一种图像识别技术在铆钉触头挑选设备中的应用研究
2024-03-01颜君波李亚南廖思远刘晗朱亚哲袁有明
颜君波, 李亚南, 廖思远, 刘晗, 朱亚哲, 袁有明
(桂林金格电工电子材料科技有限公司,广西桂林 541004)
0 引言
银基铆钉触头材料因其良好的电性能而广泛应用于低压电器领域。在当前的银基铆钉触头加工制造业中,从原材料到成品的过程中涉及的设备种类非常多。铆钉触头挑选机就是其中之一,它通常应用于铆钉触头生产过程的挑选工序中,是提高生产效率及降低人工成本的必备生产设备之一。
目前,传统的铆钉挑选工作主要由人工完成,需要人工处理的缺陷主要存在以下方面:钉头表面掉沫、银面缺料、钉头毛刺、钉头开裂、钉头卷边、钉头漏铜、表面变色、钉头粘银粉、钉头擦边等外观缺陷;尺寸缺陷,比如钉头直径、钉头厚度、钉脚直径、钉脚长度等外形尺寸不合格。对于从事挑选工作的操作者而言,由于每批次的铆钉产量较大,产品外形尺寸一般都按比例进行抽检,无法全检,这种情况下存在尺寸缺陷漏检的可能;而外观缺陷方面,人工检测的方法主要是把一批排列整齐的铆钉平铺在灯光下,以目测的方式从不同角度观察每粒铆钉的外观,将有瑕疵的铆钉挑选出来,每次检测约5 min,只能检测500粒~1000粒,每人每班挑选约80 000粒,检测效率较低;在质量把控上,因人而异,特别是较轻微的表面缺陷,难以准确判断;人工挑选存在误判,导致不良品的异常增加,降低了产品效益。随着客户对银基铆钉触头产品质量要求进一步提高,传统人工挑选存在的问题越来越凸现,已不能满足市场的需求,这些问题严重制约着铆钉触头生产工艺的发展,也难以提高企业的生产效率及降低人工成本。因此,研制铆钉自动化挑选设备取代人工挑选成为各相关企业关注的焦点。
针对上述问题,设计了一种基于基恩士图像处理器的铆钉自动挑选设备。利用PLC的各种逻辑控制功能,通过CCD图像处理器、硬件系统及软件系统的设计,解决传统人工挑选中的系列问题。
1 工作原理分析
CCD图像处理器属于机器视觉的一种具体的表现形式,而机器视觉是人工智能正在快速发展的一个分支。简单说来,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,得到被摄目标的形态信息,将像素分布和亮度、颜色等信息转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。设备原理示意图如图1所示。
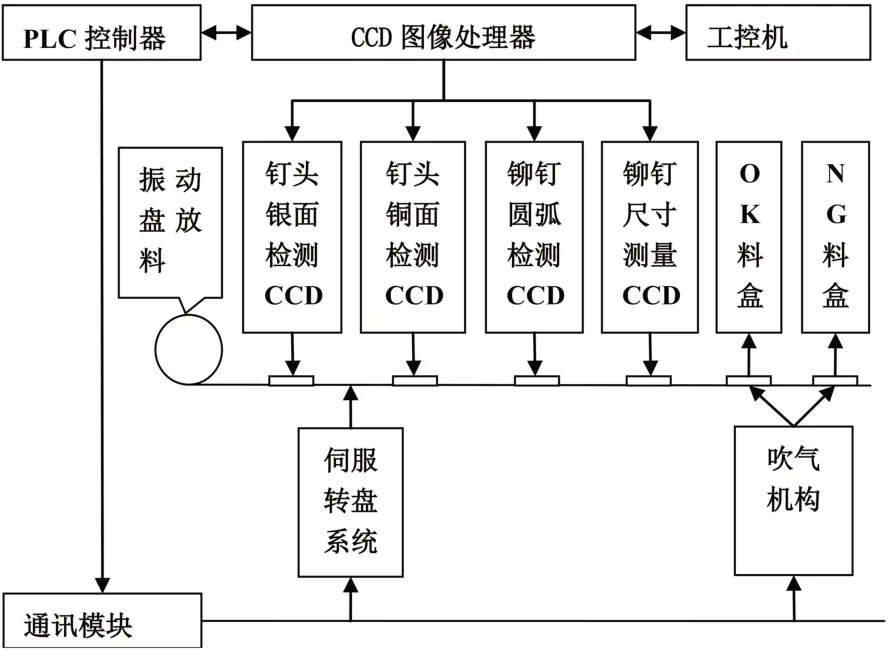
图1 设备原理示意图
首先,铆钉样件通过振动盘辅助自动上料,把铆钉样件运送到圆形玻璃盘上;其次,玻璃盘在设备的伺服控制系统下顺时针旋转,由玻璃盘上的光纤检测机构检测是否来料,当光纤检测机构检测到铆钉样件后,通过预先设置的每个CCD工位具体编码器位置,PLC在相应的位置上输出信号对图像处理器进行触发拍照;图像处理器快速进行机器视觉识别、判断及输出反馈信号给PLC,PLC根据图像处理器反馈结果对吹气机构进行OK或者NG信号输出。PLC在设备中对各执行机构进行各种逻辑控制,控制管理各个工业相机、电气部件、气动电磁阀等机构。CCD图像处理器是铆钉挑选设备的核心配件,用于分析、计算图像。铆钉的影像检测软件直接运行在图像处理器上,把数据传送给PLC控制器及工控机。工控机在设备中主要用于统计各种瑕疵占比,方便技术人员进行数据分析。伺服控制系统用于带动玻璃盘稳定转动,运送铆钉样件进行拍照或剔除。CCD工业相机、镜头以及光源在设备系统中有一组或多组拍摄站点,每一台工业相机配一个相机镜头及光源,用于对待测样件拍照以供分析。吹气机构使用工业高速电磁阀,在PLC输出控制下用于剔除不良待测样件。此外,CCD图像处理器提供各种外观检测功能及尺寸检测功能,通过设置不同规格产品相关参数,可以方便灵活地更换多种不同规格的铆钉产品,提高设备的通用性。
2 控制系统设计
2.1 硬件结构
铆钉挑选设备控制系统的硬件部分主要由PLC、触摸屏、工控机、高透明度玻璃转盘、高速振动盘、伺服控制系统、CCD图像处理器、对射漫反射型光电传感器、铝合金整体式机架及工业高速电磁阀等部件组成。PLC选用信捷XD5系列,CPU型号为XD5-32T4-E,此模块自带18入/14出的NPN信号接口,AB两路RS485通讯接口,支持X-NET现场总线功能,支持高速计数(高达80 kHz),具有2~4轴脉冲输出(高达100 kHz)、频率测量等特殊功能,支持1~16个扩展模块。考虑到PLC需要与转盘伺服控制系统及CCD图像处理器通讯,本设备采用modbus RTU通讯,以PLC为主站,其他功能系统为从站的通讯方式。该通讯方式通常可连接31个从站同步运行。玻璃转盘伺服控制系统采用脉冲型伺服驱动器,它分为三种控制方式:位置控制、速度控制、转矩控制。其输入形态可分为:脉冲+方向、AB相脉冲、CW/CCW信号三种电信号;对射漫反射型光电传感器使用0~24 VDC直流NPN信号输出,其功能主要是检测铆钉是否上料正常,是否缺料停机等。触摸屏使用信捷TGM465系列,通过RS232通讯接口与PLC通讯。其总控制系统结构原理如图2所示。
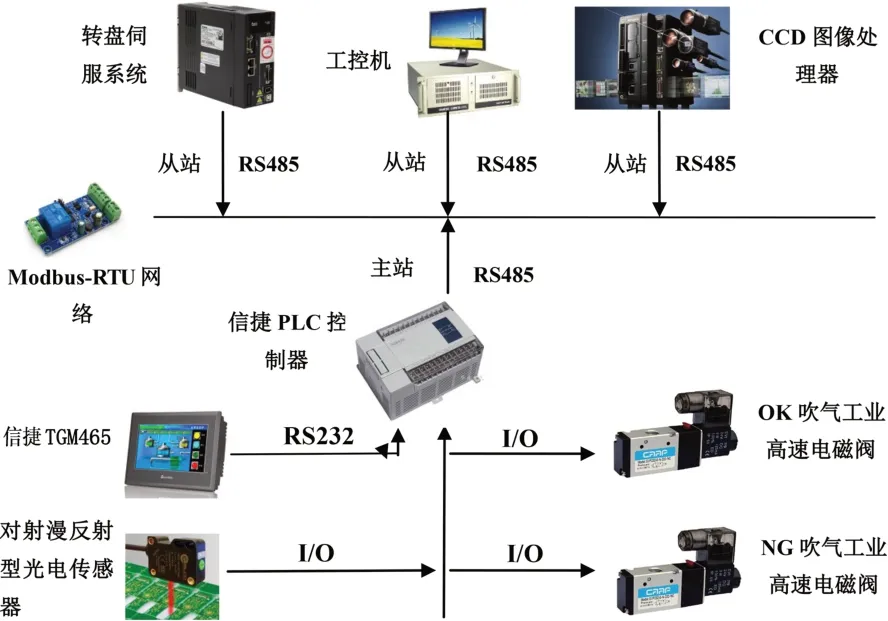
图2 控制系统结构
2.2 软件功能设计
铆钉挑选设备控制系统的软件设计主要是PLC程序设计、工控机统计软件设计、触摸屏页面组态设计。PLC主程序主要包括系统参数初始化,铆钉来料检测设计、缺料停机设计、CCD图像处理器检测设计、OK与NG产品吹气控制设计、转盘伺服电机设计及接受触摸屏参数设置设计。主程序流程如图3所示。

图3 主程序流程
工控机统计软件设计主要应用C#在.net平台上开发,数据库采用微软SQL Server 2017版。当设备开始运行时,通过串口通信硬件及软件读取CCD图像处理器及PLC上数据块的相关数据,判断设备的启停时间及当前铆钉检测数、瑕疵类型数量、每种瑕疵数量、图像处理器二值化数值等信息,设计出公差范围、合格率、过小不良率、过大不良率等统计分析表,同时显示其图像信息。
触摸屏的组态设计主要是面向人机交互的界面。设计显示当前铆钉检测数、铆钉最大检测数量、转盘伺服电机转速、当前运行检测速度等信息。此外,需要设计能够实现触摸屏控制铆钉挑选设备的运行及停止,根据不同的铆钉规格设置相应的检测转速,形成检测工艺参数配方库。在使用设备前调取所需的检测工艺配方,即可进行相关铆钉规格产品的自动化检测,降低操作人员的操作难度及技术要求,确保了挑选工艺的稳定性。
经过设计开发,结合振动盘的上料速度及铆钉的形状特性,设备的实际运行速度达到600粒/min,效率远大于人工挑选,且实现了铆钉挑选的全选。
3 结束语
本研究通过对一种图像识别技术在铆钉触头挑选设备中的设计研究,运用PLC、工控机、CCD图像处理器、对射型光电传感器和伺服驱动器实现了对银基铆钉触头的自动控制挑选,基本满足了铆钉触头挑选工艺需求。该设备的运用取代了人工挑选,有效提高了银基铆钉触头挑选的自动化程度和生产效率,减少了人力资源消耗,降低了生产成本。