大型转子锻件锻造常用压实方法 数值模拟对比分析
2024-02-23张建国时立佳刘金恒常耀东李成本
张建国 时立佳 刘金恒 常耀东 李成本
(1.天津重型装备工程研究有限公司,天津 300457; 2.一重集团大连工程技术有限公司,辽宁 大连 116600)
为节约能源,提高热效率,发电设备正向着大容量、高参数方向发展。机组的大型化也带来转子锻件的尺寸、重量的增加,对材料的力学性能要求也越来越高。原始钢锭越大,其内部缺陷就越多,转子锻件的压实过程是改善缺陷、提高转子质量和性能的重要方法[1]。不同压实方法采用不同砧型,不同砧型在锻造过程对转子性能产生重要影响,为了得到质量高,性能好的转子锻件,必须选择合适压实方法[2-3]。自20世纪70年代以来,国内外大锻件生产厂家不断研究开发了KD法、FM法、WHF法等。KD法是中国一重创造的宽砧大压下量法,与WHF的区别是砧型不同,拔长效率KD法大于WHF,但WHF法所需压机吨位较小[4]。FM法是免除曼内斯曼效应的锻造法,锻件心部不产生拉应力[5]。本文以199 t钢锭为研究对象,设计了不同方案对三种压实方法进行对比,分析不同方法的压实效果,为实际生产时压实方法的选择和合理搭配提供依据。
1 前处理模型设置
选择材料为30Cr2Ni4MoV的199 t钢锭为坯料进行锻造,初始温度为1220℃,模拟实际锻造工况,空冷约10 min后进行拔长。三种不同方法使用的辅具为:KD(1500 mm上下V砧),WHF(1500 mm上下平砧),FM(1500 mm上平砧、下平台)。摩擦系数设置为0.7,传热:坯料与空气为0.02 N/s/mm/℃,坯料与附具为2 N/s/mm/℃,压下速度为10 mm/s。图1为三种不同拔长模型。
2 不同压实方法数值模拟对比
为对不同压实方法下坯料心部压实效果进行对比,选取目前常用的几个指标进行对比,模拟单砧压实时,选用等效应变、静水应力、最大主应力和Q值进行对比;模拟一次镦粗拔长和两次镦粗拔长时,选取等效应变和Q值进行对比。Q值为应力三轴度积分值,表征能量,后文简称Q值,计算公式为:
式中,ε为应变。等效应变和Q值越大,说明压实效果越好;静水应力和最大主应力值则是越小,表征压实效果越好。一般认为坯料心部等效应变值>1.2或Q值>0.8时,可保证锻件心部的充分压实(假设坯料心部存在孔洞)。
2.1 单砧压下情况对比
(1)单砧压下时砧下全截面应力应变状态变化情况
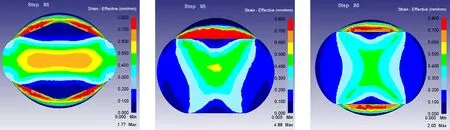
图2为单砧压下时,三种压实方法在不同压下率时的等效应变分布情况。压下率设置为30%。随着压下量增加,应变由砧下变形死区扩展到心部,后期心部区域等效应变值最大,在相同的压下率,KD法心部首先出现变形,且随着压下率增大,等效应变数值增加较快,等效应变表征的压实效果KD法>FM法>WHF法。
KD FM WHF
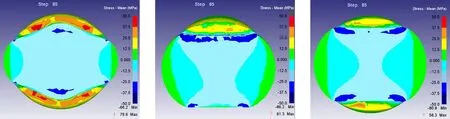
图3为单砧压下时,三种压实方法的全截面静水应力分布情况,压下的全过程,坯料全截面静水应力始终为压应力,随着压下量增加,静水应力负值增加,砧下区域至心部的压应力值递减,在相同压下率下,静水应力表征的压实效果KD法>FM法>WHF法。
KD FM WHF
图4为单砧压下时,三种压实方法的最大主应力分布情况,压下初始,坯料砧下区域最大主应力为压应力,心部区域为拉应力,随着压下量增加,最大主应力负值区域由砧下区域扩展到心部,KD法在压下率5%时,心部最大主应力已经为压应力。在相同压下率下,最大主应力表征的压实效果KD法>FM法>WHF法。
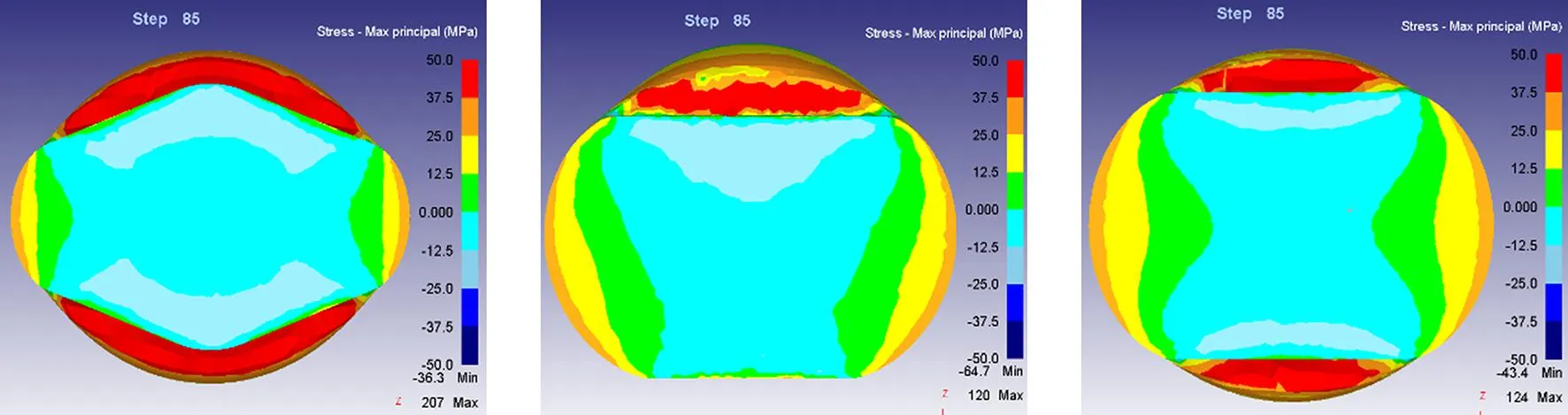
图4 不同压实方法最大主应力分布情况(压下率30%)
(2)单砧压下时心部点压实指标对比
如图5所示,取砧下中心点及X、Y、Z方向距其250 mm等距离的六个点的平均值计算各项应力应变指标值。
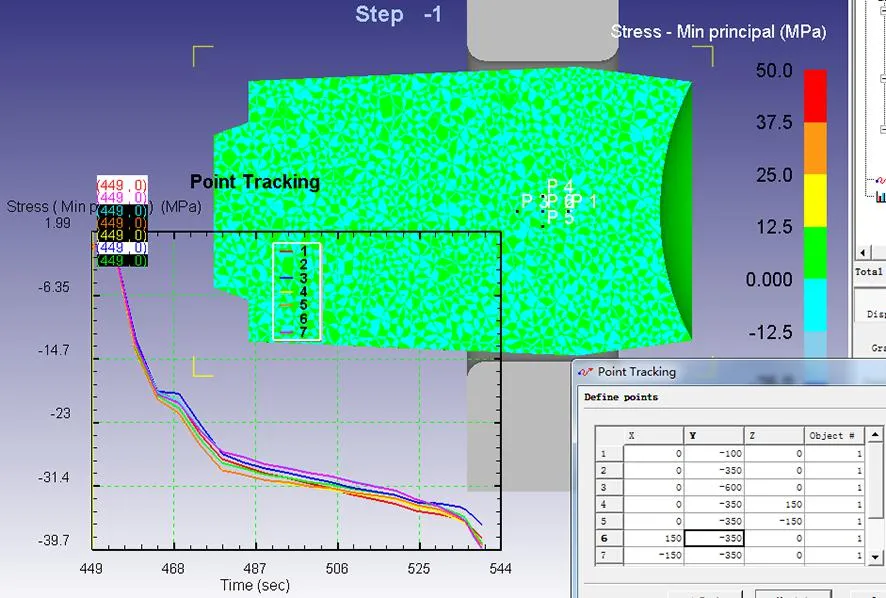
图5 心部追踪点示意图
图6为三种不同压实方法的等效应变值随压下率变化情况,随压下量增大基本呈线性增加趋势,KD法斜率较WHF法及FM法大。在压下率达5%~7%时,心部开始产生变形,心部应变值达0.3时,KD法在压下率约18%,FM法及WHF法约23%~24%。等效应变值KD法最大,另外两种方法接近。

图6 不同压实方法的等效应变值随压下率变化情况
图7为三种不同压实方法的静水应力值随压下率变化情况,压下过程中坯料静水应力都始终为压应力,随着压下量增加,静水应力负值增加,在相同压下率下,静水应力状态KD法>FM法>WHF法。
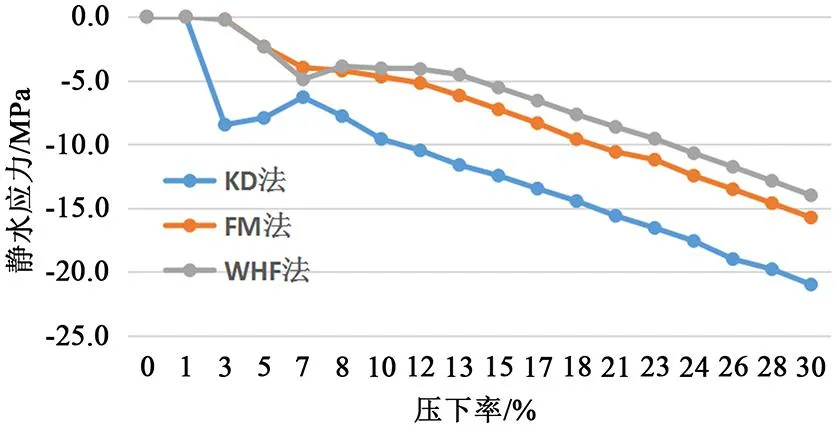
图7 不同压实方法的静水应力随压下率变化情况
图8为三种不同压实方法的最大主应力值随随压下率变化情况,随着压下量的增加,最大主应力先增大后减小,由拉应力逐渐转变为压应力。KD法拉应力最大值在压下率约7%~8%之间,为2.5 MPa,在压下约13%时转变为压应力状态;WHF法与FM法最大值在压下率约10%~13%之间,为5.5 MPa,在压下约21%时转变为压应力状态。KD法最优,另外两种方法接近。
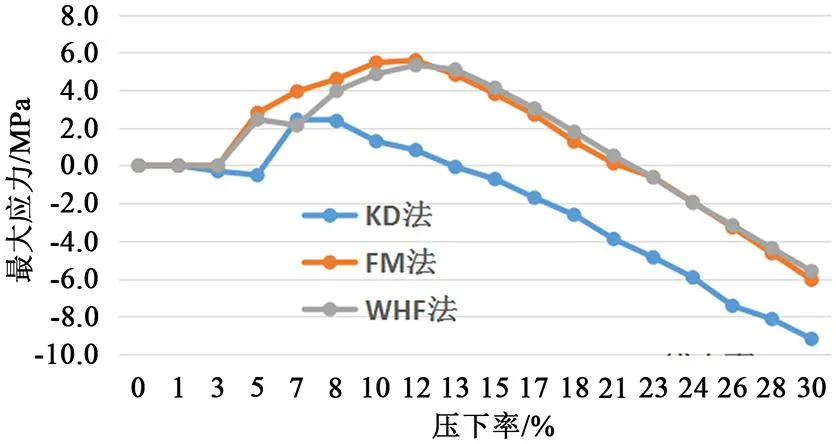
图8 不同压实方法的最大主应力随压下率变化情况
图9为三种不同压实方法Q值随压下率变化情况,在压下全过程Q值随着压下量增加而增加,其中KD法Q值最大,WHF和FM相差不大。在相同压下率下,Q值KD法>FM法>WHF法。
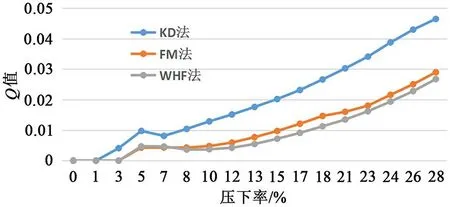
图9 不同压实方法的Q值随压下率变化情况
综上所述、通过等效应变、静水应力、最大主应力及Q值等指标的对比分析,可知在单砧压下30%的情况下,各向指标值表征的压实效果趋势为KD法>FM法>WHF法,且KD法优势显著,在单砧压下时KD法效果最为明显与坯料初始为圆截面有较大相关性。
2.2 一次镦粗拔长后压实效果对比
在后续的一次镦粗拔长和两次镦粗拔长过程数值模拟对比分析中,同时考虑不同压下顺序、及不同错砧量的影响,其具体表示方法:
KD-CBZ:KD法,压完一道次后错半砧压下;
KD-0.3:KD法,压完一道次后错1/3砧压下;
KD-SM:KD法,水冒口交替步砧压下;
其它方法规则同上;
FM-1800:FM法,砧宽1800 mm;
WHF-1700法:WHF法,砧宽1700 mm。
钢锭选用199 t上注锭,钢锭平均直径约2700 mm。第一次镦粗比约1.8,拔长比约2.5。以锭身冒口端冒口线为零点,每隔200 mm取一点,共取14个点,均匀分布在轴身心部,如图10所示,其中P4-P12之间一般为锻件轴身范围。
一次镦粗拔长后,三种不同压实方法等效应变的分布情况如图11所示。在此对FM法增加了1800 mm砧宽的对比,从图中可见三种方法的等效应变最大值都分布在坯料心部,KD等效应变分布均匀,FM和WHF等效应变分布不均,FM法最大值范围较KD法略大,WHF心部等效应变最大值区域较KD法和FM法小。1800 mm砧宽的FM法的心部等效应变最大值区域显著大于1500 mm砧宽的FM法,说明在大砧宽比压下有利于坯料心部压实,其余传统理论和文献结论一致。

KD FM WHF FM-1800 mm
图12为不同压实方法及压下方案下等效应变对比,可见其指标表征压实效果为FM-1800>FM>KD≈WHF,由图可见不同压下顺序及不同的错砧量压下时,等效应变值在锻件轴向皆呈现中间大、两端小的分布,最大值区域皆在锻件中心,随着不同压下顺序其最大值范围略微向相应方向移动,但总体看影响不大。
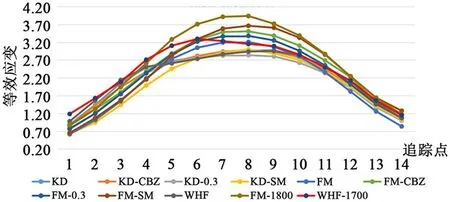
图12 不同压实方法及压下方案下等效应变对比
图13为不同压实方法及压下方案下Q值对比,总体情况FM-1800>KD>WHF-1700≈FM>WHF,FM-1800法较其它方法优势显著,WHF法与其它两种方法对比相差较多,WHF-1700冒口端数值与KD接近,但水口端数值较差,不同压下顺序及错砧方式压下时,对数值影响不大,最大值区域分布随压下顺序不同在轴向相应移动。

图13 不同压实方法及压下方案下Q值对比
综上可见,钢锭一次镦粗后,采用不同压实方法进行拔长,其心部等效应变、Q值分布规律基本一致,不同压实顺序和错砧量对指标值影响不大,最大值区域分布随压下顺序不同在轴向相应移动,规律是先压下部位心部值相对较大。轴身区等效应变值三种方法基本都能满足压实要求(>1.2),但Q值都未能完全满足要求。总体指标表征压实效果为FM法最优,KD法次之,但指标值相差不大。
2.3 第二次镦粗拔长后压实效果对比
在前文第一次镦粗拔长数值模拟时已对不同压实方法、不同错砧方案和压下顺序压实后坯料心部的压实效果进行对比,二次镦粗拔长分别模拟KD法、WHF法和FM法三种方法相互搭配使用时心部的压实效果进行对比。在进行第二次镦粗拔长时,坯料继承第一次镦粗拔长后参数,KD-KD表示两次KD法拔长、KD-FM表示第一次拔长使用KD法,第二次拔长使用FM法。图14为第二次镦粗拔长示意图。
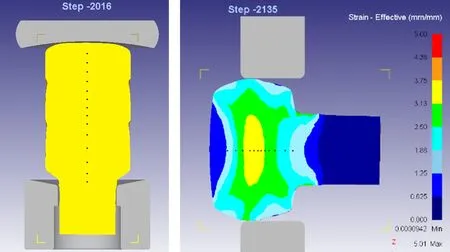
第二次镦粗 第二次拔长

KD-KD KD-FM FM-FM FM-KD WHF-WHF
图15、图16为坯料心部等效应变分布和对比。由图15可见,KD-KD法的等效应变分布最均匀,FM-FM、KD-FM的等效应变最大值区域明显较大,WHF-WHF法的等效应变最大值区域最小。由图16可以看到,等效应变值总体情况为FM-FM法、KD-FM法、FM-KD法及KD-KD法接近,都显著优于WHF-WHF法,坯料中部等效应变值顺序FM-FM法>KD-FM法>FM-KD法>KD-KD法>WHF-WHF法。

图16 不同压实方法搭配下等效应变值对比
由图17可见KD及FM法两次镦粗拔长后整体Q值分布接近一致,数值大小方面FM-FM≈FM-KD>KD-KD≈KD-FM。与第一次镦粗拔长后结果对比可见坯料截面接近方形或多边形时,FM法应力状态与KD法相当。
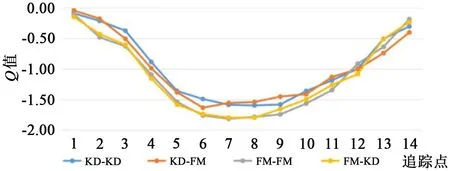
图17 不同压实方法搭配下Q值对比
可见在进行完两次镦粗拔长后,三种方法搭配下坯料心部等效应变、Q值分布规律与第一次镦粗拔长相同,等效应变值和Q值整体相差不大,两次WHF法等效应变值略小一些,但经过两次镦粗拔长后,其等效应变值和Q值都已远超心部压实的临界值。
3 结论
(1)单砧压下时,通过对等效应变、静水应力、最大主应力及Q值等指标对比,表征的趋势为KD法>FM法>WHF法,且KD法优势显著,与坯料初始为圆截面有较大相关性。
(2)钢锭经一次镦粗后,采用不同压实方法进行拔长,其心部等效应变、Q值在锻件轴线分布均呈现中间大、端部小的规律,不同压下顺序时,先压下部位心部指标值略大,不同错砧量对指标值影响不大。总体指标表征压实效果为FM法最优,KD法次之,但指标值相差不大。轴身区等效应变值三种方法都能满足压实要求,但Q值都未能完全满足要求。
(3)钢锭两次镦粗拔长后,三种方法搭配下坯料心部等效应变、Q值整体相差不大,两次WHF法等效应变值略小一些,但经过两次镦粗拔长后,其等效应变值和Q值都已远超心部压实的临界值。
(4)通过不同压实方法对199 t钢锭进行两次镦粗、拔长数值模拟对比分析,可知目前行业内常用的WHF法、KD法及FM法对锻件心部的压实效果相差不大,从绝对值比较FM法和KD法略优一些,但都能充分满足坯料心部的压实要求,保险系数较高。实际选用时可根据锻件特点及实际工况条件进行搭配使用。
