特殊螺纹接头上扣螺纹过盈量设计*
2024-01-30申昭熙李德宁谢建雷戚宝建张小佳
申昭熙,李德宁,谢建雷,戚宝建,张小佳,杨 鹏
(1.中国石油集团工程材料研究院有限公司,油气钻采输送装备全国重点实验室 陕西 西安 710077;2.中国石油大港油田天津储气库分公司 天津 300280;3.中国石油集团渤海石油装备制造有限公司天津石油专用管分公司 天津 300280)
0 引 言
各制造商自有知识产权的特殊螺纹在上扣扭矩控制、连接强度和密封性能等方面都表现出了优异的特性[1],全球范围内的特殊螺纹油管和套管的用量所占比例已超过50%,国内用量也超过了40%。国内包括衡阳华菱、天津钢管、江苏常宝和宝鸡钢管等均研发了特殊螺纹[2-8],这些特殊螺纹具有不同的性能和用途。如果设计过程中未充分考虑螺纹参数加工偏差的随机性和螺纹脂的不同摩擦特性等因素影响,或者上扣扭矩设置不合理,下井服役后螺纹接头可能发生泄漏和螺纹部位断裂等失效事故[9]。由于页岩油气长水平段旋转下套管的苛刻工况[10],对特殊螺纹接头抗扭矩性能提出了更高的要求,各大制造商开始在特殊螺纹接头的扭矩设计领域投入人力进行研究[11-12]。
特殊螺纹接头上扣扭矩的主要参数为上扣螺纹过盈量、锥度和牙型高度。由于车床等螺纹加工设备的特点,参数加工公差可调整范围较小。特殊螺纹接头上扣扭矩设计实际就是确定主要参数的设计值。现有螺纹接头研发过程中一般是对名义值(偏差很小)进行加工试验,无法对主要参数随机加工不同结果组合都进行上卸扣试验。目前螺纹接头扭矩设计的有限元分析是对主要参数设计值组合下的螺纹进行模拟分析[11-13],这些均未进行主要参数在公差范围内随机波动对螺纹上扣扭矩影响的研究。研究和现场应用均表明,螺纹主要参数在偏差很小的条件下上扣扭矩-圈数曲线合适,台肩部位变形很小,螺纹接头的密封性能可符合要求。规模化生产的螺纹接头,其主要参数在设计偏差范围内随机波动范围较大。依据设计上扣扭矩控制上扣时台肩扭矩变化很大,可能会出现台肩扭矩超过设计上扣扭矩,台肩无法对顶或上扣扭矩比台肩扭矩大很多,台肩部位发生较大屈服变形,导致特殊螺纹接头密封性能降低,尤其是低钢级、壁厚较薄的带扭矩台肩的油管特殊螺纹。国内某带台肩特殊螺纹接头油管现场上扣过程中,多次发现设计上扣扭矩较低,最终上扣后台肩未对顶接触,或者设计上扣扭矩较大,最终上扣后台肩部位发生较大屈服变形。在为特定工况要求的低钢级、薄壁油管带台肩的特殊螺纹接头设计过程中,为避免上述问题,本文先根据公式计算得到预期上扣扭矩下螺纹过盈量的预估值,然后借鉴蒙特卡洛方法对主要参数进行随机取值组合,利用有限元进行300次的模拟分析,确定上扣螺纹过盈量与台肩扭矩的关系,再根据特定工况要求的上扣扭矩,得到优化后的上扣螺纹过盈量设计值,最后进行了实物试验验证。结果表明,该方法不仅加快了螺纹接头研发进度,节约了开发成本,还得到了主要参数加工随机取值组合下台肩扭矩的分布,解决了台肩不对顶接触或屈服变形的问题。
1 特殊螺纹设计要求
开发的特殊螺纹接头用于外径为73.02 mm、壁厚为5.51 mm及钢级为J55的油管,要求设计上扣扭矩与API不加厚油管螺纹的上扣扭矩相同。该规格不加厚油管螺纹的最佳上扣扭矩为1 420 N·m,最大扭矩为1 780 N·m。根据工厂设备及人员技术能力,确定该特殊螺纹接头的主要参数公差见表1,特殊螺纹结构如图1所示。
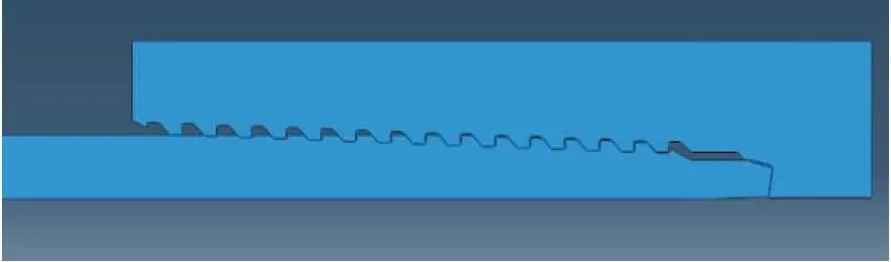
图1 特殊螺纹接头示意图

表1 特殊螺纹主要参数加工公差
根据用户提供的数据,其使用的螺纹脂摩擦系数约为0.11,因此在分析扭矩时摩擦系数均按0.11计算,并将台肩扭矩设计值按设计上扣扭矩的50%计算。特殊螺纹的过盈量初始设计值δ按式(1)计算,约为0.002 mm,即螺纹的设计过盈量接近0。
(1)
式(1)中:d为油管内径,mm;E为材料弹性模量,MPa;Es为螺纹中径,mm;f为摩擦系数,取值0.11;L为接箍螺纹区域长度,mm;W为接箍外径,mm。
2 特殊螺纹接头台肩扭矩数值模拟方法
如上所述,对带台肩的特殊螺纹接头来说,台肩扭矩要小于上扣扭矩,一般不宜超过上扣扭矩的85%,以保证台肩对顶接触,但二者差值还不能太大,否则就会导致特殊螺纹接头台肩部位发生较大屈服变形,降低特殊螺纹接头的密封性能。为此,应首先确定台肩扭矩,然后再根据特定工况要求确定设计上扣扭矩。
根据实际检测数据分析,特殊螺纹接头主要参数在一定范围内可认为符合正态分布。借鉴蒙特卡洛方法,对特殊螺纹主要参数按正态分布随机取值若干次,每次取值的组合建立一个有限元模型进行数值分析。因为分析目的是确定主要参数随机分布组合情况下螺纹的台肩扭矩,故在建立螺纹有限元数值分析模型时不考虑台肩部位的轴向过盈,即只模拟分析上扣连接台肩未接触而螺纹与密封面发生接触时的扭矩。为了加快分析进度,使用二维轴对称几何模型,如图2所示。
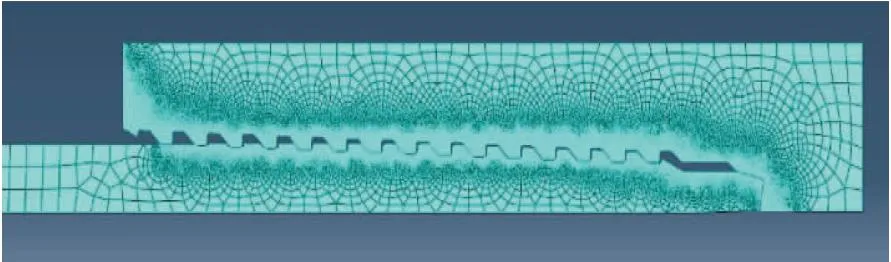
图2 台肩不发生接触的数值分析模型
在获得模拟上扣连接的螺纹与密封面上的接触压力分布后,将螺纹和密封面上的所有接触单元节点的接触压力cp、x坐标和y坐标提取出来,从最大y坐标的接触单元开始,取每个单元的两个节点,计算平均接触压力:
cpave,i=(cpi+cpi+1)/2
(2)
计算单元长度:
(3)
计算该单元接触压力由于摩擦产生的扭矩:
Ti=f×cpave,i×li×π×(xi+xi+1)2/2
(4)
对所有的螺纹和密封面上的接触单元产生的扭矩求和可得总扭矩即台肩扭矩:
T=∑Ti
(5)
3 台肩扭矩分析结果
根据上述分析方法,结合按式(1)计算所得初始过盈量设计值0.002 mm,首先按螺纹过盈量设计值在-0.05到0.10 mm之间均匀分布,其他主要参数加工数据按正态分布,对设计的外径为73.02 mm、壁厚为5.51 mm及钢级为J55油管的特殊螺纹接头进行模拟。分析所得台肩扭矩与螺纹过盈量关系曲线如图3所示,台肩扭矩与主要参数的相关性见表2。
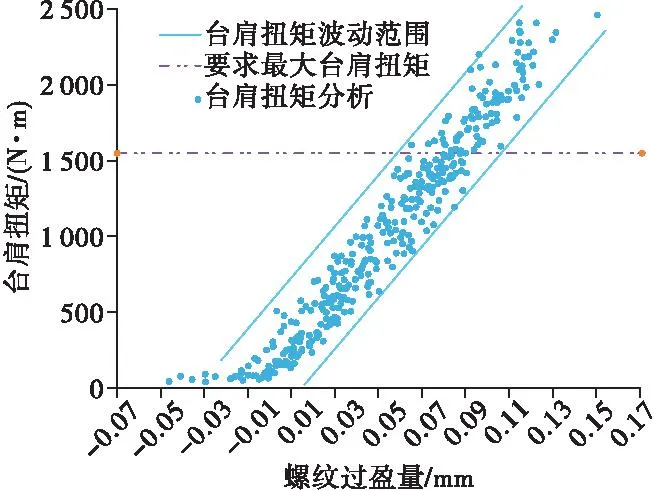
图3 台肩扭矩与螺纹过盈量关系
结果表明,在大于0的情况下,螺纹过盈量与台肩扭矩基本成正比关系,相关系数为0.972 9,是影响台肩扭矩的最重要因素。外螺纹与内螺纹的锥度差是影响台肩扭矩的第二位因素,相关系数为0.190 6。在螺纹过盈量确定的情况下,由其他因素(如锥度和材料屈服强度等)波动引起的台肩扭矩变化范围约为900 N·m。
根据特定工况需求,最大扭矩不超过1 780 N·m,最大台肩扭矩按要求上扣扭矩1 780 N·m的85%计算为1 520 N·m。从图3分析,最大扭矩1 520 N·m对应的螺纹过盈量不宜超过0.1 mm,计算出螺纹设计过盈量为0.03 mm(0.1-0.035×2)。
按螺纹设计过盈量为0.03 mm,将表1的主要参数均按正态分布随机取值100次,然后进行有限元模拟分析,得到的外径为73.02 mm、壁厚为5.51 mm及钢级为J55油管的特殊螺纹台肩扭矩与螺纹过盈量的关系,如图4所示。结果表明,按0.03 mm设计过盈量,设计的特殊螺纹接头台肩扭矩超过1 520 N·m的有1次(占总次数的1%)。其中,最大台肩扭矩为1 853 N·m,对应的外螺纹锥度偏差为2.5 mm/m,内螺纹锥度偏差为-1.9 mm/m,基本接近锥度极限偏差。为了降低台肩扭矩,使上扣扭矩满足特定工况需求,生产过程中应将螺纹接头锥度公差修改为-1.5 ~+2.0 mm/m。
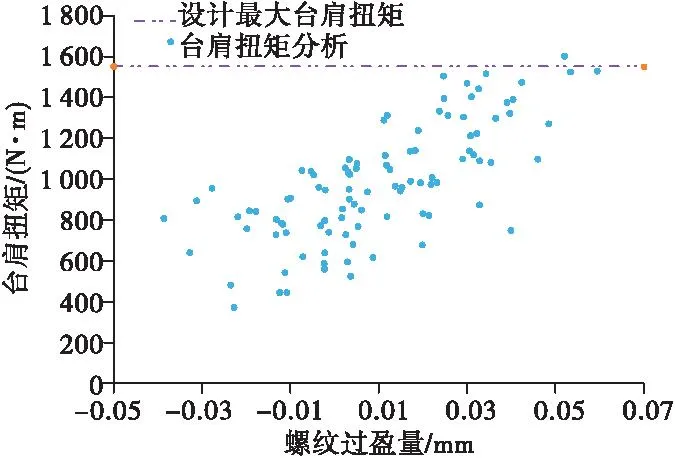
图4 螺纹过盈量正态分布时台肩扭矩与螺纹过盈量关系
4 上卸扣试验
为了验证螺纹设计参数,按螺纹过盈量0.03 mm加工3组外径为73.02 mm、壁厚为5.51 mm及钢级为J55油管的特殊螺纹试样,进行上卸扣试验。螺纹参数中选取外螺纹顶径和锥度按最大值、内螺纹顶径和锥度按最小值。使用工厂提供的螺纹脂,按最佳扭矩1 710 N·m、最小扭矩1 430 N·m和最大扭矩1 880 N·m控制上扣。上扣及卸扣的典型扭矩-圈数曲线分别如图5和图6所示,台肩扭矩及上扣扭矩见表3。结果表明,最大台肩扭矩1 560 N·m对应上扣扭矩1 730 N·m,螺纹及密封面表面均无损伤。上卸扣试验结果证明螺纹过盈量设置合理。
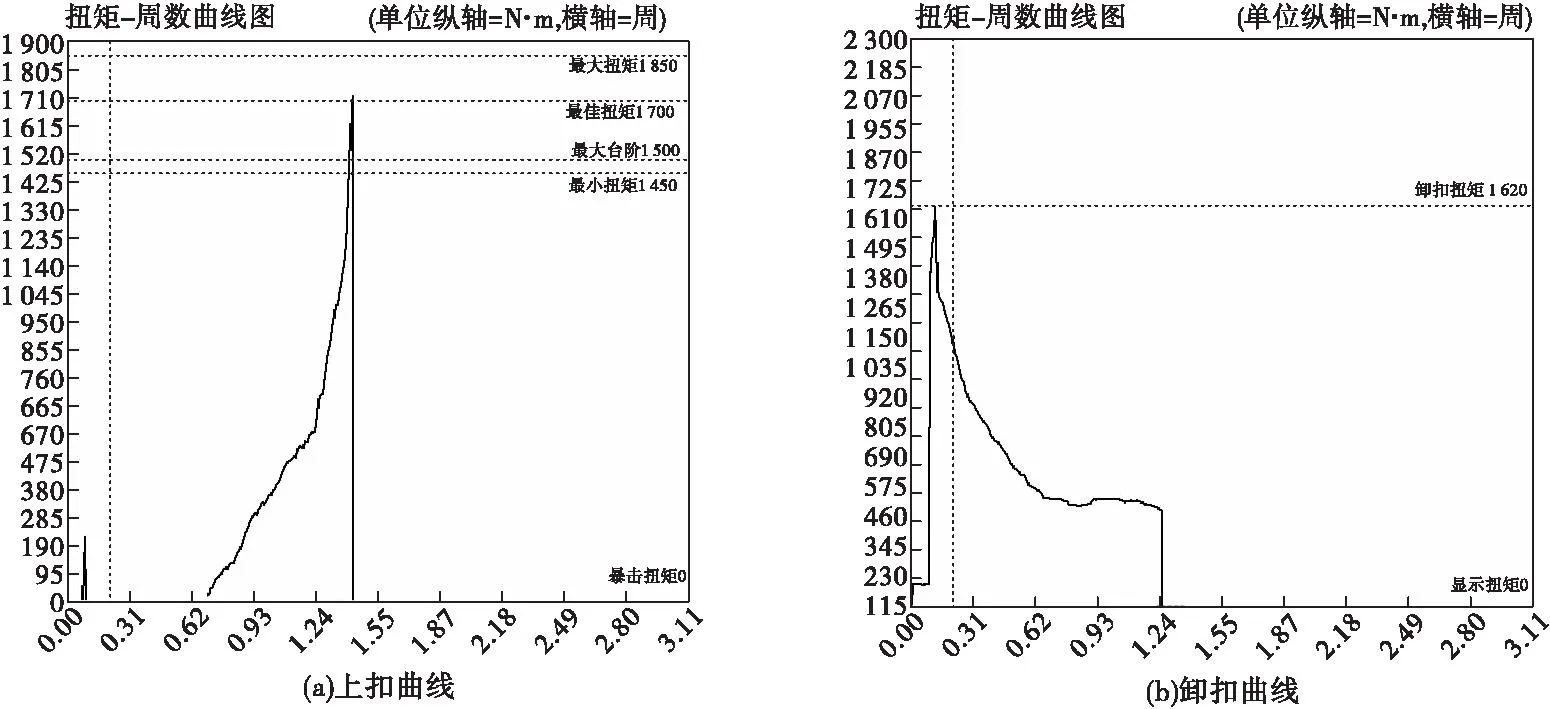
图5 典型扭矩-圈数曲线
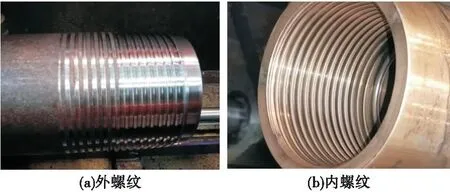
图6 卸扣后螺纹表面形貌
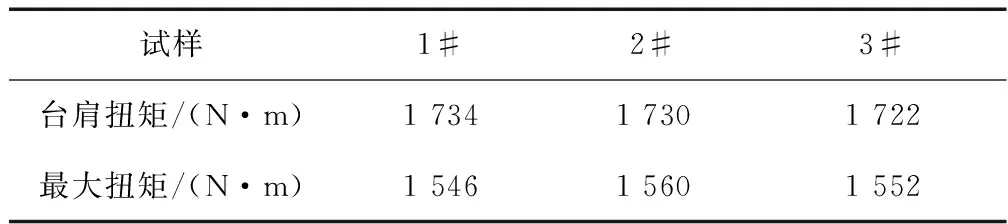
表3 油管实物试验扭矩值
5 结论与建议
1)在特殊螺纹接头设计过程中,可使用有限元数值模拟方法,将螺纹主要参数按正态分布随机取值多次(≥100次),对每组取值组合均进行上扣模拟分析,确定上扣螺纹过盈量与台肩扭矩关系,为设计上扣螺纹过盈量提供依据。
2)带台肩螺纹接头的上扣螺纹过盈量是影响台肩扭矩的最主要因素,外螺纹与内螺纹的锥度差是第二位因素,在确定特殊螺纹接头最大扭矩时应综合分析螺纹顶径及锥度的加工偏差。
3)对外径为73.02 mm、壁厚为5.51 mm及钢级为J55的特殊螺纹油管,由于材料屈服强度较低及台肩位置壁厚较薄,建议尽可能降低上扣螺纹过盈量,在较小最终上扣扭矩的情况下保证内、外螺纹台肩紧密接触。
