以效果为目标的激光机技术参数优化组合
2024-02-27梁鹏鹏孙耀星赵洪刚吴俊华刘明利李庆增
梁鹏鹏 孙耀星 赵洪刚 吴俊华 刘明利 李庆增
(北华大学吉林省木质材料科学与工程重点实验室,吉林省吉林市 132013)
自20世纪60年代起,激光加工技术作为一门新兴技术逐渐发展起来,因其具有方向性好、能量高度集中、单色性好等特点,被广泛应用于加工业[1-5]。近年来,随着我国木材加工工业和家具制造业出口方面获得较大发展,激光加工的木制品更是受到了人们的追捧和青睐[6-11]。虽然激光加工具有诸多优点,但若激光切削参数选择不合适,激光加工的优势效果就不能充分发挥[12-18]。本研究以柞木为例,研究进给速度、光强和镜头高技术参数组合对激光加工柞木切削效果的影响规律,以期找到最佳的技术参数组合,为生产实践提供技术指导。
1 材料与方法
1.1 试验材料
柞木[Xylosma congesta(Lour.) Merr.],含水率约为6.5%,尺寸为200 (L) mm × 200 (T) mm × 10 (R) mm,顺纹切削,激光切削长度180 mm。
1.2 试验仪器
CMA1390型CO2激光机,广东大族粤铭激光科技股份有限公司;VHX-2000型超景深三维显微系统、LJ -V7080型超高速轮廓测量仪,基恩士公司。
1.3 试验方法
根据前期经验[19-27],多因素技术参数之间具有交互作用,与单因素对切削效果的影响规律完全不同。此次研究采用正交试验法,分别针对缝宽和缝深进行主效应分析,着重于进给速度和光强的交互作用分析。
2 结果与分析
2.1 试验测量结果
根据L1643正交试验法的试验结果如表1所示(表中括号内数值为对应因素水平的具体值)。
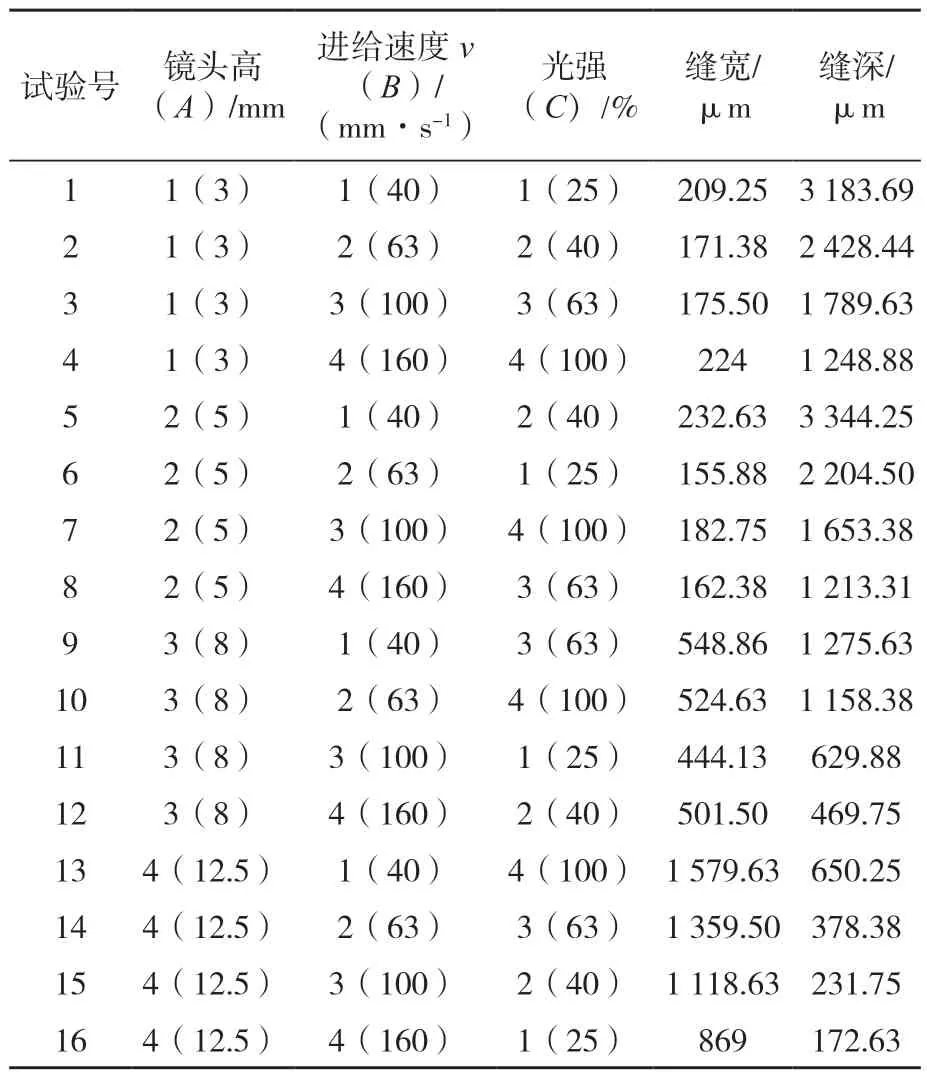
表1 激光切削柞木的试验结果Tab.1 Experimental results of laser cutting tussah
2.2 数据分析
2.2.1 缝宽分析
根据表1,各因素对缝宽的影响进行主效应分析和进给速度与光强的交互作用分析如图1和图2所示。
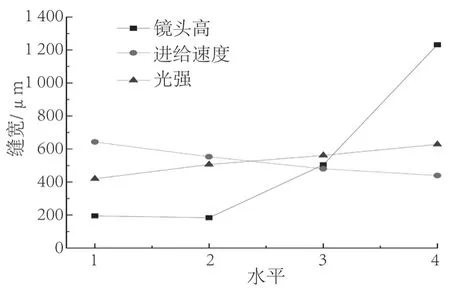
图1 各因素水平对缝宽的影响Fig.1 The influence of each factor level on seam width
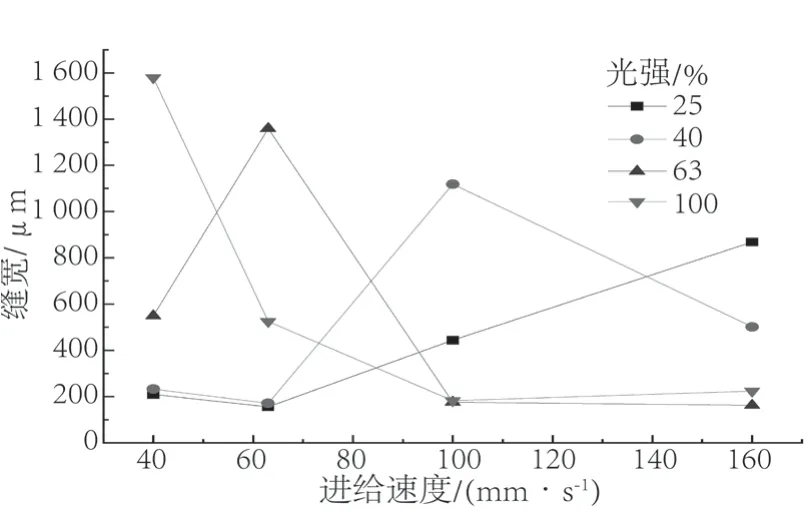
图2 进给速度与光强的交互作用对缝宽的影响Fig.2 Effect of interaction between feed speed and light intensity on seam width
由图1可知,单因素主效应如下:1)缝宽受镜头高影响最大。在镜头透镜焦距附近缝宽小,小于焦距时,缝宽增加,但增加幅度较慢;大于焦距时增加,增幅较快。2)进给速度单因素影响总体来说为近似反比例函数,速度越小,缝宽越大,但斜率较小。3)光强影响近似为正比例函数,光强越大,缝宽越大,但斜率较小。单因素影响下,进给速度和光强对缝宽影响斜率近似互为相反数。
光强体现激光能量大小,进给速度体现激光作用时间,镜头高体现光斑直径,即激光能量密度。单因素影响下,切削效果近似呈单调函数形式。能量大,作用时间长,在激光作用下燃烧的柞木越多,缝宽越大;镜头高超过焦距后,聚焦的激光又产生发散作用,随着镜头高增加,发散作用明显,缝宽急剧增加,其规律与常规思维相近。
对图2分析可知,低速(v≤63 mm/s)时,小光强(光强<50%)下,光强大小对缝宽影响程度很小,大光强才对缝宽影响较大。高速(v≥100 mm/s)时,大光强对缝宽影响反而变小,小光强的影响变大,但不是单调的。这说明在低速时,激光能量只有积累到一定程度才能成为主效应。高速时,作用时间超过了激光能量成为主效应。光强为25%时近似单调递增;光强超过25%到接近100%时,缝宽随进给速度变化是波动的,波动规律区别很大;光强为100%时是单调递减。这说明激光机的技术参数对缝宽影响的交互作用明显,完全打破了单因素影响规律。
多因素作用下产生交互作用,在不同的取值范围,各因素的影响主次不同,造成切削效果变化规律非常复杂。这也是激光机技术参数合理组合确定的难点所在。
对数据进行方差分析,在低速小光强和高速大光强下,影响缝宽的主次因素为:镜头高>进给速度>光强;在低速大光强和高速小光强下,影响缝宽的主次因素为:镜头高>光强>进给速度。因此,在激光加工柞木时需要大缝宽时,可以采用A4B1C4或A4B2C3的技术参数组合。在需要小缝宽时,可采用A2B2C1的技术参数组合。
2.2.2 缝深分析
根据表1,各因素对缝深的影响进行主效应分析和进给速度与光强的交互作用分析,如图3和图4所示。
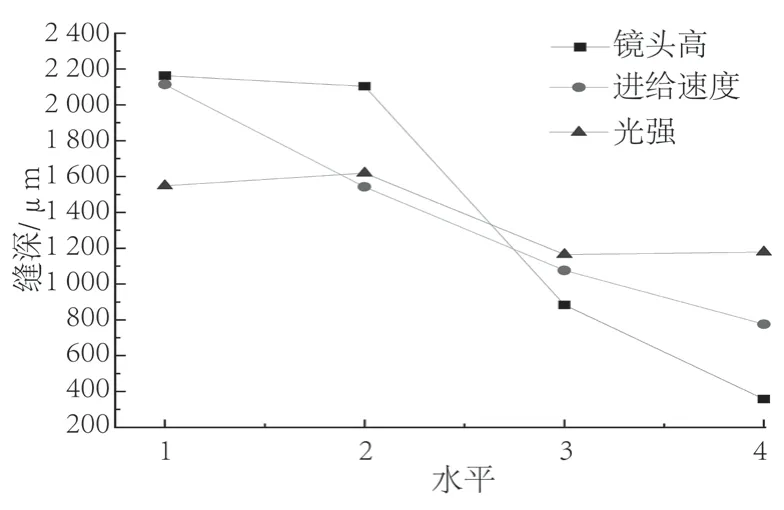
图3 各因素水平对缝深的影响Fig.3 The influence of each factor level on seam depth
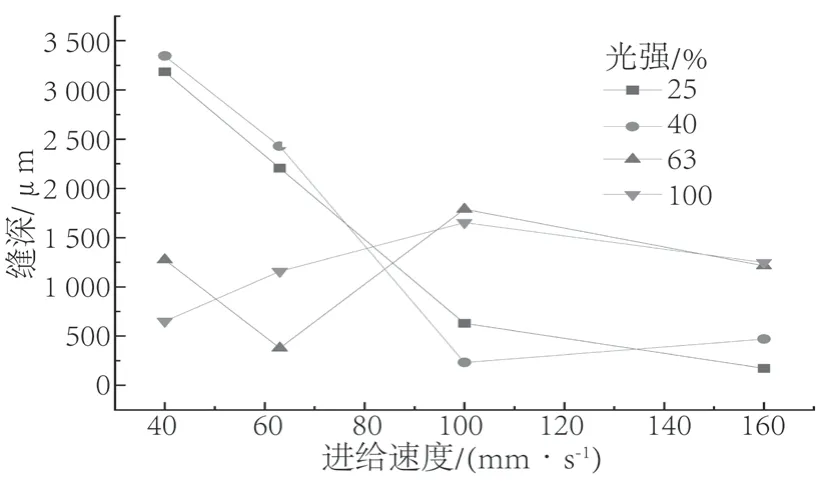
图4 进给速度与光强的交互作用对缝深的影响Fig.4 Effect of interaction between feed speed and light intensity on seam depth
由图3可知,单因素主效应如下:1)缝深受镜头高影响最大。在镜头透镜焦距附近缝深较大,小于焦距时,缝深变化很小;大于焦距时减小,减小速度逐渐变慢。2)进给速度单因素影响总体来说为近似反比例函数,速度越小,缝深越大。3)光强对缝深影响不大,中小光强下,缝深较大,而大光强下,缝深反而较小。
从图4可知,随进给速度增加,小光强下缝深曲线近似呈单调递减,递减速度很快;大光强下呈波动形状,速度超过100 mm/s后,波动幅度较小。低速时,小光强下的缝深反而比大光强下的缝深大,这与常规认识完全相反。高速时,大光强下的缝深才比小光强下的缝深大。这说明激光能量对缝深效应在低速时比高速大,即低速时为主效应。
通过以上分析可知,在低速大光强和高速小光强下,影响缝深的主次因素为:镜头高>进给速度>光强;在低速小光强和高速大光强下,影响缝深的主次因素为:镜头高>光强>进给速度。
因此,在激光加工柞木时需要较大缝深时,可以采用A1B1C1或A2B1C2的技术参数组合。在需要较小缝深时,可采用A4B3C2或A4B4C1的技术参数组合。
3 结论
本文探究了CO2激光切削柞木时,激光切削工艺参数对其切削质量的影响,主要得出以下结论:
1)影响缝深、缝宽的主要因素为镜头高。技术参数调整应首先确定合理的镜头高,其次根据缝宽的大小或切缝的深浅来确定进给速度和光强。
2)进给速度与光强之间的交互作用较为明显,与单因素影响规律完全不同,给激光机技术参数合理组合的确定带来了复杂性。低速大光强和高速小光强下,缝宽主要受光强影响,缝深主要受进给速度影响。在低速小光强和高速大光强下,缝宽主要受进给速度影响,缝深主要受光强影响。低速时,需要大缝深时无需一味地采取增加光强的措施。
3)在实际生产中,可根据所需的不同切削效果来确定最佳组合技术参数,如激光切削含水率约为6.5 %的柞木,为得到缝深约3 000 μm,缝宽约200 μm,可采用镜头高5 mm,进给速度40 mm/s和激光强度40%。
4)激光机技术参数单因素对切削效果的影响规律都近似呈单调形式,但交互作用下其规律很不规则,这说明各因素之间存在着很大的交互作用。现有研究中对单因素变化规律和多因素组合研究较多,但多因素之间的交互作用研究非常少,因此各因素之间的交互作用将作为以后研究的重点。
