抽水蓄能电站非金属导叶轴瓦加工工艺浅析
2024-02-28惠振国王焕河张成华穆君雄沈浩玮王华信
田 凡,惠振国,王焕河,张成华,穆君雄,沈浩玮,王华信
(湖北白莲河抽水蓄能有限公司,湖北 黄冈 438600)
0 引言
抽蓄单位采用轴瓦的设备部件主要集中在导叶、球阀枢轴等旋转部位,主要分为金属材质与非金属材质,金属材质轴瓦多采用金属自润滑型式,根据安装部位尺寸定制,大部分金属轴瓦在安装现场不需要进行二次加工直接安装。非金属材质轴瓦主要有Orkot,Ptfe等,非金属轴瓦在现场需要根据实际安装尺寸进行冷冻精加工。
金属材质轴瓦以金属作为基体,具有良好的减摩、耐磨与减震性能。较非金属材质具有更好的机械强度,同时具有固体润滑的优良性能,但因自身材质导致轴瓦重量较非金属材质更重,制作成本一般也更高。非金属材料轴瓦成品较为轻便,可承受一定冲击载荷,可塑性、跑合性良好,耐磨、耐腐蚀,成本相较于金属自润滑轴瓦要低。两种材质轴瓦可以根据电站不同使用部位、不同温度、湿度、动作频次等因素进行选用。系统内宝泉公司、莲蓄公司等单位的导叶轴瓦均采用了Orkot-txmm非金属材料,该材料在水中热膨胀系数为小于壁厚的0.1%,能够较好满足现场应用需求。
本文提供了湖北白莲河抽水蓄能电站(简称莲蓄电站)活动导叶上、中、下非金属轴瓦加工工艺,并介绍了加工过程中可能存在的主要问题及解决思路,对同类电站具有一定的借鉴意义。
1 导叶轴瓦介绍
莲蓄电站活动导叶共计20个,导叶为控制环集中控制,设上、中、下3部轴承,单个导叶总高度2 902.2 mm,叶片高度794 mm,单个导叶重量2 179 kg,导叶材料为ASTM A743 CA6 NM,导叶上轴颈设计值为290e8,中轴颈及下轴颈为310e8,自投产以来总体运行情况良好,轴瓦未发生烧损、断裂等问题。2019年3号机组A修,对导叶轴瓦进行了拆卸、检查及更换,轴瓦检查总体情况良好,大部分轴瓦的磨损值在正常范围内,检查情况见图1。

图1 导叶下轴瓦
2 现场加工流程
现场安装轴瓦需要将轴瓦嵌套安装进轴钢套内,轴瓦与钢套采用过盈配合,防止轴瓦与钢套出现相对滑动。主要流程如下:
2.1 拆除导叶上、中、下轴瓦
(1)拆除导叶套筒,破拆内部导叶上轴瓦及中轴瓦。
(2)待导叶、顶盖及转轮吊出后,逐个破拆导叶下轴瓦。
(3)拆除后的导叶轴瓦统一放置。
2.2 导叶上、中、下轴颈测量
(1)使用外径千分尺分别对导叶上、中、下轴颈进行测量并做记录。
(2)为确保数据准确由不同人员进行复测并记录数据。
(3)整合两次测量数据,确认最终导叶上、中、下轴颈数值。
(4)加工前对电厂所采购的导叶轴瓦进行尺寸(高度、内径、外径)复测,确保所加工的轴瓦规格正确。
2.3 导叶上、中轴瓦内径加工方法
(1)先利用液氮将上轴瓦、中轴瓦进行冷冻,分别安装在对应的导叶套筒内,冷冻时间约15 min。
(2)将导叶套筒运至加工厂,按照加工尺寸进行轴瓦的内径加工。
上、中轴瓦内径加工尺寸说明:导叶加工设计图中允许间隙值为-0.191~-0.11 mm,轴瓦内径公差值为0~+0.052 mm,即间隙值为0.11~0.243 mm。本次加工选择间隙值为0.20 mm,即每个轴瓦内径加工尺寸为对应的导叶外径尺寸各增加0.20±0.02 mm。
2.4 导叶下轴瓦内径加工方法
(1)将20个导叶套筒以及两套由厂家提供的工装运至加工厂,准备足够的液氮。
(2)先利用液氮将下轴瓦进行冷冻,冷冻时间约10~15 min。
(3)将冷冻后的下轴瓦迅速安装在工装上,待恢复到环境温度后进行内径加工。
(4)按照加工尺寸进行下轴瓦的内径加工。
下轴瓦内径加工尺寸说明:导叶加工设计图中允许间隙值为-0.191~ -0.11 mm,下轴瓦内径公差值为0~+0.052 mm,即间隙值为0.11~0.243 mm。本次加工选择间隙值为0.17~0.20 mm,即每个下轴瓦内径加工尺寸为对应的导叶外径尺寸各增加0.17~0.20±0.02 mm。
(5)导叶下轴瓦加工过程中,先按照本加工尺寸说明加工两个导叶下轴瓦,运回现场进行回装实验,使用液氮冷冻下轴瓦15 min迅速安装至底环中,待恢复到环境温度后将导叶回装,导叶回装后如间隙符合要求,则按照本加工尺寸说明继续加工剩余的导叶下轴瓦,如回装后间隙不符合要求则按照实际情况对加工尺寸说明进行相应调整。
(6)下轴瓦内径加工尺寸计算见表1。

表1 下轴瓦内径加工尺寸计算表
2.5 导叶上、中、下轴瓦加工后测量调整
(1)加工后的导叶轴瓦对其进行内径测量,对每个导叶轴瓦分上、中、下3个部位进行测量,每个部位对称测量4个点,并记录测量数据。
(2)将测量后的导叶轴瓦内径与实际导叶外径进行对比检查是否满足间隙要求。
(3)导叶轴瓦回装后若局部间隙不符合,对局部导叶轴瓦使用砂纸或磨光机进行打磨使其符合标准要求。
3 加工过程中存在的主要问题
(1)莲蓄电站下轴瓦钢套与底环轴套孔为过盈配合,其中下轴瓦尺寸为389g6,底环轴套孔尺寸为389H7,配合间隙为0.018~0.111 mm,钢套与底环严密贴合,无法拔出,在机组A修过程中尝试利用千斤顶等工具拔出钢套,均未成功,若需拔出钢套则要进行破拆。
解决思路:制作与钢套尺寸一致的圆形工装,两瓣采用螺栓把合、销钉定位。现场加工时用工装替代钢套进行冷冻加工,加工完成后松开工装,对加工好的轴瓦再次进行冷冻、安装,工装实体如图2、图3。
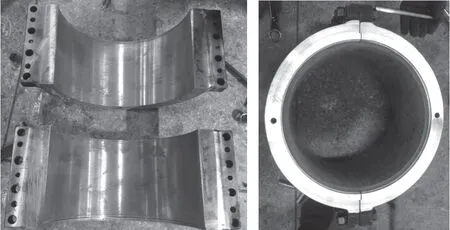
图2 下轴瓦工装

图3 原工装
(2)在加工厂进行轴瓦加工时发现工装存在形变,轴瓦在机床上无法定中心。
解决思路:经过多次测量发现原工装在轴瓦冷套后存在形变,分析为原工装厚度不足(20 mm)、工装两瓣把合定位销钉数量不够(每把合面1颗),更换厚度较大的工装(厚度40 mm)及增加把合面定位销钉(2颗)和止口解决该问题,原工装如图3,新工装如图4。

图4 新工装
(3)部分轴瓦加工完成后检测圆度发现不符合设计公差要求,经过现场测量及分析发现部分钢套本身圆度存在问题,按照标准公差放量加工后轴瓦圆度也不满足要求。
解决思路:对所有钢套内径尺寸进行复核,加工时按照偏差下限进行加工,轴瓦安装后进行复测,对超标部分现场手工进行精磨修正。
5 结语
本文提供了湖北白莲河抽水蓄能电站活动导叶上、中、下非金属轴瓦加工工艺,并介绍了加工过程中可能存在的主要问题及解决思路,对国内同类电站具有一定的借鉴意义。
