微纳尺度气液传质强化油品催化加氢反应
2024-02-23王立华蔡苏杭江文涛罗倩罗勇陈建峰
王立华,蔡苏杭,江文涛,罗倩,罗勇,陈建峰
(北京化工大学教育部超重力工程研究中心,北京 100029)
近些年,我国炼油能力持续较快增长。截止2021 年末,我国炼油规模已达到9.1 亿吨/年[1]。原油需要进行二次加工处理,其中氢气参与的多相催化反应,如加氢预处理、加氢裂化、加氢精制等占原油加工能力的近80%。加氢反应一方面可以脱除油品中的氮、硫、微量金属等杂质,提高油品质量;另外一方面,可以将重油轻质化进行下一步处理生产燃料油等[2-4]。
滴流床是目前工业上常用的加氢反应器之一[5],其中气相为连续相,液相为分散相。液体以液滴、液膜、液线等形态流过催化剂床层,气液两相可并流或逆流操作[图1(a)]。反应器中一般通入极过量的氢气来实现加氢反应(以柴油加氢为例,如果满足理论氢耗需要的氢油比为30~60 的情况下,实际操作的氢油比达到300~600)。未反应的氢气经处理后,通过循环氢压缩机增压与新鲜氢气混合后再次进入到反应器中循环使用[5]。该工艺有以下特征:①气相在反应器中作为连续相,其比热容小,移热能力较差;②液相在单一重力作用的驱动下流经催化剂床层,一旦在催化剂床层中分布不均,容易形成沟流等,使得催化剂的利用效率下降;③为了强化气液传质和移热,过量的氢气通过氢压缩机循环回到反应器,不仅增大了能耗和安全风险,还增加了装置的固定投资[6-8]。随着我国“双碳”战略的实施,节能减碳、提质增效成为了石化行业发展的迫切需求[9]。因此,开发新的节能加氢工艺是油品催化加氢反应面临的重要挑战。

图1 不同加氢工艺对比
近些年发展的液相加氢技术,将气液固三相的催化加氢反应变为液固两相催化加氢反应,即通过将氢气溶解、混合到液相中,使气液两相合为“液相”[10][图1(b)]。相较滴流床加氢工艺,液相加氢技术减少了循环氢净化系统及压缩机等设备,可大幅降低一次性投资成本及运行能耗[11-13]。另一方面,液相作为连续相的操作方式提高了催化剂的利用效率,且液体的比热容大,催化剂床层温升较小,延长了催化剂的使用寿命[14-16]。以泉州石化375万吨/年柴油加氢装置为例,相较于滴流床加氢技术,液相加氢技术的年节约能耗成本约为4324万元(表1),经济效益显著[17]。但是目前油品的液相加氢工艺,仍存在由于气液传质速率低于本征反应速率导致的溶氢和补氢不及时等问题[18]。微纳气泡具有比表面积大、停留时间长、气泡内外压差大等特点,能够显著提高微纳尺度的气液传质速率,有望应用于油品液相加氢过程,提高油品加氢效率,助力石化行业高质量发展。
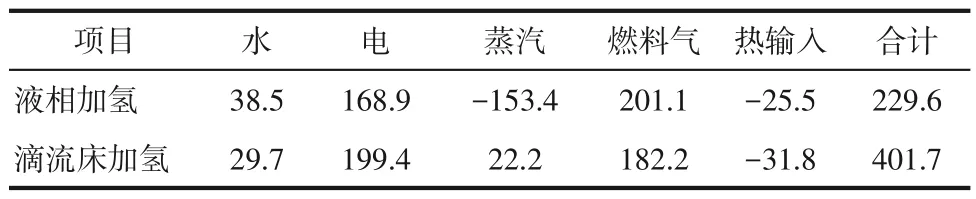
表1 泉州石化柴油液相加氢技术与滴流床加氢技术的能耗对比 单位:MJ/t
本文以微纳气泡为例,首先总结了微纳气泡的特点、传质特性及主要产生方式,简述了微纳尺度气液传质强化油品加氢过程可行性的理论判别,并对目前微纳尺度气液传质强化在油品液相加氢工艺中的相关研究及工业应用进行了综述,最后分别从科学基础和工程应用的角度分析了微纳尺度气液传质强化油品液相加氢面临的挑战以及未来的研究方向。
1 微纳尺度气液传质
微纳尺度气液传质指的是气液两相中有一相处于微纳尺度情况下(液体为微纳米液滴或者气体为微纳气泡),在气液两相界面上发生的传质现象。微纳液滴传质在以往的文献中已有较多论述[19-24],本文主要讨论微纳气泡强化的气液传质过程。
1.1 微纳气泡的尺寸定义
目前,对于微纳气泡的尺寸定义不太明晰。王甲妲等[25]把气泡直径处于几十纳米到十微米之间的气泡定义为微纳气泡。Agarwal 等[26]将特征尺寸介于10~50μm 和小于200nm 的气泡分别定义为微气泡和纳米气泡。Takahashi等[27]定义微气泡为直径小于或等于50μm 的气泡。Swart 等[28]则采用的是ISO/TC 281 中关于“fine bubble”的定义,其中将直径小于100μm 的气泡定义为“fine bubble”,进一步将尺寸介于1~100μm 的气泡定义为微气泡,尺寸小于1μm的气泡定义为“ultrafine bubble”[29]。Kawahara等[30]将直径小于几百微米的气泡定义为微气泡。可以看出,目前对于微纳气泡尺寸的界限定义得比较模糊,为了更好将纳米气泡、微气泡和毫米气泡三者进行区分,一般将直径介于1nm~1μm的气泡定义为纳米气泡,直径介于1μm~1mm的气泡定义为微气泡,直径大于或等于1mm 的气泡定义为毫米气泡[31-36]。在本文中,所提到的微纳气泡指的是直径介于1nm~1mm的气泡。
1.2 微纳气泡的特征
微纳气泡具有非常多的优点,如停留时间长、气液接触面积大、气泡气液两侧压力差大、表面带负电、能自发产生自由基等。本小节主要围绕微纳气泡气液传质过程的重要特征参数(上升速度、气液接触面积、气泡气液两侧压力差)进行论述。
1.2.1 上升速度
工业设备中,如吸收器[37-38]、浮选罐[39]、鼓泡塔[40]、气液搅拌反应器[41]等,普遍存在气泡上升的过程。气体在液相中的上升速度(在静止液体中一般称为终端上升速度,在流动液体中一般称为滑移速度)是一个重要的参数,影响气相停留时间以及界面传递的接触时间[42-45],进而影响设备的性能。
液体的物理性质显著影响微纳气泡的上升速度[46]。微纳气泡由于体积小,雷诺数较小(Re≤1),使得微气泡一般呈球形,有时像刚性球体颗粒。因此,在静止液体中,微纳气泡的终端上升速度可以通过力平衡来粗略地进行计算,其计算方法与固体颗粒沉降速度计算方法相似[42]。气泡的浮力可以表示为式(1)。
式中,Fb为考虑重力的气泡浮力,N;ρL为液体的密度,kg/m3;ρG为气体的密度,kg/m3;g为重力加速度,9.8m/s2;V为气泡的体积,m3。
气泡的曳力,即黏性阻力可以表示为式(2)。
式中,Fd为气泡曳力,N;μ为液体的黏度,mPa·s;rb为气泡的半径,m;v为气泡的运动速度,m/s。当气泡浮力与气泡曳力相等时,微纳气泡达到终端上升速度。通过力的平衡可以得到式(3)。
通过式(4)可以得到微纳气泡的终端上升速度。
从式(4)中可以看出,终端上升速度与其半径的平方呈线性关系,也是表达式中对终端上升速度影响最大的一个参数。因此,气泡越小,其上升速度越小,使得其在液相中的停留时间越长。特别对于反应速率受气液传质限制的过程,长的气相停留时间对反应过程更有利。
1.2.2 气液接触面积
对于气液和气液固接触过程,气液接触面积显著影响气液传质过程,气液传质速率可以表示为式(5)[47]。
式中,n为传质过程的物质的量,kmol;KG是以(P-P*)为推动力的总传质系数,kmol/(m2·s·Pa);A为气液接触面积,m2;ΔP是以气相压力差表示的传质推动力,Pa。
从式(5)中可以看出气液接触面积与气液传质速率成正比例关系。如果气液接触面积越大,气液传质速率越快,越有利于受气液传质过程限制的反应的速率提高。气液接触面积主要受液体中的气含率以及气泡的比表面积等影响。单个球形气泡的比表面积可以表示为式(6)。
式中,ab为单个气泡的比表面积,m2/m3。从式(6)及图2 可以看出,单个气泡的比表面积与气泡半径成反比,气泡尺寸越小,气泡的比表面积越大,气液接触面积也随之增大。
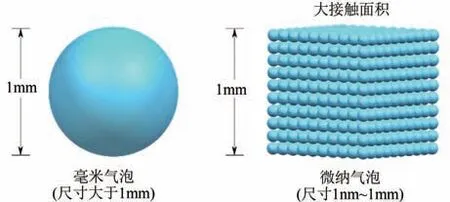
图2 微纳气泡的气液接触面积大
1.2.3 气液两侧压力差
气液传质过程中,气泡气液两侧压力差代表传质推动力,其显著影响传质速率的快慢。从式(5)可以看出,气液两侧压差越大,气液传质推动力越大,气液传质速率越大[48]。气泡气液两侧压力差可以采用Young-Laplace方程表示为式(7)[49]。
式中,σ为液体的表面张力,mN/m。从式(7)可以看出,气泡气液两侧压力差随着气泡半径的减小而增大。减小气泡尺寸,能增大气液传质推动力,提高气液传质速率。
1.3 微纳气泡传质
近年来,微纳气泡强化气液传质过程不断地被深入研究[50-53],这对指导其在工业过程中的应用具有重要意义。目前的研究根据气泡数量区分,可以分为单个微纳气泡传质过程研究和微纳气泡群的传质过程研究。表2总结了微纳气泡传质实验部分研究进展。
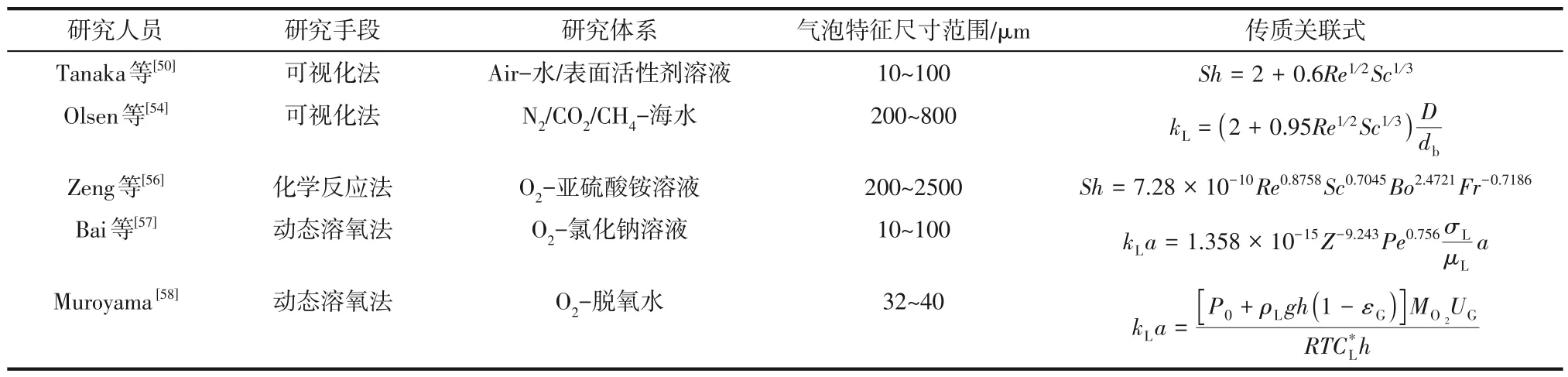
表2 微纳气泡传质实验研究
单个微纳气泡传质参数的测量主要是通过可视化手段观测气泡尺寸在液相中随时间缩小的过程,进而计算气体由气相传递至液相的传质速率。Tanaka等[50]利用采用高速摄像可视化的方法研究了超纯水和表面活性剂溶液体系中尺寸为10~100μm单气泡的传质行为,实验装置如图3所示。研究结果表明,在超纯水体系中,当气泡尺寸小于40μm时,传质系数kL随气泡尺寸的减小而增大,当气泡尺寸大于40μm 时,传质系数kL恒定在0.13mm/s 左右,此外,表面活性剂的加入会降低气泡的传质推动力,进而对其传质起抑制作用。Olsen 等[54]采用气液逆流装置,通过可视化的方法观测了海水中N2、CO2、CH4这3种气体的单微气泡的尺寸随时间变化规律,研究了单微气泡的传质特性。将实验结果与多种传质模型对比,发现实验结果与Hughmark模型[55]相关性最为一致。
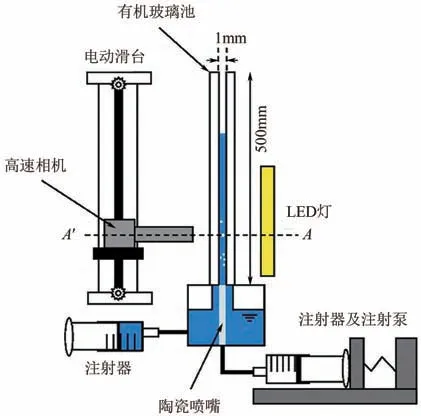
图3 单微纳气泡传质实验装置[50]
微纳气泡群的传质参数的测量通过测量微纳气泡群由气相主体传递至液相过程中液相某个物质的浓度随时间的变化来计算传质速率,进而获取微纳气泡群体系的体积传质系数。Zeng等[56]利用亚硫酸铵氧化反应过程研究了空气在亚硫酸盐溶液的传质系数随温度、表观气速和表观液速等操作参数的变化规律,建立了舍伍德数(Sh)的精确经验关系式。和传统气泡塔相比,微纳气泡技术能够显著增加气泡的界面面积,进而提升反应器的传质性能。Bai等[57]采用如图4所示装置通过动态溶氧法测定了不同盐浓度条件下的微纳气泡体积传质系数。研究结果表明,当盐浓度从0增加到3.0g/L时,kLa逐渐增大,这主要是由于盐溶液浓度越高,抑制气泡聚并越严重,使得传质面积越大,进而导致kLa增大。基于理论和量纲为1数建立了微纳米气泡体积传质系数(kLa)方程,然后通过文献及实验数据对方程进行验证,说明了方程具有很好的预测性。Muroyama 等[58]开展了特征尺寸介于32~40μm 之间的氧气泡群在两种脱氧水样品(分别是由真空脱气装置脱除氧浓度降低至约2mg/L 的样品1 和通过引入氮气使得溶解氧溶度降低至接近0 的样品2)中的瞬时吸收实验,测定了相应的体积传质系数kLa。实验结果表明,kLa随气速的增大而增大。此外,还发现微气泡在样品1中的kLa明显高于样品2,这主要是由于氧气在这两种不同脱氧水样品中的传递机制不同导致的。
1.4 微纳气泡的产生方式
微纳气泡的产生方式有很多种,如机械破碎型[28,59-60]、文丘里型[61-63]、喷射流型[64-65]、多孔膜型[66-67]、溶气-释气型[68]、电解型[69]、超声型[70]等。以下主要介绍目前应用较多的机械破碎型、文丘里型、喷射流型、多孔膜型气泡发生器。
1.4.1 机械破碎型气泡发生器
机械破碎型气泡发生器主要是通过机械部件的高速旋转或内构件的作用,使流体湍动,产生许多小尺度的湍流涡,进而实现气相破碎过程,得到大量的微气泡。该方法产生的气泡尺寸相对较小,且易于规模化放大,但需要结合流场对其装置结构进行合理优化设计,以节约能耗。
Jiang 等[71-72]提出并设计了超重力微气泡发生器,实验装置如图5所示。采用水和氮气体系研究了转速、气液比等操作条件对气泡尺寸及分布的影响规律。研究表明,随着转速的增加,气泡尺寸明显减小,尺寸分布明显变窄;随着气液比的增加,气泡尺寸略有增加,尺寸分布先变窄后变宽;进一步建立了超重力微气泡发生器气泡尺寸预测模型,预测值和实验值误差在±10%以内,说明了模型的可靠性。相比于其他微气泡发生器,超重力微气泡发生器能够在较大气液比(>0.5)下产生气泡尺寸范围在100~300μm 之间的微气泡,并能够在不改变进料的情况下,通过调节转速实现对气泡尺寸的灵活调控。
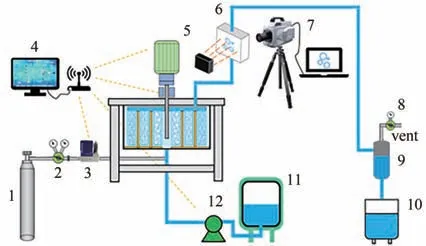
图5 超重力微气泡发生器气泡尺寸观测实验流程示意图[72]
Jadhav 等[73]使用高剪切定转子装置在纯水中产生气泡尺寸介于60~160nm 的体相纳米气泡群,研究了转子转速、操作温度和时间以及定转子的设计对纳米气泡产生的影响规律。研究结果表明,随着转速、操作温度和时间的增加,气泡数密度增加。定转子的设计显著影响气泡数密度,但由于装置内部流场的复杂性,定转子结构的影响机制有待进一步揭示。此外,该装置既可以在间歇条件下生成数百毫升小体积纳米气泡悬浮液,也可以采用半连续模式生成数十升甚至更大体积纳米气泡悬浮液,并且两种产生方式的气泡数密度均可达到2×108个/mL。
Swart等[28]采用循环透平泵作为气泡发生器,将气相破碎形成微气泡群分散到液相中。在液相流量为990L/h,气相流量为90L/h,气液体积比为0.09的条件下,在不同物性的液体中得到了20~150μm的微气泡群。微气泡群特征尺寸随着泵出口压力减小而增大,随着温度升高而增大,离子表面活性剂相较于非离子表面活性剂能得到更小的微气泡。进一步建立了微气泡运动速度分析方法,对微气泡的运动过程进行了分析。研究结果表明微气泡终端上升速度基本满足Stokes定律,进一步说明尺寸越小的气泡,其上升速度越慢,这提高了气相在液相中的停留时间,能强化气液传质过程。
Wu等[59-60]通过实验与计算流体力学(CFD)模拟相结合的方式,研究了旋流微气泡发生器内不同结构的挡板内构件对气泡特征尺寸及分布的影响。研究结果表明,在液相流量为1000L/h、气相流量为50L/h、气液体积比为0.05 的条件下,单螺旋挡板得到的微气泡群的索特直径最小为0.50mm。相较于圆形挡板和无挡板情况下,气泡索特直径分别降低了43.5%和39.6%。此外分析了不同挡板结构对系统能量损失的影响,结果表明,由于旋流微气泡发生器的能量损失集中在涡室和喷嘴中,安装挡板基本不产生额外的能量损失,因此大大拓宽了挡板在旋流微气泡发生器中的应用。进一步优化挡板安装位置,将挡板结构参数与喷嘴尺寸进行耦合分析,提高旋流微气泡发生器的性能。
1.4.2 文丘里型气泡发生器
文丘里型气泡发生器(VMG)具有结构简单、能耗低等特点,在许多领域得到了广泛的应用[74-76]。经典的文丘里气泡发生器主要由三部分组成:收敛段、喉部和发散段。其工作原理为遵循能量守恒的伯努利方程的能量转换。当流体流过文丘里气泡发生器的喉部时,流道尺寸变窄,流体速度增大,动能增大,产生高雷诺数的湍流,小尺度的湍流涡对气相进行了破碎分散。同时流体静压能降低,产生了空化作用,也对气相进行了破碎分散[77-78]。但该方法产生的气泡尺寸分布相对较宽,发生器结构有优化的空间。
Feng等[79]设计了微型文丘里微气泡发生器,并通过3D打印技术进行了制造,如图6所示。采用水-氮气体系开展相关实验,液相流量为4.8~9.6L/h、气相流量为0.12~0.96L/h、气液体积比为0.0125~0.2 的条件下,定量地研究了微气泡特征尺寸与关键操作参数(液相喉部雷诺数、发散角等)的关系。在气含率为1.72%~14.7%、液相喉部雷诺数为2400~4700的低湍流条件下,得到的微气泡的索特直径为0.23~0.60mm。大的发散角能得到更小的微气泡群。在大发散角下,壁面附近形成循环流动的涡,增强了气液之间的相互作用,有助于小尺度气泡的形成。进一步建立不同发散角下的气泡索特直径的预测模型,为优化设计提供有力指导。此外,串联文丘里气泡发生器的性能与单个文丘里气泡发生器性能基本没有差异,而并联文丘里气泡发生器可以在不大幅增加能量消耗的情况下得到更小气泡索特直径的微气泡群,为文丘里气泡发生器的应用提供了基础数据。
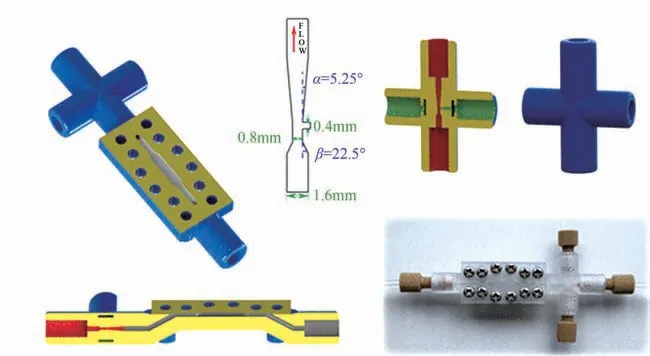
图6 3D打印文丘里微气泡发生器[79]
Wang 等[80]设计了一种新型旋流文丘里气泡发生器(SVMG),将其与传统文丘里气泡发生器产生气泡的特征尺寸及传质性能进行了对比,如图7所示。研究结果表明,两种结构的文丘里气泡发生器得到的气泡索特直径均随表观气速增加而增大,随表观液速增加而减小。新型旋流文丘里气泡发生器得到的气泡索特直径小于传统文丘里气泡发生器。同时新型文丘里气泡发生器中气泡尺寸分布比传统文丘里气泡发生器中更窄。Wang 等[81]进一步采用高速摄像和CFD 模拟手段,在原装置结构不变的情况下,减小了气液处理量,保证实验过程中能清晰观察到单个气泡的破碎过程。在旋流文丘里微气泡发生器中可以观察到三种不同的气泡破裂模式:拉伸破裂、动态侵蚀破裂和静态侵蚀破裂。而传统文丘里微气泡发生器中仅存在拉伸破裂过程。流体流场的CFD 模拟结果表明,在旋流文丘里微气泡发生器的扩散段的壁面附近存在一个明显的涡流区,促进了气液分散过程,这是气泡侵蚀破裂的根本原因。
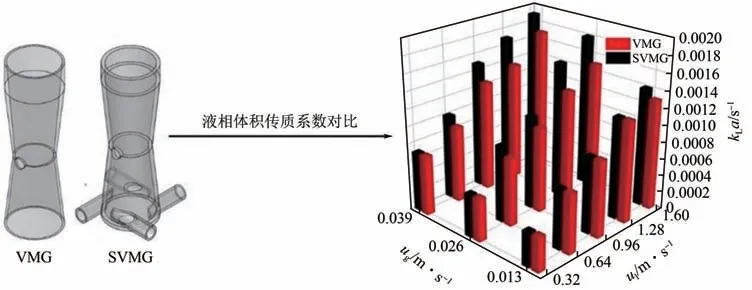
图7 旋流文丘里气泡发生器及性能对比[80]
1.4.3 喷射流型气泡发生器
喷射流型气泡发生器的结构与文丘里型气泡发生器相似,主要由两部分组成:收敛段和喉部。其原理也是文丘里效应,将流体的静压能转换为流体的动能,从而产生一个低压区,一方面能吸入气体,使气液混合物进入到喷射流型气泡发生器;另一方面高速流体形成了高雷诺数的湍动场,通过流体的湍动剪切作用对气相进行破碎分散[48]。该方法的特点与文丘里型气泡发生器也比较相似,产生的微纳气泡尺寸分布较宽,但结构简单,设备成本低,在规模化应用中有一定的优势。
Shuai 等[64]设计了一种喷射流撞击式气泡发生器,如图8所示,主要由沿同轴的液体喷嘴和气体分布盘组成。研究了操作条件、喷嘴结构、表面张力等对气泡平均尺寸、微气泡数量比例及气泡径向弥散宽度的影响规律。结果表明,当气体分布盘的直径大于气体分布盘处的射流宽度,会形成冲击区和径向壁面射流区,从而促进气泡的破碎过程。随着液相喷嘴出口液体射流雷诺数的增大和气液两相进口距离的减小,冲击区能量耗散速率增大,使气泡直径减小,微气泡比例增大。气泡径向弥散宽度与径向壁面射流速度和气泡被径向壁面射流夹带的时间有关。随着液体射流雷诺数的增大,径向壁面射流速度增大,气泡径向宽度增大。当气相与液相进口距离增大,径向壁面射流速度减小,但是气泡被径向壁面射流夹带的时间增大,因此气相径向宽度稍有变化。同时提出了平均气泡尺寸与气泡径向弥散宽度的经验关联式,预测值与实验值的相对误差小于20%。

图8 喷射流气泡发生器结构[64]
Tian等[82]采用喷射流气泡发生器,在液相流量为1575~2840L/h、气相流量为482~1994L/h、气液体积比为0.24~0.71 的条件下,得到了320~690μm的微气泡。研究结果表明气泡尺寸随液相流量增大而减小,随气相流量、喉部直径、下降管长度以及液体黏度等参数增大而增大。进一步基于能量耗散速率、气泡索特直径和气泡平均上升速度建立了喷射流气泡发生器的气含率模型,实验值与计算值误差为±15%。
1.4.4 多孔膜型气泡发生器
多孔膜也是将气相分散为气泡的一种方法,气液膜分散过程中,气相在压力驱动作用下进入微孔膜内,被液相剪切形成气泡,产生的气泡尺寸可以通过膜孔尺寸进行调控[66-67,83]。该方法产生的气泡尺寸可控且易于放大,但在一些实际应用体系中由于膜孔较小,压降较高,尤其是对于含固体系容易堵塞。
Xie 等[83]利用陶瓷膜装置实现了微气泡的可控制备(图9)。系统考察了液体流速、表面张力、黏度、膜孔径、表观气速等因素对得到的微气泡群的特征尺寸的影响。在液相流量0~60L/h、气相流量0~6L/h的条件下,实现了50~300μm的微气泡群的可控制备。研究结果表明,液体流速对微气泡特征尺寸影响较大,在陶瓷膜中间插入不锈钢棒,增大液相流速,减小了微气泡群的特征尺寸。表面活性剂的加入减小了液相的表面张力,有效地减小了气泡尺寸。最终建立了多孔膜产生的微气泡群特征尺寸预测模型,理论计算值与不同实验条件下的实验数值误差在±10%,数据吻合良好。

图9 多孔膜型气泡发生器产生微气泡[83]
孔板表面浸润性也是影响孔板上气泡形成的重要参数[84-86]。Xie 等[87]采用亲水陶瓷膜和疏水PTFE膜研究了膜的润湿性对微气泡尺寸的影响。在液相流量为3~30L/h、气相流量为0.3L/h、气液比为0.01~0.10 的条件下,得到了59~453μm 的微气泡。研究结果表明,膜的浸润性对产生的微气泡的特征尺寸有显著影响。在有机溶剂中采用亲水性陶瓷得到的微气泡特征尺寸大于在水中得到的微气泡特征尺寸,主要是由于有机溶剂中形成的微气泡在三相线上趋于膨胀,微气泡是由较大的等效孔隙产生的。对于疏水PTFE 膜,其结果相反。进一步引入等效孔隙,建立了预测有机溶液中微气泡大小的无量纲方程,预测数据与实验数据吻合较好。Ahmed等[88]采用管状陶瓷纳滤膜加压注气的方法有效生成了纳米气泡群,研究了去离子水中膜的亲疏水表面对产生气泡尺寸的影响规律,结果表明疏水涂层涂覆的纳滤膜产生的气泡尺寸更小,这可能是因为高疏水表面抑制了气泡向外膨胀。
多孔膜中内构件的加入能增大液相流速,提高液相剪切应力,是一种低能耗的减小多孔膜内微气泡特征尺寸的方法[87]。Xie 等[89]开发了一种基于多孔膜分散的微气泡生成平台,研究了圆形、螺旋形、扭曲形和多边形结构内构件对微气泡特征尺寸的影响。研究结果表明,采用螺旋结构内构件产生的微气泡质量更高。在不同液相中,微气泡特征尺寸随螺旋螺距和螺旋厚度的增大而减小。进一步通过CFD 模拟,揭示了螺旋内构件对流体流场的影响,螺旋内构件使流体中产生了Dean 涡,强化了气相分散破碎过程。
1.4.5 其他类型气泡发生器
除了上述类型之外,还有溶气-释气型、电解型、超声型等气泡发生器。溶气-释气型气泡发生器的原理是通过先加压将气体溶解,然后释压使气体快速释放,进而产生微纳气泡[68]。该方式虽能产生大数量密度、尺寸较小的气泡,但能耗较高,需通过高压将气体溶入液体中,且流程较为复杂,这对其使用场景产生了一定限制,电解型气泡发生器一般是通过电解水产生微纳气泡[69]。该方式能耗较高,气泡产率偏低,且气泡的组分主要为氢气和氧气,较为单一,使其在实际应用中受到限制,超声型气泡发生器的原理是通过超声空化作用产生微纳气泡[70]。该方式产生的气泡数量有限,且能耗相对较高,使其应用于工业过程受到了一定的限制。
2 微纳尺度气液传质强化油品加氢可行性的理论判别及相关研究
气液固油品多相催化加氢过程相间传递过程如图10 所示,氢气首先通过气相主体经过气液相界面进入到油品液相主体中,然后从液相主体通过液固界面到达催化剂表面,最后经过内扩散过程到达催化剂活性位点进行催化加氢反应[90]。以一级反应为例,宏观反应过程的总阻力表达式如式(8)所示,主要包括气液传质阻力、液固传质阻力和效率因子修正的化学反应阻力[91]。
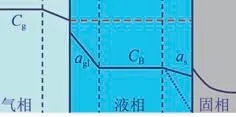
图10 多相催化加氢反应相间传递步骤示意图[90]
根据1.2 节微纳气泡的特征可以看出,微纳气泡极大增加气液传质面积和传质推动力,并提高氢气的停留时间,加快氢气的气液传质过程。因此,判断微纳气泡能否强化油品加氢过程的核心步骤是对比该过程微纳尺度氢气各个传质阻力和化学反应阻力的大小。换言之,是对比微纳尺度氢气传质速率和本征反应速率的大小,进而判断该过程是否受气液传质限制,进一步从理论上确认微纳气泡能否强化该过程。
针对微纳气泡强化液相加氢过程,目前许多研究人员也进行了有益的探索,但相关文献报道主要集中在柴油液相加氢过程。李立权等[92]基于滴流床加氢装置改造为微气泡强化的液相床的工程实践,初步探讨了微气泡环境下反应物料的物性参数及热力学性质计算方法,综合考虑CFD 模拟计算和实际的工程状况,将大氢油比条件下上行式固定床反应器的床型设计为带限位的膨胀床,并开发了相应的反应器系列化内构件(SLMG-1),进一步对微气泡应用工程技术开发过程中遇到的问题进行了研究,对微气泡强化柴油加氢工程化应用具有一定指导意义。
赵颖[93]总结了150kt/a 的微气泡强化柴油加氢精制中试装置的运行结果。实验结果表明,与传统滴流床柴油加氢工艺相比,采用微气泡强化的装置可加工更劣质化的原料,脱硫率达到98.4%,反应效率提升30%以上,能耗和物耗降低10%以上。此外,利用微气泡强化技术生产国Ⅵ标准车用柴油调合组分时,反应压力可降低30%左右。
宋军超等[94]以混合柴油为原料,开展了微气泡强化柴油加氢精制的中试研究。研究结果表明,以硫含量为1.58%(质量分数)的混合柴油为原料时,在达到脱硫率相同脱硫效果的情况下,微气泡强化条件下的反应压力比常规上行式液相加氢装置低3.0MPa以上。以含硫量为1.02%(质量分数)的混合柴油为原料,在温度为365℃、压力为5.7MPa、空速为0.8h-1、氢油体积比≥500的条件下,微气泡强化工艺的产品油中硫含量等主要性质指标均可满足国Ⅵ柴油标准要求。其研究可为中低压下微气泡强化混合柴油加氢工业放大提供参考。
吴梦思等[95]针对微气泡强化柴油加氢脱硫过程进行了模拟计算,理论计算表明,在温度为350℃、压力为3.6MPa、液时空速为3.0h-1、氢油比为260m3/m3的工况条件下,当气泡索特平均直径由5.0mm减小至0.5mm时,气液体积传质系数增加约29倍,脱硫效果明显提高,为微气泡强化柴油加氢脱硫提供了一定理论参考,但实际体系更为复杂,更符合实际的理论数学模型有待进一步深入研究。
吴美玲[96]通过文丘里气泡发生器产生尺寸分布较宽的微气泡群,研究了固定床鼓泡反应器中传质与混合特性,然后结合脱硫、脱氮等反应动力学方程建立柴油加氢过程反应器模型,模型值与实验值对比误差在5%以内。进而利用该模型探讨了反应器入口流股温度、氢分压等参数对脱硫效果和床层温升的影响规律,进而对补氢时注氢点位置、冷氢温度进行了探讨。结果表明,应该以脱硫效率为目标设置注氢点位置,以反应器温升为目标设计注氢量和冷氢温度。该研究对上流式柴油液相加氢反应器的放大设计有一定指导意义。
Wang 等[97]提出并设计中试规模的“超重力微气泡+固定床”冷模实验装置,其反应器主要由超重力微气泡发生器和催化剂床层两部分组成。通过高速相机可视化的方法研究了柴油中微气泡经过催化剂床层前后气泡尺寸分布和索特平均直径随操作参数的变化规律。实验结果表明,催化剂床层会影响微气泡的运动,导致微气泡的聚并;催化剂床层出口的气泡索特平均直径(d32)o为入口(d32)i的1.5~3倍。基于实验数据,分别建立了量纲为1经验关联式和人工神经网络模型用于预测(d32)o/(d32)i,预测值和实验值的偏差分别为±15%和±5%。该研究为工业规模的“超重力微气泡+固定床”反应器的设计和优化提供了重要支撑。
尽管上述研究者围绕微纳尺度气液传质强化油品加氢过程开展了卓有成效的研究工作,形成了对微纳尺度气液传质强化油品加氢过程的宏观认识,但油品加氢过程微纳尺度传质与本征反应速率定量化的匹配规律以及工况条件下微纳气泡在固定床内的流动规律等仍需进一步研究和阐明。
3 基于微纳尺度传质强化的油品液相加氢工业应用
广义的液相加氢是指将氢气溶解在液相中,溶解氢和液相反应物在催化剂活性位上的反应过程,包括在间歇或连续浆态搅拌釜[98-100]、固定床[101]等反应器中进行的加氢过程。与之相对应的气相加氢指的是氢气和被还原原料都以气相形式在催化剂上发生加氢反应的过程[102-105]。对于油品加氢过程而言,研究者常常把气相为连续相、液相为分散相的滴流床加氢工艺定义为气相加氢工艺[106-107],而通过将氢气溶解和混合到连续相的液相中,使气液两相合为“液相”进行反应的加氢工艺定义为液相加氢工艺[10],本文所论述的液相加氢工艺指的正是此种情况。若按照此定义,液相中氢气以大气泡形式携带进行补氢,且液体中氢气未饱和溶解的液相加氢工艺,不能严格称之为液相加氢工艺,属于固定床鼓泡反应器或称之为改进型液相加氢工艺;若氢气以微纳气泡和溶解氢存在于连续液相中的液相加氢工艺则属于本文讨论范围之内,其过程则属于微纳尺度传质强化油品液相加氢过程。
3.1 国内外工业应用
液相加氢技术最早由美国Process Dynamics 公司提出的,其主要面向柴油加氢过程[108]。目前,液相加氢工艺主要包括美国杜邦公司收购Process Dynamics 公司的Iso Therming 液相加氢技术,中国石化抚顺石油化工研究院与洛阳石油化工工程公司开发的SRH 液相循环加氢技术[109],中国石化石油化工科学研究院与中国石化工程建设有限公司开发的SLHT 连续柴油液相加氢技术[110-111],中国石化长岭石化开发的CLTH管式反应器液相加氢技术[112-113],中国石油华东设计院与中国石油大学(华东)开发的C-NUM 液相加氢技术[114]等。已有文献[10]对液相加氢技术的应用情况进行了详细的介绍,因此本节仅通过表3对不同的液相加氢技术特点和应用情况等进行简要总结。

表3 不同液相加氢技术对比
3.2 液相加氢技术发展方向
从表3 可以看出液相加氢技术的发展趋势:①进料方式从下行式进料(Iso Therming 技术、SRH技术)逐渐发展成为上行式进料(SLHT技术、CLTH 技术、C-NUM 技术),进而取消了液相加氢工艺中复杂的反应器内构件及液位控制系统,这不仅避免了液位波动对催化剂的润湿的影响,而且提高了装置操作安全性;②液相加氢工艺从有循环泵系统(Iso Therming 技术、SRH 技术、SLHT 技术)向无循环泵系统(CLTH 技术、C-NUM 技术)发展。循环泵的目的主要是对加氢后产品(溶解氢被反应消耗掉)泵回反应器入口,并与氢气进一步混合,使液体再次溶解氢气,以补充反应所需要的氢气。而将氢气分散成微纳气泡进入到反应器可以进一步增大液相中氢气的携带量,进而取消液相加氢过程中的循环泵系统[10]。因此,微纳尺度强化氢气携带与传递是促进液相加氢技术的发展方向之一。
4 挑战与展望
微纳尺度气液传质强化油品加氢过程,仍面临着许多基础科学认识和工程应用方面的挑战,仍有许多工作需要开展。
首先,需进一步深化微纳尺度强化油品加氢过程理论基础。当气液传质由毫米尺度提升到微纳尺度,现有的传质理论是否适用及是否需要建立新的传质理论?微纳尺度强化油品加氢气液传质过程的适用范围如何?这里的范围主要指油品的种类、反应条件(温度、压力、气液比、空速等)等,以及如何通过结合理论和实验快速寻找和验证,进而对装置合理设计,实现微纳尺度传质与本征反应速率的精准匹配,大幅提高加氢反应效率。此外,由于油品加氢体系的复杂性,更准确的反应器模型或模拟过程及求解计算方法对指导反应器的放大和优化提供更多的理论指导也是必不可少的。
其次,对微纳尺度气液传质强化油品加氢过程的工程问题需要进一步考虑和阐明。例如:①微纳气泡发生器与固定床加氢反应器耦合应用时,是否必须对装置进行一体化组合,微纳气泡能否可以耐受长管线输运(包括换热器、加热炉等管线)以及如何合理设计相应的管线。②微纳气泡发生器和反应器内温度和压力可能不同以及沿固定床床层会存在温度和压力变化,温度和压力的变化如何影响微纳气泡聚并、传质及应用过程。③微纳气泡尺寸小,上升速度慢,因此对加氢反应器后续包含氢气微纳气泡的气液混合物的气液分离提出了挑战,如何进一步改进优化气液分离过程,实现含微纳气泡的气液混合物的高效分离。④如何有效开展原位工况(高温高压加氢反应过程)条件下微纳气泡在反应器内流动的观测。⑤在现有滴流床反应的基础条件下,如何通过过程强化合理改进和优化反应装置实现加氢过程能耗的大幅降低。
对上述科学基础和工程问题的深化认识,将有利于微纳尺度气液传质强化油品液相加氢的工业应用过程,进而实现节能降耗,助力“双碳”目标的实现。
5 结语
作为强化混氢的重要手段,微纳尺度强化油品液相加氢过程将有利于提高油品加氢的反应效率,有效助力石油化工油品催化加氢等行业的高质量发展。但仍需要进一步深入认识油品加氢过程微纳尺度传质与本征反应的匹配、微纳气泡发生器与固定床反应器耦合过程气泡的输运、在工况条件下微纳气泡在反应器中的流动过程以及含微纳气泡的混合物气液分离过程等科学和工程问题。
