU)等。 其中,PEEK 综合性能较为突出,但价格昂贵,相对制约了其产业化应用[16]。 热塑性树脂加热温度高和反应周期快的特性对加热工艺和高效纤维浸润工艺提出了更高的要求,增加了其制备难度,但热塑性树脂在可回收利用、可修补、使用环境相对清洁等方面拥有不可替代的优势,这将是后续复合芯绿色发展的重要研究方向之一。 Celanese公司和Southwire 公司合作研制的Celstran®是热塑性复合芯领域中极具代表性的产品。
1.2.2 金属基复合芯
美国3M 公司的铝基陶瓷纤维复合芯ACCR 导线,是目前复合芯领域已知的唯一商用金属基复合芯导线。 因为陶瓷纤维力学性能远不及碳纤维,所以其复合芯力学性能基本与传统钢绞芯相当。ACCR 导线复合芯有金属铝基体,可承担整体导线约1/4 的电导率,同时在金属基体的保护下,复合芯径向抗压效果与传统金属绞芯相似,均优于树脂基复合芯。 但是,受限于金属基复合芯综合密度过大,其减重效果不佳,性价比不高,市场应用量不如树脂基复合芯。 如何实现无机高性能纤维替换陶瓷纤维,与金属基体有效结合且不受金属熔体高温损伤;如何保证金属基体含量降低的同时,保持力学性能稳定或力学性能提高,均为金属基无机纤维增强复合芯产业化制备后续研究的新方向[17]。
2 成型工艺
2.1 纤维布局
2.1.1 平行排列(1D)
常规复合芯中的纤维单元均沿轴向平行分布,轴向纤维体积分数极高,因此轴向抗拉性能表现优秀,见图7。 由于其径向无纤维支撑,仅依靠树脂与纤维界面结合力作约束,径向抗弯曲、轴向抗扭转、整体抗剪切能力不足。 常规复合芯沿直径方向受压易发生劈裂,该现象在复合芯内部气泡孔隙较多时更易发生并快速扩散。 仅由平行排列纤维制备的复合芯可理解为1D 纤维布局。

图7 纤维平行排列布局(1D)
2.1.2 缠绕层/编织套(2D)
为了解决1D 纤维布局的复合芯径向性能差、易劈裂等问题,需要在复合芯表面引入约束体。 于是,国外最先研究出缠绕与拉挤组合工艺,缠绕工艺分为圆环卷绕和螺旋缠绕[18]。 圆环卷绕施加的约束基本沿表面径向分布,径向抗压性能得到改善,见图8(a);螺旋缠绕施加的约束沿轴向呈一定夹角和螺距分布,改善了轴向与径向双向性能,见图8(b)。无论何种缠绕工艺,均为纤维按某一固定方向在复合芯表面均匀排布,各约束单元间相互不交叉,未全面形成多向纤维交织的一体纺织结构,复合芯整体性较差,易分层。
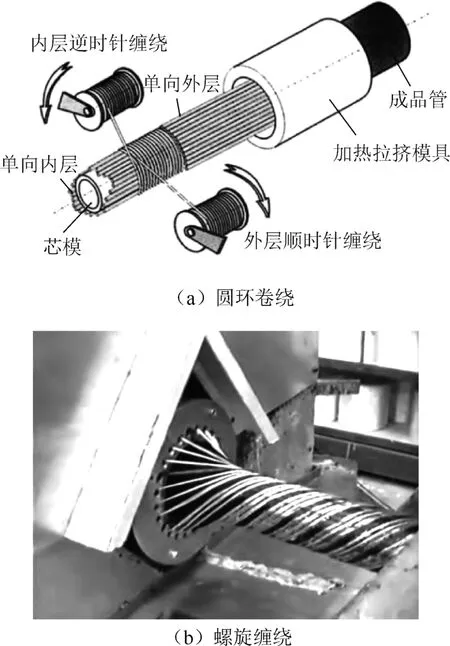
图8 纤维缠绕布局(2D)
为了进一步改善缠绕复合芯径向抗压、抗扭性能,国外研制出编织与拉挤组合方式,见图9。 编织工艺因每股纤维相互交叉移动而形成一体交织结构,将常规拉挤部分以编织套形式整体包裹,沿轴向倾斜的纤维不仅适当增加了径向性能,还提高了复合芯表层结构整体性,改善了复合芯抗扭性能,更有利于抑制复合芯裂纹由表层向深层的扩散,一定程度上提高了复合芯沿径向的抗冲击性能。 但是,由于表层纤维结构与内芯纤维结构无物理交叉,复合芯内部裂纹损伤沿纤维轴向的扩散难以得到表层编织套的有效控制。 由缠绕层/编织套与拉挤组合工艺制备的复合芯,形成了典型的“皮芯结构”,平行芯层纤维和表层缠绕/编织纤维的组合可理解为2D纤维布局。
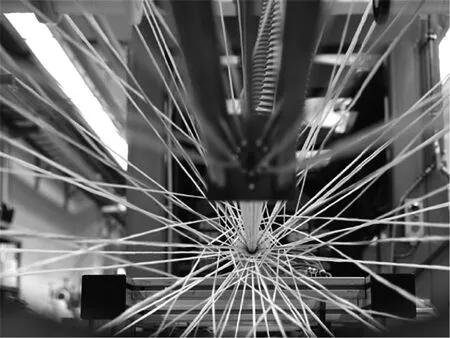
图9 纤维编织布局(2D)
2.1.3 预制体(3D)
预制体由纤维束在空间内规律性层层交叉互锁得到,形成有x、y、z多向纤维束贯穿的、有较洁净轮廓尺寸的、整体不分层的三维结构[19],见图10。 凭借预制体的整体结构,可将复合芯轴向过剩的抗拉性能转化为层间抗剪切性能和抗冲击性能,解决了1D 纤维布局复合芯和2D 纤维布局复合芯抗压、易分层的问题,更赋予了复合芯抗径向冲击性能,有效地解决了复合芯裂纹沿径向、轴向、中间向等多维度扩散的问题。 预制体有多种成型方式,见图11。 三维预制体拉挤设备需要在常规设备基础上进行改良进化,三维预制体拉挤工艺流程见图12。 在纱架与预成型架之间引入三维预制体织造设备,织造设备与拉挤设备要实现工艺联动;制备完毕的三维预制体基本已具有产品的整体轮廓,常规开槽浸润已无法满足树脂浸润要求,注射浸润更为适合;三维预制体具有蓬松性,如何实现目标体积分数、如何进入模具固化、如何减少与模具腔壁摩擦、如何减少内部孔隙等问题,均待后续深入研究。 具有空间纤维分布的三维整体结构的预制体拉挤复合芯可理解为3D纤维布局。

图10 三维预制体
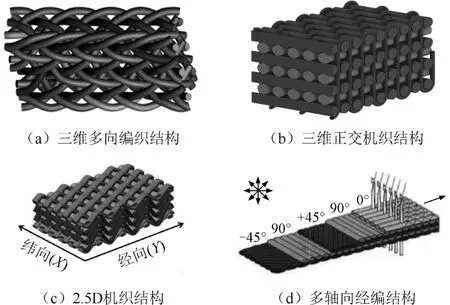
图11 三维预制体成型结构
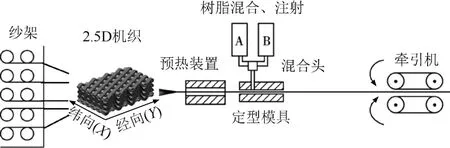
图12 预制体拉挤工艺流程示意图
2.2 树脂浸润
2.2.1 开槽浸润
拉挤工艺中树脂浸润主要有开槽浸润和注射浸润。 开槽浸润结构简单,浸润槽内有导纱架,纤维先通过导纱架分散展平,从浸胶槽中匀速穿过,在刮除多余树脂并排泡后进入预热装置和加热固化装置[20]。 开槽浸润适用于对温度不敏感、树脂固化窗口期较长、黏度低且易浸润的热固性树脂,见图13(a)。 但是,浸胶槽结构为敞开式,易挥发出气味,加入树脂时易外溅,易污染设备及周边环境。
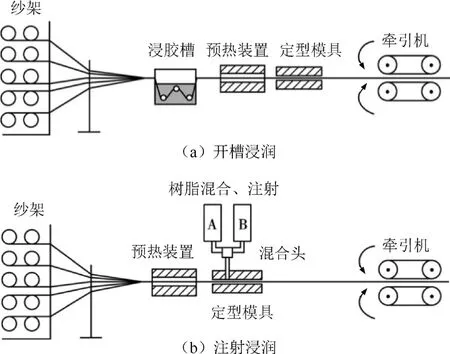
图13 树脂浸润方式[15]
2.2.2 注射浸润
注射浸润为注射机通过注射头连接注射盒,纤维穿过注射盒,树脂在注射机内受正压力被注入注射盒中后迅速渗透浸润纤维,浸透树脂的纤维进入模具加热固化区[20]。 注射系统属于封闭式,适合对温度较敏感、黏度大且难浸润、固化窗口期短的树脂,见图13(b)。 注射浸润对环境友好,引入注射机可实现树脂用量、温度、各组分配比的量化控制和检测。 但是,注射浸润对设备计量控制组件要求较高,注射系统造价高,且存在因操作不当而产生管路堵塞的风险。 目前,国内市场拉挤产线多以开槽浸润为主,注射浸润主要在欧美市场盛行。 随着国内工业对环境友好、精细化生产、均匀化质量、标准化控制等的要求,注射浸润已于国内崭露头角。 相信注射系统在设备制造、工艺优化、操作维护等方面技术成熟后,注射浸润将会快速替代开槽浸润。
3 质量检测
3.1 离线检测
目前,复合芯质量检测多采用末端截取样品离线检测。 在表面质量不佳的树脂固化首段被拉出履带牵引机后,持续拉过数米,目视复合芯表面无缺陷后,开始截取长度满足离线测试要求的复合芯试样。离线测试包括直径、拉伸强度和拉伸模量、卷绕试验、扭转试验、径向耐压试验、耐老化试验、线膨胀系数,以及盐雾试验等[21]。 此类检测结果反映复合芯的表观物理特性、力学特性和部分耐候特性,但并未对复合芯内部质量和微观物理结构进行测试表征,如复合芯内部孔隙率、夹杂、内部纤维集束情况等。复合芯内部质量决定了其力学性能和部分耐候性能的发挥水平,无论复合芯在制备工序、卷绕工序、与金属导体绞合工序的任何环节出现损伤,最后均会使挂网应用的架空线产生失效隐患。 因此,增加复合芯收卷前或金属导体绞合后的复合芯无损检测工序十分必要。
3.2 在线检测
3.2.1 外形轮廓检测
外型轮廓检测主要包括直径检测、表面质量检测等。 直径检测主要采用红外激光双向测径仪对复合芯连续生产时的复合芯直径进行测量,见图14(a),可实现复合芯在某一截面内垂直双向的直径数据测量。 双向直径数据除可分析连续长度内直径偏差外,还可分析连续复合芯长度内的圆整度,可间接指导加热固化模具内腔轮廓尺寸的损耗分析。 表面质量检测主要采用图像识别设备检测产品表面有无缺陷和损伤,如富脂凸起、残缺凹陷、较大裂纹和刮痕等,可实现复合芯全尺寸表面检测覆盖,见图14(b)。
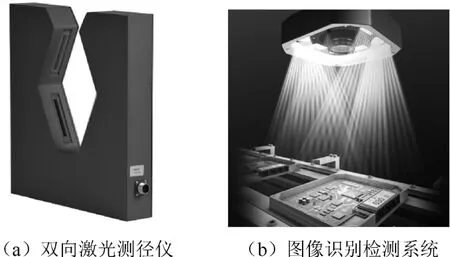
图14 外形轮廓检测
3.2.2 内部缺陷检测
复合芯为纤维增强棒状复合材料,具有可连续、大长径比、内部微观小尺度结构特征。 常规内部检测多采用末端截取样品的方法制备小尺寸样品,使用大倍数显微镜观察断面情况,使用扫描电镜分析微纳米尺度形貌,甚至使用工业CT 进行断层射线扫描来分析内部缺陷损伤分布情况等。 上述检测方法由于自身设备或其原理限制,难以移植到复合芯生产线上进行内部缺陷在线检测。 在现有无损检测方法中,数字成像射线检测更能够满足连续检测的需求,可精准调节透射电压的放射源,配合灵敏的空间分辨率探测板,即可实现复合芯内部孔隙、劈裂纹、锯口、折痕、杂质等损伤缺陷的检测[20],见图15。 通过配套融合了图像识别分析与机器学习功能的控制软件,可在复合芯射线检测的同时进行损伤缺陷分析与表征,见图16。 此方案需要定制设计开发软件,并选择合适规格的硬件设备、制备含有损伤缺陷的标准样块用于机器学习、精细化在线运行调试等,在复合芯行业内尚未形成标准化系统供应,可结合实际需求深入研究。
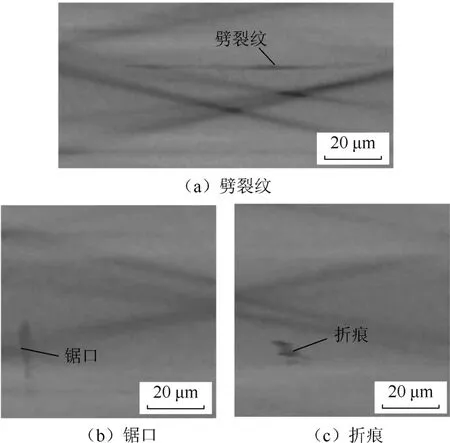
图15 射线检测损伤缺陷
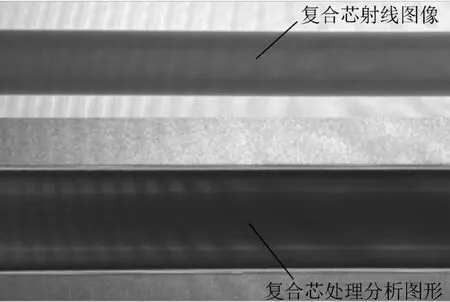
图16 图像分析系统
4 结论与展望
复合芯的多工艺、多材料体系是其主要技术特征。 其中,以1D 纤维布局配套环氧树脂体系产品的应用最为广泛,同时伴有极少量2D 纤维布局改良产品。 尽管国内复合芯工艺技术发展到了一定阶段,但工艺精细化、材料体系适配化、检测多元化、分析立体化等仍有较大提升空间。 这些因素间接影响了复合芯综合性能与使用要求的匹配度。 本文从材料构成、成型工艺、质量检测角度,总结了复合芯领域典型产品及其技术特征,得出如下结论与展望。
1)树脂体系、纤维浸润程度、界面结合情况将直接影响复合芯的力学性能。 后续可在注射式树脂浸润方式、改良适配树脂体系、严格控制复合芯内部孔隙率等方面开展深入研究。
2)由工艺发展路线可知,3D 纤维布局的预制体拉挤技术有望从本质上改良复合芯静-动力学性能难兼容的问题,理论上可有效提高复合芯抗冲击、抗剪切、抗弯曲、抗扭转等性能;同时,预制体工艺与拉挤工艺的有机结合可能会成为开拓更广阔、更高端应用领域的技术突破点。
3)如何提高无机高性能纤维耐金属高温烧蚀损伤;如何提高纤维在金属基体中的分散程度;如何降低金属基体含量并使其对力学性能的影响最小;如何提高无机非金属与金属材料间的界面结合力;如何提高金属基复合芯的制备效率和性价比,上述问题将可能成为金属基复合芯后续研究的新方向。
4)除了关注复合芯离线检测指标外,还需要关注连续大长度复合芯制备过程中的在线无损质量检测。 复合芯在线尺寸检测、在线表面质量检测、在线内部质量检测等手段是支撑复合芯高效率生产、精益化质量控制、最低化不良品率的根本保障,是支撑复合芯电缆导线稳定安全工作应用的前提,现业内相关研究并未与成型工艺、离线检测深入配合,此方面有待进一步研究。
5)预制体拉挤成型工艺的成功研制,不仅可以改良常规1D & 2D 纤维布局复合芯力学性能的不足,还可以拓展到耐高速冲击损伤的桥梁斜拉索、耐复杂载荷动态疲劳的深海钻井平台锚固缆、轻量化海洋系泊缆、海底电缆增强/防护结构等领域,同时为航空航天、轨道交通等特需领域的高性能复合材料低成本、高效化发展开拓新思路。
