烘烤对980 MPa 先进高强钢RSW 接头性能的影响
2024-02-04刘立学孟根巴根许晓夏明生牟永胜赵光
刘立学,孟根巴根,许晓,夏明生,牟永胜,赵光
(1.唐山钢铁集团有限责任公司,河北 唐山 063000;2.临沂市特种设备检验研究院,山东 临沂 276000)
0 前言
随着汽车轻量化发展和安全性要求的不断提高,先进高强度钢应用于汽车轻量化是大势所趋,也是必然的选择[1−3],白车身中980 MPa 的DP 钢和第三代汽车钢Q&P 钢[4]的应用更日益广泛 。电阻点焊作为车身的主要连接方式[5−7],一辆白车身通常有3 000~5 000 个电阻点焊接头[8],当前对高强钢的焊接研究也越来越多,如Lei 等学者[9]发现Q&P980 和DP980 钢板能够实现焊核尺寸大于4 mm;胡银辉[10]研究了DP1000 高强钢的点焊缺陷和断裂模式,探讨了电极压力、焊接电流、焊接时间对接头力学性能和微观组织的影响。电阻点焊工艺是重要的应用数据库,基于车身需要经过涂装烘烤工艺,烘烤后的电阻点焊更贴近实际应用,但是当前对于焊接数据的积累大多集中在烘烤前的连接状态,烘烤对焊点的影响还鲜有研究,980 MPa 先进高强钢烘烤后的接头特点缺乏数据支撑。
1 试验材料及方法
试验用钢采用唐山钢铁集团有限责任公司生产的DP980 和QP980,2 种冷轧裸板材料,材料厚度为1.2 mm。试样的化学成分见表1,力学性能见表2。母材微观组织如图1~图2 所示,DP980 的显微组织由铁素体(F)和马氏体(M)组成,而QP980 的显微组织由铁素体、马氏体、贝氏体(B)及残余奥氏体(RA)组成。

图1 DP980 微观组织
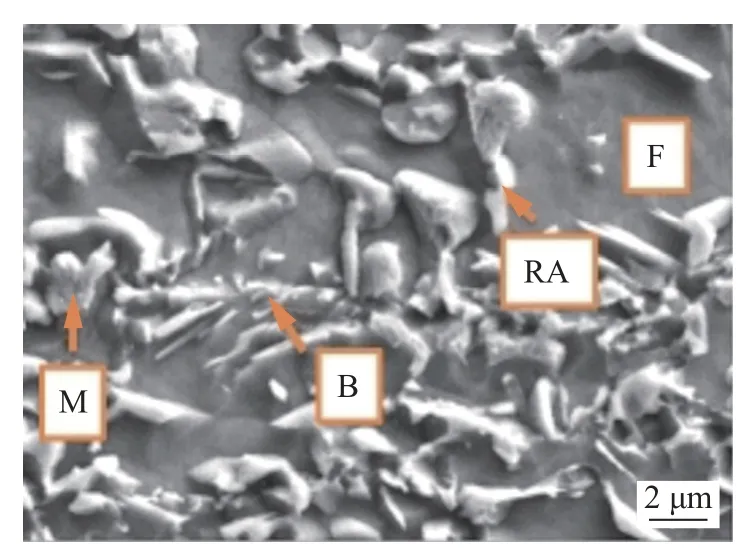
图2 QP980 微观组织

表1 母材的化学成分(质量分数,%)
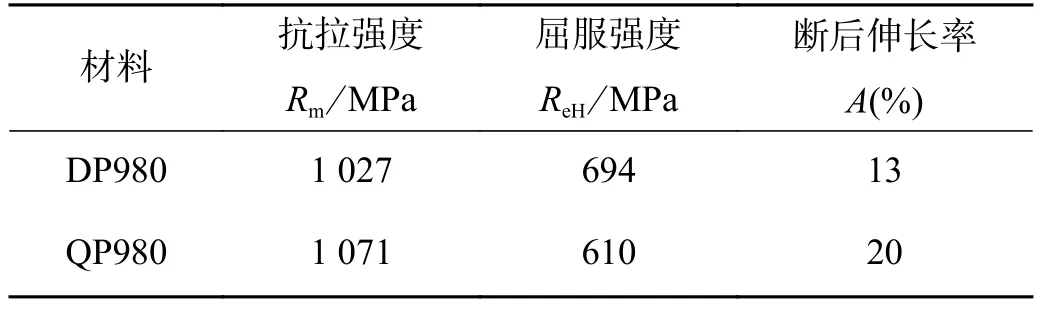
表2 母材力学性能
3 种焊接组合分别为DP980-QP980,QP980-QP980,DP980-DP980。点焊设备采用唐山松下产业机器有限公司YR-500SB2HVE 型单相交流电阻焊机,电极头尺寸为ϕ16 mm×23 mm,电极帽尖端加工成直径6 mm的端面,电极帽的材料为CrZrCu。电极压力4.6 kN,测定各组合的焊接窗口,焊接工艺如图3 所示。通过调整焊接电流,制备单脉冲每种组合的熔核尺寸的焊点,对焊接平行试样进行烘烤试验。烘烤条件:烘烤时间20 min,烘烤温度170 ℃。
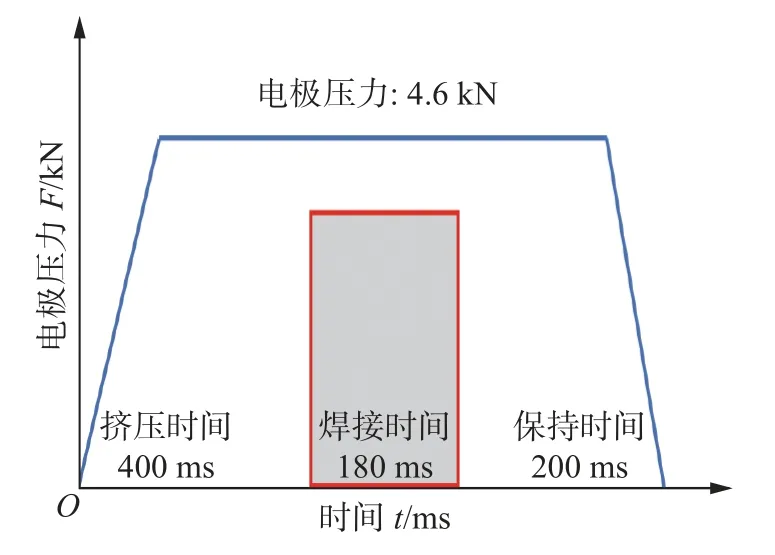
图3 焊接工艺
显微硬度采用FM300 型显微硬度仪测量,显微硬度测试力值取4.9 N(0.5 kgf),显微硬度点间距为母材0.4 mm,热影响区0.2 mm,焊缝0.4 mm,热影响区0.2 mm,母材0.4 mm。母材打3~5 个点即可,显微硬度测试示意图如图4 所示。
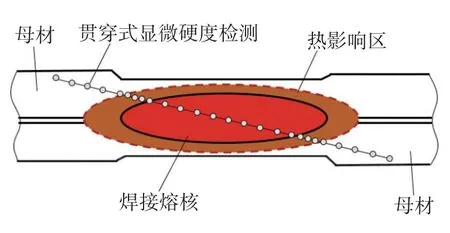
图4 显微硬度示意图
焊点经线切割加工截面后研磨抛光,采用4%硝酸酒精侵蚀观察。
拉伸设备采用Zwick Roell/Z100,进行十字拉伸和拉剪试验,试样尺寸如图5 和图6 所示。
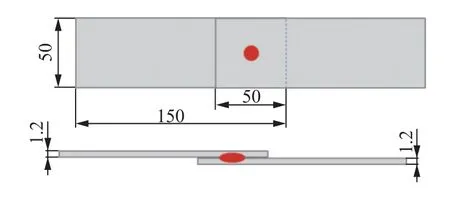
图5 拉剪试样尺寸

图6 十字拉伸试样尺寸
2 试验结果与讨论
2.1 烘烤对组织及硬度的影响
材料在焊接热循环的作用下形成焊接接头,点焊接头由熔核区(WNZ)、热影响区(HAZ)和母材(BM)组成,其中热影响区根据温度场的变化又可细分为加热温度在Ac3~1 490 ℃范围的上临界热影响区、Ac1~Ac3范围的临界热影响区、Ac1以下的亚临界热影响区。
经过烘烤后,DP980 和QP980 材料相当于低温回火。铁素体和马氏体软硬相界面上的残余应力降低,铁素体中位错分布从高度不均状态变为均匀组态,甚至会有碳化物析出;马氏体低温回火,碳原子重新分配并向位错和晶界聚集,在马氏体岛的晶界上渗碳体以薄膜形式析出[11]。马氏体在低温回火时,体积会收缩,强度会降低。图7 为烘烤前后RSW 接头显微组织。通过SEM 观察,DP980 和QP980 母材经烘烤造成马氏体中C 扩散,使马氏体岛清晰的边缘开始变得模糊。3 种组合焊点的熔核区均为柱状凝固的板条马氏体,上临界热影响区也为单一的马氏体组织,在远高于Ac3温度的粗晶区能看到原位奥氏体晶界,晶界内为马氏体板条群。这些板条马氏体经烘烤后,从整体上看仍是马氏体板条形态,但是在马氏体板条间隙开始有微小的渗碳体析出。
3 种组合RSW 接头形貌及显微硬度如图8~图9所示。烘烤前QP980-QP980 熔核的硬度约为498 HV,明显高于DP980-DP980 熔核硬度(382 HV),DP980-QP980 异种材质的熔核硬度约为448 HV,介于QP980-QP980 和DP980-DP980 熔核硬度之间,且硬度分布相对均匀。DP980-QP980 熔核DP 侧和QP 侧的硬度没有出现明显的变化,说明QP980 和DP980 异种材质焊接熔核的成分均匀性较好。QP980-QP980 和DP980-DP980 经烘烤后的熔核硬度分别为487 HV 和374 HV,略有降低,但并不显著。对于母材来说,由于没有进行预变形,烘烤后没有形成柯氏气团,同时伴随着马氏体回火、残余奥氏体分解和内应力释放的共同作用,硬度没有呈现增大的现象。

图8 3 种组合RSW 接头形貌
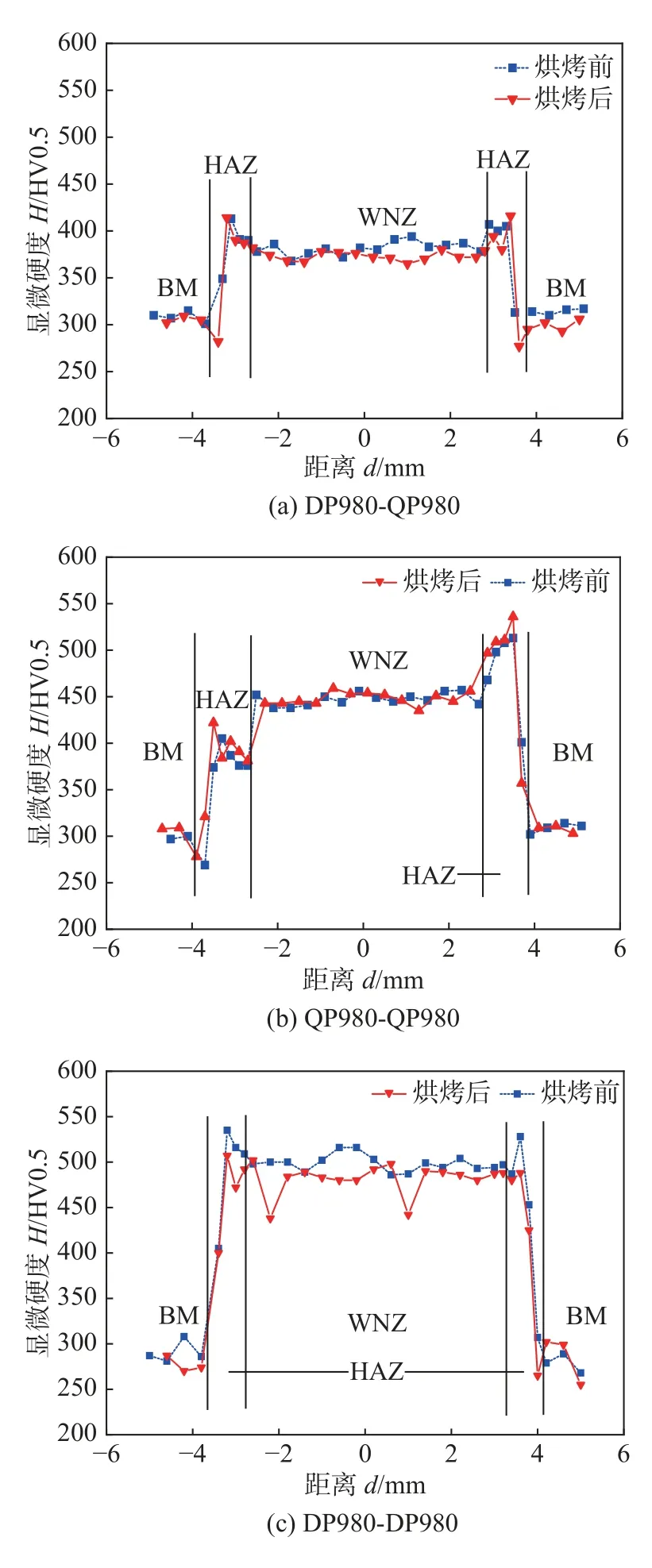
图9 3 种组合RSW 接头显微硬度
上临界热影响区的晶粒生长受焊接时的最高加热温度及在奥氏体化温度以上所用的时间影响。DP980-DP980 和QP980-QP980 组合的上临界热影响区硬度分布均是从粗晶区向细晶区逐渐升高。相比于熔核区,上临界热影响区的马氏体尺寸较小,其硬度高于熔核区,且随着晶粒尺寸的不断减小而升高,直到热影响区峰值温度略高于Ac3的细晶热影响区达到最大值,这一点与田飞等学者[12]研究的QP980 焊缝硬度最高值出现在细晶区一致。DP980-QP980 异种材质接头的上临界热影响区与熔核的成分有显著的差异,在QP980 侧和DP980 侧的粗晶区发生硬度的跳变。
临界热影响区在升温过程中DP980 和QP980 母材的马氏体及少量贝氏体组织转变为奥氏体。由于在奥氏体化过程中碳的重新分配,使得该区域所形成奥氏体的淬硬性高于母材,在电阻点焊较快的冷却条件下,奥氏体在冷却过程中可以转变为马氏体、铁素体等组织结构,硬度较细晶热影响区有明显的下降。
峰值温度低于奥氏体化温度Ac1的区域与母材的组织变化并不明显,为亚临界热影响区,母材中马氏体发生回火形成回火马氏体,出现软化现象。该区域的峰值温度约为600~700 ℃,其强度弱于母材,更容易发生失效。
2.2 烘烤对性能的影响
3 种组合的拉剪性能如图10 所示,3 种组合熔核尺寸为时的剪切拉伸吸收能量如图11 所示,烘烤前后的拉剪性能参数见表3。DP980-DP980 焊点的熔核尺寸能够满足汽车厂关于高强钢抗剪切拉伸载荷不低于16 kN 的要求,经烘烤后抗拉剪峰值载荷进一步提升,提高了7.81%。DP980-QP980 和QP980-QP980 抗拉剪峰值载荷经过烘烤后都有一定程度的提高。在拉剪试验中,最大剪切力下的吸收能量表征了焊点对冲击载荷的吸收能力,吸收能量值越高越有利于车辆碰撞的安全性。吸收能量值为拉伸曲线、位移轴、最大力至位移轴的垂线之间的面积。烘烤后的吸收能量都明显高于烘烤前,提升幅度都在10%以上,其中DP980-DP980 提升了22.16%,QP980-QP980 提升了22.04%。焊点拉剪试验中产生最大剪切力时的位移表征了焊点开裂前的变形能力,3 种组合同尺寸的熔核经过烘烤后,最大位移均有所提升。DP980-DP980 界面断裂模式的位移较小,变形能力最弱。在烘烤后,3 种组合的接头剪切拉伸达到极限载荷所吸收的能量均有较为明显的提高,可见烘烤可以改善3 种接头组合的接头韧性,提高强度,提高吸收能量。

图10 烘烤前后拉剪位移载荷曲线

图11 烘烤前后拉剪能量吸收对比

表3 烘烤前后的拉剪性能参数
通过十字拉伸性能对比如图12~图13 所示,烘烤前后的十字拉伸性能参数见表4。在熔核尺寸为时,未进行烘烤接头的十字拉伸强度从高到低依次为DP980-DP980,DP980-QP980,QP980-QP980;烘烤后DP980-DP980 组合的十字拉伸峰值载荷和能量吸收变化不是很明显,而DP980-QP980 和QP980-QP980组合的十字拉伸峰值载荷则有显著的提高,均提升了50%以上,且3 种接头经烘烤后具有相近的能量吸收。由于烘烤回火后消除了残余应力,焊点的韧性得到改善,接头十字拉伸性能得到提升。

图12 烘烤前后十字拉伸位移载荷曲线

图13 烘烤前后十字拉伸能量吸收对比
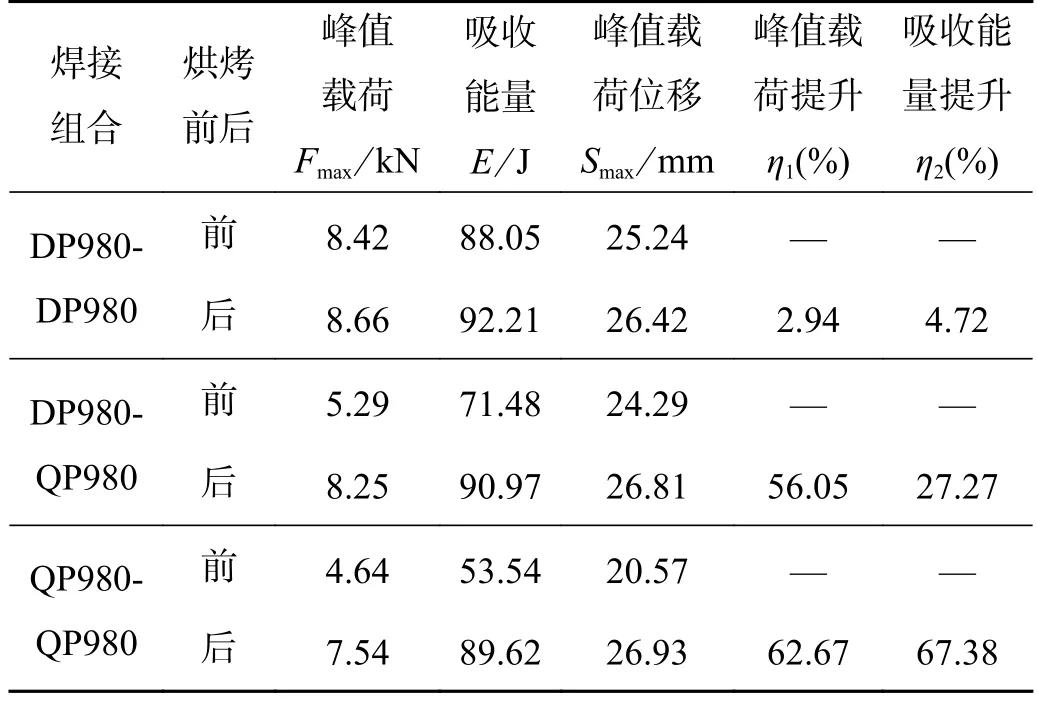
表4 烘烤前后的十字拉伸性能参数
2.3 失效模式分析

图14 接头拉剪断裂图
图15 为DP980-DP980 焊点发生界面撕裂失效模式接头的宏观断口和微观断口形貌。界面断裂区宏观断口平齐而明亮,且有金属光泽。裂纹的萌生始于从焊核结合面外侧缺口,然后平行于试件加载的方向向焊核内部扩展,焊核的抗剪能力不足导致界面断裂。界面失效一般发生在熔核中心的凝固线,凝固线是焊点凝固过程中的最后凝固位置,容易产生元素偏析,并可能存在缩孔、缩松等缺陷,属于熔核的薄弱区域。从微观断口形貌看,失效界面断口主要为平顺的解理断裂,在靠近焊核中心区域所受切应力相比焊核边缘小,受力时间长,具有少量的浅韧窝状。
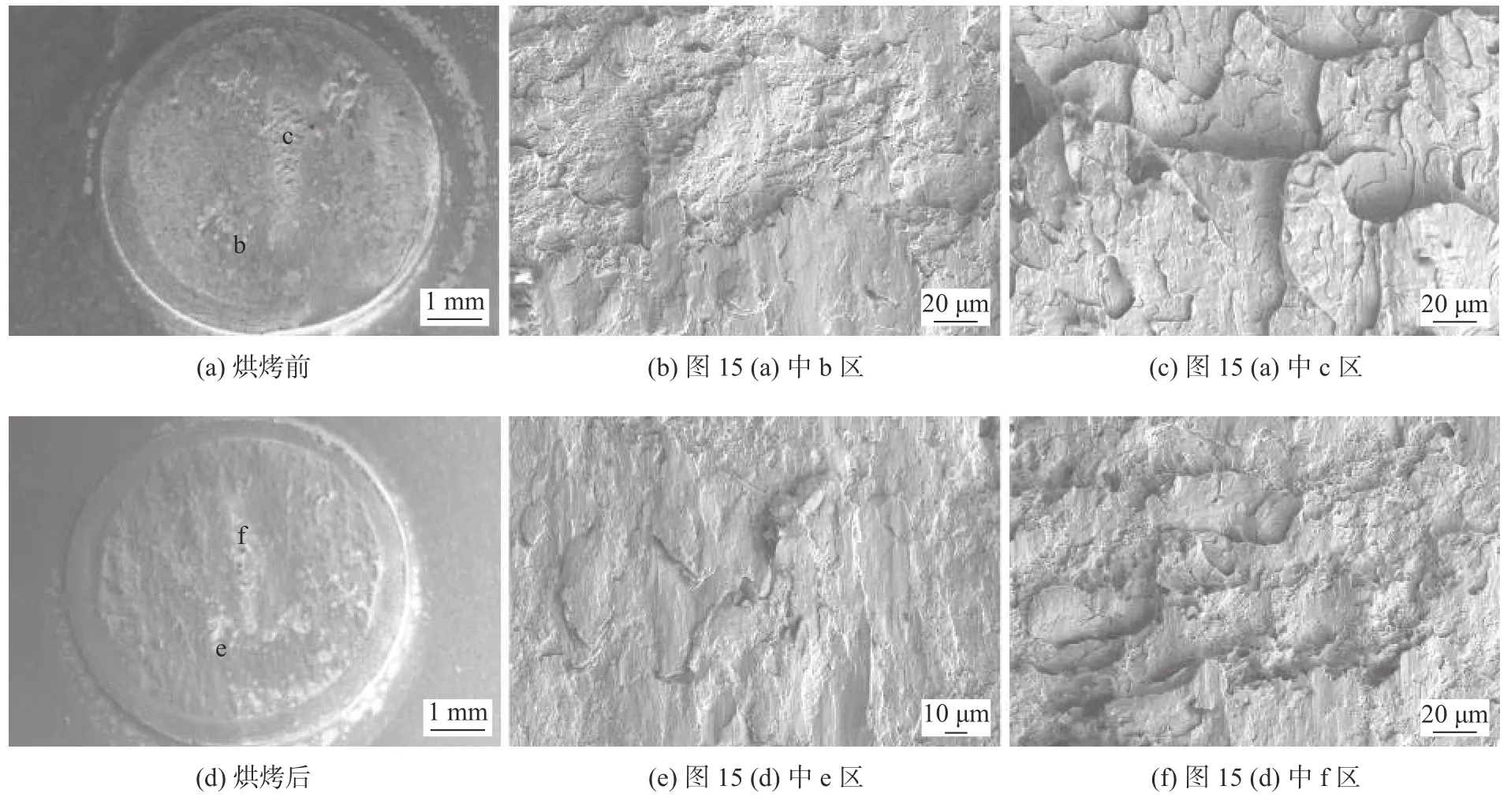
图15 DP980-DP980 界面断裂失效的断口
焊核拔出失效是较为理想的焊点断裂方式,其裂纹扩展路径较界面断裂模式更为复杂。焊点超过临界熔核直径时,从板料结合面焊点尖端缺口处产生的裂纹,未能沿界面扩展。由于热影响区的组织不均匀,存在回火的软区和熔池边缘固液两相熔合线2个薄弱环节,在应力集中的作用下这2 条扩展路径呈竞争模式。在力的作用下,裂纹在热影响区沿板厚方向和熔合线方向继续扩展,最后发生焊核拔出失效。DP980 和QP980 的母材硬度相近,都存在断裂的可能性,但是在DP980 一侧断裂的更多,这与QP980侧热影响区的硬度更高有一定关系,DP980 侧的软化区。DP980-QP980 和QP980-QP980 在的熔核尺寸条件下,焊核拔出失效微观断口形貌如图16~图17所示,区域具有宏观解理特征,在解理面的周围也分布着细小的韧窝。
图17 QP980-QP980 烘烤前后焊核拔出失效模式
十字拉伸的失效模式在烘烤前后均为焊核拔出断裂,且DP980-QP980 的十字拉伸断裂位置多出现在QP980 一侧,如图18 所示。为进一步确定DP980-DP980,DP980-QP980,QP980-QP980 点焊十字拉伸接头失效路径,采用线切割制作失效截面进行微观金相分析,如图19 所示。DP980-DP980,DP980-QP980,QP980-QP980 组合的十字拉伸断裂起始位置基本都是从应力最大的焊点两侧的板料之间,破坏塑性环形成初始裂纹,沿结合面扩展至熔核边缘。QP980 的含碳量更高,其粗晶热影响区具有更高的淬硬性,且在熔核区与热影响区的熔合线位置存在一段比DP980更宽的过渡区−部分熔化区,其温度界于固相线与液相线之间,属于固液两相区,凝固过程中冷裂纹倾向于在此处萌生[13]。结合面的起始裂纹遇到熔核后受阻,在正向拉伸作用下,母材与焊点之间出现较大角度的偏转,而QP980 粗晶热影响区与熔核之间的交界熔合线位置的裂纹敏感性更强,随着拉伸过程中角度的偏转,部分熔化区的剪切载荷快速提升,比DP980 的近似区域更早产生微裂纹,之后迅速沿熔核与粗晶热影响区交界面的固液两相熔合线或经软化区沿板厚方向扩展直到被拉断。在十字拉伸过程中,QP980-QP980 组合的裂纹扩展路径更倾向于沿熔核与粗晶热影响区之间的熔合线,而DP980-DP980更倾向于向硬度迅速降低的软区扩展,DP980-QP980则出现了大部分在QP980 侧开裂的现象。

图18 接头十字拉伸断裂图
图19 十字拉伸焊核拔出失效截面图像
烘烤后对于QP980 部分熔化区(熔合线)的裂纹敏感性有所改善,裂纹沿熔合线扩展的倾向有所减缓,呈现如图20 所示的裂纹扩展由A→C→B 变化的趋势。这也是造成烘烤后DP980-QP980 和QP980-QP980十字拉伸强度提升的原因。
图20 十字拉伸裂纹扩展示意图
3 结论
(1)烘烤对焊点的金相组织结构没有显著影响,组织呈现一定的回火特性;烘烤使熔核硬度有一定的降低,但是并不显著。
(2)烘烤提升接头拉剪强度和接头吸收能量,对拉剪失效模式没有显著影响,熔核直径条件下,烘烤前后DP980-DP980 的拉剪断裂模式均为界面断裂,DP980-QP980 和QP980-QP980 为焊核拔出;DP980-QP980 异种材料组合点焊的失效开裂多出现在DP980 一侧。熔核尺寸为时,未进行烘烤接头的十字拉伸强度从高到低的组合依次为DP980-DP980,DP980-QP980,QP980-QP980;烘烤提升十字拉伸接头强度和吸收能量,对烘烤工艺的敏感性由高到低依次为QP980-QP980,DP980-QP980,DP980-DP980;对于DP980-QP980 和QP980-QP980 接头,烘烤提升十字拉伸强度分别为56%和63%,吸收能量分别为27%和67%;烘烤后3 种组合具有相近的能量吸收。
(3)在十字拉伸过程中,在拉力作用下裂纹起始于焊点两侧的板料之间,破坏塑性环形成初始裂纹。裂纹沿结合面扩展至熔核边缘,然后垂直于板料扩展,直至熔核拔出。DP980-DP980 的失效模式在烘烤前后没有显著变化,DP980-QP980 的QP980 侧熔核被拔出,QP980 侧的裂纹扩展路径烘烤后呈现从熔合线向母材偏移的的趋势。与DP980 相比,QP980 碳含量更高,焊缝和热影响区生成的马氏体更加硬脆,回火促进了碳扩散和接头应力释放,改善了接头强韧性。
